





Gia công tia lửa điện . CHƯƠNG 5
lượt xem 99
download
 Download
Vui lòng tải xuống để xem tài liệu đầy đủ
Download
Vui lòng tải xuống để xem tài liệu đầy đủ
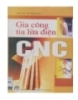
Trong chương này ta ứng dụng phần mềm Cimatron E để thiết kế khuôn ép nhựa của chi tiết là mặt đồng hồ xe máy. Chương này có ứng dụng của cắt dây và điện cực để gia công Cavity và Core của bộ khuôn. Chi tiết mặt đồng hồ xe máy có hình dạng như hình vẽ:
Bình luận(0) Đăng nhập để gửi bình luận!
Nội dung Text: Gia công tia lửa điện . CHƯƠNG 5
- Đồ án tốt nghiệp Lớp CTM8 – K47 CHƯƠNG V GIA CÔNG CHI TIẾT MẶT ĐỒNG HỒ XE MÁY Trong chương này ta ứng dụng phần mềm Cimatron E để thiết kế khuôn ép nhựa của chi tiết là mặt đồng hồ xe máy. Chương này có ứng dụng của cắt dây và điện cực để gia công Cavity và Core của bộ khuôn. 5.1. Phân tích chi tiết Chi tiết mặt đồng hồ xe máy có hình dạng như hình vẽ: Hình 5.1 : hình dạng của chi tiết mặt đông hồ xe máy Yêu cầu kỹ thuật của chi tiết: Các bề mặt chính của chi tiết là mặt trên và mặt bên phải đạt độ bóng 0,6 m Chi tiết ít cong vênh Sai số về hình dạng của chi tiết phải đạt ≤ 1 mm Các bề mặt phải có độ chính xác về kích thước lắp ghép cao để có thể lắp ghép được với các chi tiết khác của đầu xe máy. Bề mặt chi tiết không có vết gợn nhăn 5.2. Tách khuôn Ta sử dụng phần mềm Cimatron E để tách khuôn thành hai phần nửa khuôn trên (Cavity) và nửa khuôn dưới ( Core ) Đỗ toàn Thắng & Nguyễn hữu Tú 100
- Đồ án tốt nghiệp Lớp CTM8 – K47 Để vào môi trường thiết kế khuôn ta kích vào biểu tượng Mold Project ( bản thiết kế khuôn ), nhập tên của bộ khuôn … Kích vào biểu tượng Load Work để load bản vẽ mặt đồng hồ xe máy vào môi trường. Để tách khuôn trước tiên ta phải Active matdongho - Work part sau đó ta kích vào biểu tượng Quick Split để tách khuôn. Bây giờ mặt đồng hồ đã được tách làm hai phần. Dùng công cụ Composite Curve để hợp các đường cong bao quanh đồng hồ thành một đường sau đó dùng công cụ External để tạo mặt phẳng phân cách để sau này ta dung nó để cắt các thành phần của khuôn. Dùng công cụ Sketch để tạo hình dáng khuôn trong trường hợp của bài toán này ta sử dụng dạng của khuôn là hình chữ nhật có kích thước là 210×140 mm. Sau đó dùng công cụ New Extrude để extrude hình chữ nhật thành dạng khối. sử dụng both side để extrude hình chữ nhật ra hai hướng có kích thước là 15 và 45 mm. Chuyển sang môi trường MD bằng biểu tượng Switch to MD . Kích vào Load New để Cimatron tự đông tạo một bộ khuôn ta chọn bộ khuôn loại 9 Plates B (346×346 ) Sử dụng công cụ Parting Stitch và Cut để tách bỏ phần khối thừa của mặt khuôn trên và mặt khuôn dưới. Sau đó dùng công cụ Remove Geometry để cắt bỏ những phần hình học thừa là mặt phẳng cắt. Ta có thể lấy ra được hai phần nửa khuôn trên ( Cavity ) và nửa khuôn dưới ( Core ) như hình vẽ sau: Đỗ toàn Thắng & Nguyễn hữu Tú 101
- Đồ án tốt nghiệp Lớp CTM8 – K47 Hình 5.2 : Nửa khuôn trên ( Cavity ) Hinh 5.3 : Nửa khuôn dưới ( Core ) Đỗ toàn Thắng & Nguyễn hữu Tú 102
- Đồ án tốt nghiệp Lớp CTM8 – K47 5.3. Cavity 1. Chọn phôi Để gia công khuôn ép ta chọn phôi rèn dạng hộp có kích thước 210×140×40 vật liệu là thép 45. Do chế tạo bộ khuôn của sản phẩm là dạng đơn chiếc nên ta chọn phương pháp chế tạo phôi là rèn tự do để cho hạ giá thành sản phẩm, tuy nhiên phương pháp chế tạo phôi này đạt độ chính xác phôi không cao. 2. Lập sơ đồ nguyên công Khi gia công Cavity ta dùng máy phay CNC 3 trục. trước tiên ta gia công phay CNC tất cả các bề mặt sau đó gia công bằng xung điện cực các góc sắc và phần lõm khó gia công bằng phay. GIA CÔNG BẰNG ĐIỆN CỰC 4 2 1 3 5 Hình 5.4: các vị trí gia công bằng điện cực ở Cavity 3. Phay trên máy phay CNC Khi phay trên máy phay CNC ta dùng 3 dao phay FLAT10: dao phay thô có đường kính 10 mm BALL6: dao phay bán tinh và Reround dao có đường kính là 6 mm Đỗ toàn Thắng & Nguyễn hữu Tú 103
- Đồ án tốt nghiệp Lớp CTM8 – K47 BALL3: dao phay tinh Các bước phay Cavity trên máy phay CNC Phay thô Kiểu chạy dao: xoắn ốc ( round spiral ) Tốc độ cắt Vc = 25 m/phút Tốc độ quay trục chính ( Spin ): 1000 vòng/phút Tốc độ tiến dao (Feed ): 500 mm/phút Dao phay: FLAT10 Phương pháp gia công ( Mill Direction ): Mixel +Climb Final Pass Lượng dư gia công bề mặt ( Part suface offset ): 1 mm Dung sai bề mặt sau khi gia công ( Part suface Tolerance ): 0,05 mm Bước tiến dọc lớn nhất ( Max. Vertical step ): 11 Bước tiến dọc nhỏ nhất ( Min. Vertical step ): 4,4 Bước tiến ngang ( Side step ): 4 Reround Kiểu chạy dao: reround Tốc độ cắt Vc = 25 m/phút Tốc độ quay trục chính ( Spin ): 1000 vòng/phút Tốc độ tiến dao (Feed ): 500 mm/phút Dao phay: BALL6 Phương pháp gia công ( Mill Direction ): Mixel +Climb Final Pass Lượng dư gia công bề mặt ( Part suface offset ): 0,55 mm Dung sai bề mặt sau khi gia công ( Part suface Tolerance ): 0,05 mm Bước tiến dọc lớn nhất ( Max. Vertical step ): 1,9 Bước tiến dọc nhỏ nhất ( Min. Vertical step ): 1 Bước tiến ngang ( Side step ): 2,4 Phay tinh Kiểu chạy dao: kết thúc phay bởi góc giới hạn ( Finish mill by limit angle ) Tốc độ cắt Vc = 25 m/phút Tốc độ quay trục chính ( Spin ): 1000 vòng/phút Tốc độ tiến dao (Feed ): 500 mm/phút Dao phay: BALL6 Đỗ toàn Thắng & Nguyễn hữu Tú 104
- Đồ án tốt nghiệp Lớp CTM8 – K47 Phương pháp gia công ( Mill Direction ): phay thuân ( Climb ) Lượng dư gia công bề mặt ( Part suface offset ): 0mm Dung sai bề mặt sau khi gia công ( Part suface Tolerance ): 0,01 mm Bước tiến dọc (Vertical step ): 0,3 Góc giới hạn ( Finish Angle ) :45o Gia công lại Kiểu chạy dao: Clear up Tốc độ cắt Vc = 25 m/phút Tốc độ quay trục chính ( Spin ): 1000 vòng/phút Tốc độ tiến dao (Feed ): 500 mm/phút Dao phay: BALL3 Phương pháp gia công ( Mill Direction ): phay thuận ( Climb ) Lượng dư gia công bề mặt ( Part suface offset ): 0mm Dung sai bề mặt sau khi gia công ( Part suface Tolerance ): 0,01 mm Bước tiến dọc (Vertical step ): 0,15 Bước tiến ngang (Side step ): 0,15 4. Thiết kế điện cực Do Cavity có hình dạng đối xứng nên ta chỉ cần thiết kế 3 điện cực để gia công 5 vị trí như ở hình 5.4 a. Thiết kế điện cực ở vị trí 1 và 4 Kiểu điện cực hình chữ nhật ( Rectangular) Chỗ hở ( Clearance ) : 20 mm ( khoảng cách từ điện cực đến base ) Chiều dài của hình chữ nhật : 18 mm Chiều rộng của hình chữ nhật : 20 mm Góc xoay ( Angle ): 0 o Đánh dấu bằng vát mép. Kích thước vát mép là 5 mm Chiều cao của base là 15 mm Hình dáng và vị trí của điện cực mô tả như hình vẽ dưới: Đỗ toàn Thắng & Nguyễn hữu Tú 105
- Đồ án tốt nghiệp Lớp CTM8 – K47 Hình 5.5 : Hình dáng điện cực gia công vị trí 1 và 4 Hình 5.6 : Vị trí của điện cực gia công b. Thiết kế điện cực ở vị trí 2 và 3 Kiểu điện cực hình chữ nhật ( Rectangular) Chỗ hở ( Clearance ) : 20 mm ( khoảng cách từ điện cực đến base ) Chiều dài của hình chữ nhật : 15 mm Chiều rộng của hình chữ nhật : 16 mm Đỗ toàn Thắng & Nguyễn hữu Tú 106
- Đồ án tốt nghiệp Lớp CTM8 – K47 Góc xoay ( Angle ): 0 o Đánh dấu bằng vát mép. Kích thước vát mép là 5 mm Chiều cao của base là 15 mm Hình dáng và vị trí của điện cực mô tả như hình vẽ dưới: Hình 5.7 : Hình dáng của điện cức gia công vị trí 2 và 3 Hình 5.8 : Vị trí của điện cực c. Thiết kế điện cực ở vị trí 5 Đỗ toàn Thắng & Nguyễn hữu Tú 107
- Đồ án tốt nghiệp Lớp CTM8 – K47 Kiểu điện cực hình tròn ( Cilindrical) Chỗ hở ( Clearance ) : 20 mm ( khoảng cách từ điện cực đến base ) Bán kính của đường tròn : 52 mm Chiều cao của base là 15 mm Hình dáng và vị trí của điện cực mô tả như hình vẽ dưới: Hình 5.9 : Hình dáng của điện cực gia công vị trí 5 Hình 5.10 : Vị trí gia công Đỗ toàn Thắng & Nguyễn hữu Tú 108
- Đồ án tốt nghiệp Lớp CTM8 – K47 5. Chế độ cắt khi xung định hình nửa khuôn trên Cavity Định vị: bằng mặt phẳng hạn chế 3 bậc tự do Kẹp chặt: bằng bulông và đòn kẹp Chọn máy: Xung định hình Xung thô: Hiệu điện thế: U = 120 V Cường độ dòng điện: I = 32 A Khoảng cách xung: t0 = 6,4 s Thời gian phóng tia lửa điện: 25 s Xung tinh: Hiệu điện thế: U = 200 V Cường độ dòng điện: I = 8 A Khoảng cách xung: t0 = 6,4 s Thời gian phóng tia lửa điện: 12,8 s 5.4. Core 1. Chọn phôi Để gia công khuôn ép ta chọn phôi rèn dạng hộp có kích thước 210×140×26 vật liệu là thép 45. Do chế tạo bộ khuôn của sản phẩm là dạng đơn chiếc nên ta chọn phương pháp chế tạo phôi là rèn tự do để cho hạ giá thành sản phẩm, tuy nhiên phương pháp chế tạo phôi này đạt độ chính xác phôi không cao. 2. Lập sơ đồ nguyên công Ở Core ta tách làm hai phần ta chỉ gia công phần trên áp dụng đối với máy CNC. Khi gia công gia công phần trên ta dùng máy phay CNC 3 trục. trước tiên ta gia công phay CNC bề mặt sau trên sau đó gia công cắt dây phần bao ngoài cuối cùng ta gia công bằng xung điện cực góc sắc gia công bằng phay. Đỗ toàn Thắng & Nguyễn hữu Tú 109
- Đồ án tốt nghiệp Lớp CTM8 – K47 VỊ TRÍ GIA CÔNG XUNG ĐIỆN CỰC VỊ TRÍ GIA CÔNG CẮT DÂY Hình 5.11: các vị trí gia công bằng điện cực và cắt dây ở Core 3. Phay trên máy phay CNC Khi phay trên máy phay CNC ta dùng 3 dao phay FLAT8: dao phay thô có đường kính 10 mm BALL5: dao phay bán tinh và Reround dao có đường kính là 6 mm BALL3: dao phay tinh Các bước phay Core trên máy phay CNC Phay thô Kiểu chạy dao: xoắn ốc ( round spiral ) Tốc độ cắt Vc = 25 m/phút Tốc độ quay trục chính ( Spin ): 1000 vòng/phút Tốc độ tiến dao (Feed ): 500 mm/phút Dao phay: FLAT8 Phương pháp gia công ( Mill Direction ): Mixel +Climb Final Pass Lượng dư gia công bề mặt ( Part suface offset ): 1 mm Dung sai bề mặt sau khi gia công ( Part suface Tolerance ): 0,05 mm Bước tiến dọc lớn nhất ( Max. Vertical step ): 10 Bước tiến dọc nhỏ nhất ( Min. Vertical step ): 4 Bước tiến ngang ( Side step ): 3,2 Reround Kiểu chạy dao: reround Đỗ toàn Thắng & Nguyễn hữu Tú 110
- Đồ án tốt nghiệp Lớp CTM8 – K47 Tốc độ cắt Vc = 25 m/phút Tốc độ quay trục chính ( Spin ): 1000 vòng/phút Tốc độ tiến dao (Feed ): 500 mm/phút Dao phay: BALL6 Phương pháp gia công ( Mill Direction ): Mixel +Climb Final Pass Lượng dư gia công bề mặt ( Part suface offset ): 0,55 mm Dung sai bề mặt sau khi gia công ( Part suface Tolerance ): 0,05 mm Bước tiến dọc lớn nhất ( Max. Vertical step ): 1,4 Bước tiến dọc nhỏ nhất ( Min. Vertical step ): 1 Bước tiến ngang ( Side step ): 2 Phay tinh Kiểu chạy dao: kết thúc phay bởi góc giới hạn ( Finish mill by limit angle ) Tốc độ cắt Vc = 25 m/phút Tốc độ quay trục chính ( Spin ): 1000 vòng/phút Tốc độ tiến dao (Feed ): 500 mm/phút Dao phay: BALL5 Phương pháp gia công ( Mill Direction ): phay thuân ( Climb ) Lượng dư gia công bề mặt ( Part suface offset ): 0mm Dung sai bề mặt sau khi gia công ( Part suface Tolerance ): 0,01 mm Bước tiến dọc (Vertical step ): 0,25 Góc giới hạn ( Finish Angle ) :45o Gia công lại Kiểu chạy dao: Clear up Tốc độ cắt Vc = 25 m/phút Tốc độ quay trục chính ( Spin ): 1000 vòng/phút Tốc độ tiến dao (Feed ): 500 mm/phút Dao phay: BALL3 Phương pháp gia công ( Mill Direction ): phay thuận ( Climb ) Lượng dư gia công bề mặt ( Part suface offset ): 0mm Dung sai bề mặt sau khi gia công ( Part suface Tolerance ): 0,01 mm Bước tiến dọc (Vertical step ): 0,15 Bước tiến ngang (Side step ): 0,15 Đỗ toàn Thắng & Nguyễn hữu Tú 111
- Đồ án tốt nghiệp Lớp CTM8 – K47 4. Cắt dây Chọn kiểu gia công là Variable conic Đường kính dây cắt ( Wire Diameter ) là : 0,25 mm Chiều rộng cắt ( Cut Width ) : 0,3 mm Cắt còn dư lại khi gia công cắt dây : 0 Phương chiều của dây cắt được mô tả như hình dưới Hình 5.12 : mô hình cắt dây 5. Thiết kế điện cực Kiểu điện cực hình chữ nhật ( Rectangular) Chỗ hở ( Clearance ) : 20 mm ( khoảng cách từ điện cực đến base ) Chiều dài của hình chữ nhật : 33 mm Chiều rộng của hình chữ nhật : 15 mm Góc xoay ( Angle ): 0 o Đánh dấu bằng vát mép. Kích thước vát mép là 5 mm Chiều cao của base là 15 mm Hình dáng và vị trí của điện cực mô tả như hình vẽ dưới: Đỗ toàn Thắng & Nguyễn hữu Tú 112
- Đồ án tốt nghiệp Lớp CTM8 – K47 Hình 5.13 : Hình dáng của điện cực Hình 5.14 :Vị trí của điện cực 6. Chế độ cắt khi xung định hình nửa dưới Core Định vị: bằng mặt phẳng hạn chế 3 bậc tự do Kẹp chặt: bằng bulông và đòn kẹp Chọn máy: Xung định hình Đỗ toàn Thắng & Nguyễn hữu Tú 113
- Đồ án tốt nghiệp Lớp CTM8 – K47 Xung thô: Hiệu điện thế: U = 120 V Cường độ dòng điện: I = 32 A Khoảng cách xung: t0 = 6,4 s Thời gian phóng tia lửa điện: 25 s Xung tinh: Hiệu điện thế: U = 200 V Cường độ dòng điện: I = 8 A Khoảng cách xung: t0 = 6,4 s Thời gian phóng tia lửa điện: 12,8 s 5.5. Gia công tấm giữ lòng khuôn trên. Nguyên công 1: chuẩn bị phôi Vật liệu chế tạo phôi là thép 45. Kích thước phôi:350×315×72 được cắt bằng khí từ phôi tiêu chuẩn. Nguyên công 2: phay hai mặt phẳng đạt kích thước 70±0,1 mm. Sơ đồ gá đặt Phôi được định vị trên phiến tì hạn chế 3 bậc tự do, và hai bậc tự do được hạn chế bởi êtô. Phôi được kẹp chính bởi êtô. S Rz 10 70±0,1 Chọn máy: máy phay đứng 6H82. Công suất máy 7 kW. Chọn dao: dao phay mặt đầu, răng chắp mảnh thép gió. D = 100 mm, B = 40 mm, d = 32 mm, Z = 10 ( Sổ tay CNCTM ). Đỗ toàn Thắng & Nguyễn hữu Tú 114
- Đồ án tốt nghiệp Lớp CTM8 – K47 Lượng dư gia công: Zb = 0,7 mm Chế độ cắt: ( Sổ tay CNCTM ) Chiều sâu cắt: t = 0,7 mm. Lượng chạy dao: S0 = 1 mm/ vòng. Tốc độ cắt: Vb = 49,5 mm/phút. Nguyên công 3: mài hai mặt phẳng đạt kích thước 70±0,05 mm. Sơ đồ định vị & kẹp chặt: Phôi được định vị và kẹp chặt trên bàn từ máy mài, hạn chế 3 bậc tự do. Sd Sn 70±0,05 Chọn máy: máy phay đứng 6H82. Công suất máy 7 kW. Chọn dao: đá mài có các thông số sau: D = 125 mm, H = 50 mm, d = 30 mm, độ hạt 50-M28 ( Sổ tay CNCTM ). Lượng dư để mài: Zb = 0,3 mm. Ta tiến hành mài hai lần: Mài thô: lượng dư khi mài Zb1 = 0,2 mm. Mài tinh: lượng dư khi mài Zb2 = 0,1 mm. Nguyên công 4: phay hai mặt phẳng đạt kích thước 350±0,1 mm. Sơ đồ gá đặt Phôi được định vị trên phiến tì hạn chế 3 bậc tự do, và hai bậc tự do được hạn chế bởi êtô. Lực kẹp W chặt được sinh ra từ cơ cấu đòn kẹp ren vít. Đỗ toàn Thắng & Nguyễn hữu Tú 115
- Đồ án tốt nghiệp Lớp CTM8 – K47 S Rz 10 350±0,1 W Chọn máy: máy phay ngang 6M12. Chọn dao: dao phay mặt đầu thép gió, loại răng nhỏ. D = 50 mm, L = 36 mm, d = 22 mm, Z = 12 ( Sổ tay CNCTM ). Lượng dư gia công: Lượng dư cho phay thô: Zb = 1,5 mm Lượng dư cho phay tinh: Zb = 1 mm Chế độ cắt: ( Sổ tay CNCTM ) Chiều sâu cắt: t = 1,5mm. Lượng chạy dao: S0 = 1 mm/ vòng. Tốc độ cắt: Vb = 53 mm/phút. Nguyên công 5: phay hai mặt phẳng đạt kích thước 138±0,1 mm. Tại nguyên công này ta chọn sơ đồ gá đặt và định vị như nguyên công 4, và có chế độ cắt như nguyên công 4. Đỗ toàn Thắng & Nguyễn hữu Tú 116
- Đồ án tốt nghiệp Lớp CTM8 – K47 S Rz 10 315±0,1 W Nguyên công 6: Kiểm tra trung gian. Kiểm tra độ không song song giữa hi mặt phẳng đáy bằng đồng hồ so, độ không song song ≤ 0,1 mm trên toàn bộ chiều dài. Kiểm tra độ không phẳng của hai mặt đáy bằng đồng hồ so, độ không phẳng ≤ 0,1 mm trên toàn bộ chiều dài. Kiểm tra độ không vuông góc của mặt đáy và mặt bên bằng đồng hồ so, độ không vuông góc ≤ 0,1 mm. Kiểm tra độ nhám của hai mặt phẳng đáy Ra ≤ 0,63 m, các mặt phẳng còn lại Ra ≤ 2,5 m. Nguyên công 7: gia công 4 lỗ lắp chốt dẫn hướng 30±0,05, gia công 4 lỗ lắp bulông khuôn trước M12. Sơ đồ định vị và kẹp chặt.: Phôi được định vị trên phiến tì hạn chế 3 bậc tự do, và 3 chốt tỳ gá trên phiến dẫn tháo dời hạn chế 3 bậc tự do. Phôi được kẹp chặt bằng đòn kẹp. Bước 1: gia công 4 lỗ lắp chốt dẫn hướng 30±0,05. Đỗ toàn Thắng & Nguyễn hữu Tú 117
- Đồ án tốt nghiệp Lớp CTM8 – K47 W Sn W 70 Để gia công 4 lỗ chốt dẫn hướng ta tiến hành qua 4 bước: Khoan: chọn mũi khoan ruột gà thép gió, D = 29,25 mm Khoét: chọn mũi khoét, vật liệu thép gió T15K6, D = 29,8 Doa: chọn mũi doa có vật liệu là thép gió. Chọn máy: chọn máy khoan cần 2H55 Bước 2: gia công 4 lỗ lắp bulong khuôn trước M12. W Sn W 70 Để gia công 4 lỗ chốt dẫn hướng ta tiến hành qua 4 bước: Khoan: chọn mũi khoan ruột gà thép gió, D = 10,5 mm Khoét: chọn mũi khoét, vật liệu thép gió T15K6, D = 10,8 Doa: chọn mũi doa có vật liệu là thép gió. Chọn máy: chọn máy khoan cần 2H55 Nguyên công 8: phay hốc 175×250×55 Sơ đồ gá đặt Đỗ toàn Thắng & Nguyễn hữu Tú 118
- Đồ án tốt nghiệp Lớp CTM8 – K47 Phôi được định vị trên phiến tì hạn chế 3 bậc tự do, một chốt trụ ngắn hạn chế 2 bậc tự do, một chốt trám hạn chế 1 bậc tự do. W W Rz 10 55 70 175 250 Chọn máy: gia công trên máy CNC. Nguyên công 9: gia công kênh dẫn nhựa. Nguyên công 10: khoét rộng 4 lỗ chốt dẫn hướng đạt 37 và chiều sâu 9±0,05 5.6. Gia công tấm giữ lòng khuôn dưới. Nguyên công 1: chuẩn bị phôi Vật liệu chế tạo phôi là thép 45. Kích thước phôi: 350×315×35 được cắt bằng khí từ phôi tiêu chuẩn. Nguyên công 2: phay hai mặt phẳng đạt kích thước 35±0,1 mm. Nguyên công 3: mài hai mặt phẳng đạt kích thước 35±0,05 mm. Nguyên công 4: phay hai mặt phẳng đạt kích thước 350±0,1 mm. Nguyên công 5: phay hai mặt phẳng đạt kích thước 315±0,1 mm. Nguyên công 6: kiểm tra trung gian. Nguyên công 7: gia công 4 lỗ lắp chốt dẫn hướng 30±0,05. Các nguyên công 2÷7 được gia công như các nguyên công 2÷7 của quy trình công nghệ gia công tấm giữ lòng khuôn trên. Nguyên công 8: gia công 4 lỗ lắp bulông khuôn trước M16. Sơ đồ định vị và kẹp chặt: Phôi được định vị trên phiến tì hạn chế 3 bậc tự do, một chốt trụ ngắn hạn chế 2 bậc tự do, một chốt trám hạn chế 1 bậc tự do. Phôi được kẹp chặt bằng đòn kẹp ren vít. Đỗ toàn Thắng & Nguyễn hữu Tú 119
CÓ THỂ BẠN MUỐN DOWNLOAD

-

Giáo trình Gia công tia lửa điện CNC - PGS.TS. Vũ Hoài Ân
 194 p |
194 p |  511
|
511
|  163
163
-

Gia công tia lửa điện CNC part 1
20 p | 361
| 113
-
Giáo trình Gia công tia lửa điện CNC - PGS.TS. Vũ Hoài Ân
193 p | 358
| 110
-

Gia công tia lửa điện CNC part 6
20 p | 270
| 77
-

Gia công tia lửa điện CNC part 3
20 p | 205
| 71
-

Gia công tia lửa điện CNC part 5
20 p | 191
| 56
-

Gia công tia lửa điện CNC part 10
14 p | 194
| 56
-

Gia công tia lửa điện CNC part 8
20 p | 163
| 51
-

Gia công tia lửa điện CNC part 9
20 p | 142
| 47
-

Giáo trình Gia công tia lửa điện CNC (in lần thứ nhất): Phần 1
105 p | 131
| 28
-

Giáo trình Gia công tia lửa điện CNC (in lần thứ nhất): Phần 2
88 p | 118
| 25
-

Nghiên cứu ảnh hưởng của một số thông số công nghệ đến độ chính xác kích thước và độ không tròn của bề mặt lỗ khi gia công thép SKD11 trên máy gia công tia lửa điện sử dụng điện cực dây bằng đồng
4 p | 64
| 7
-

Giáo trình Gia công tia lửa điện - EDM (Nghề: Công nghệ kỹ thuật cơ khí) - Trường Cao đẳng Hàng hải II
68 p | 12
| 6
-

Khảo sát ảnh hưởng của nồng độ bột titan trộn trong dung dịch điện môi đến năng suất gia công và nhám bề mặt thép SKD61 sau gia công tia lửa điện với điện cực đồng phân cực ngược
10 p | 53
| 3
-

Bài giảng Các phương pháp gia công tinh: Chương 8: Gia công bằng tia lửa điện - EDM
14 p | 10
| 3
-

Ảnh hưởng của dung môi đến độ hạt nano-micro khi gia công bằng tia lửa điện
4 p | 55
| 2
-

Nghiên cứu thiết kế gia công bằng tia lửa điện kết hợp với siêu âm để sản xuất hạt vật liệu rỗng
5 p | 34
| 2
-

Ảnh hưởng của bột titan trộn trong dung dịch điện môi đến chất lượng bề mặt thép SKD61 trong gia công bằng tia lửa điện
5 p | 17
| 2



Chịu trách nhiệm nội dung:
Nguyễn Công Hà - Giám đốc Công ty TNHH TÀI LIỆU TRỰC TUYẾN VI NA
LIÊN HỆ
Địa chỉ: P402, 54A Nơ Trang Long, Phường 14, Q.Bình Thạnh, TP.HCM
Hotline: 093 303 0098
Email: support@tailieu.vn
Giấy phép Mạng Xã Hội số: 670/GP-BTTTT cấp ngày 30/11/2015 Copyright © 2022-2032 TaiLieu.VN. All rights reserved.

