
Ki m tra ch t l ng hàn ể ấ ượ
KI M TRA CH T L NG HÀNỂ Ấ ƯỢ
CH NG I - KHÁI NI M CHUNGƯƠ Ệ
I. KHÁI NI M V CH T L NG HÀNỆ Ề Ấ ƯỢ
I.1. Các ch tiêu ch t l ngỉ ấ ượ
Trong n n s n xu t mang tính c nh tranh kh c li t nh hi n nay, nâng cao ề ả ấ ạ ố ệ ư ệ ch tấ
l ngượ s n ph m là m t trong nh ng nhi m v kinh t và xã h i quan tr ng nh t. ả ẩ ộ ữ ệ ụ ế ộ ọ ấ
N u h i ai đó bi t ch t l ng là gì không, thì s nh n đ c câu tr l i t tin là “có”.ế ỏ ế ấ ượ ẽ ậ ượ ả ờ ự
Nh ng n u đ ngh h mô t c th v ch t l ng thì s r t khó gi i thích. Mu n dùngư ế ề ị ọ ả ụ ể ề ấ ượ ẽ ấ ả ố
t “ch t l ng” v i ý nghĩa k thu t ho c kinh t thì c n có đ nh nghĩa chính xác.ừ ấ ượ ớ ỹ ậ ặ ế ầ ị
GS. David A. Carvin thu c Đ i h c Harvard đã đ xu t năm tiêu chí mô t ch t l ng. ộ ạ ọ ề ấ ả ấ ượ
(i) Tiêu chí t nhiên:ự
Theo đó nghĩa c a ch t l ng đ c hi u đ i v i các tiêu chu n cao và kh ngủ ấ ượ ượ ể ố ớ ẩ ẳ
đ nh theo ch c năng c a s n ph m khi xu t x ng ho c khi s d ng. Khi dùng nghĩa nàyị ứ ủ ả ẩ ấ ưở ặ ử ụ
thì không th đo đ c ch t l ng và ph i có kinh nghi m v s d ng s n ph m.ể ượ ấ ượ ả ệ ề ử ụ ả ẩ
(ii) Tiêu chí liên quan đ n s n ph m:ế ả ẩ
Theo đó ch t l ng là chính xác và đ nh l ng đ c. Ch t l ng s n ph m đ cấ ượ ị ượ ượ ấ ượ ả ẩ ượ
chuy n sang tình tr ng t n t i b ng các giá tr đo đ c. Cách này có th đ c dùng để ạ ồ ạ ằ ị ượ ể ượ ể
s p x p th t c p ch t l ng trong các s n ph m cùng lo i.ắ ế ứ ự ấ ấ ượ ả ẩ ạ
(iii) Tiêu chí liên quan đ n ng i s d ng:ế ườ ử ụ
Quan đi m này hình thành theo nh n th c c a ng i tiêu dùng. Nó ph thu c vàoể ậ ứ ủ ườ ụ ộ
mong mu n và kỳ v ng c a t ng cá nhân. Nghĩa là cùng s n ph m xu t x ng ho c số ọ ủ ừ ả ẩ ấ ưở ặ ử
d ng ng i này đánh giá cao còn ng i khác đánh giá th p.ụ ườ ườ ấ
(iv) Tiêu chí liên quan đ n quá trình:ế
đây ch t l ng g n v i các quá trình đ đi u ki n. Tuân th đúng đ u vào thìỞ ấ ượ ắ ớ ủ ề ệ ủ ầ
cho đ u ra đ t yêu c u. “Đúng” có nghĩa là hoàn thành đ y đ các yêu c u v tiêu chu nầ ạ ầ ầ ủ ầ ề ẩ
và các thông s k thu t.ố ỹ ậ
(v) Tiêu chí quan h giá c - l i nhu n:ệ ả ợ ậ
Cách này mô t ch t l ng đ a vào ph i tính đ n nh h ng đ n giá c . Có th soả ấ ượ ư ả ế ả ưở ế ả ể
sánh ch t l ng s n ph m khi giá c đ nh.ấ ượ ả ẩ ố ị
ISO 9000 đ a ra đ nh nghĩa v ch t l ng theo quan đi m chính th ng: “ư ị ề ấ ượ ể ố Ch t l ng làấ ượ
m c đ mà qua đó t p h p các đ c tính c h u đ c gi i quy t” ứ ộ ậ ợ ặ ố ữ ượ ả ế
Còn theo ГОСТ 15467-70: “Ch t l ng c a s n ph m là toàn b các đ c tính quy đ nhấ ượ ủ ả ẩ ộ ặ ị
kh năng làm vi c phù h p v i nh ng yêu c u xác đ nh t ng ng v i công d ng c aả ệ ợ ớ ữ ầ ị ươ ứ ớ ụ ủ
nó”.
Thu t ng “ch t l ng” không nên đ c dùng nh m t thu t ng đ n l đ bi u thậ ữ ấ ượ ượ ư ộ ậ ữ ơ ẻ ể ể ị
m c đ tuy t v i v i ý nghĩa so sánh v m t đánh giá k thu t. Khi nh n xét v ch tứ ộ ệ ờ ớ ề ặ ỹ ậ ậ ề ấ
l ng nên dùng thêm các t b tr . Ví d : ch t l ng t ng đ i; m c ch t l ng; đoượ ừ ổ ợ ụ ấ ượ ươ ố ứ ấ ượ
ch t l ng. ấ ượ
Tu i th c a s n ph m ph thu c vào th i gian làm vi c, m c đ ch u t i cũngổ ọ ủ ả ẩ ụ ộ ờ ệ ứ ộ ị ả
nh các đi u ki n s d ng khác k c kh năng b o qu n và s a ch a s n ph m. Do đóư ề ệ ử ụ ể ả ả ả ả ử ữ ả ẩ
1

Ki m tra ch t l ng hàn ể ấ ượ
không nên quan ni m s n ph m có ch t l ng càng cao là càng t t. Ng i ta đánh giáệ ả ẩ ấ ượ ố ườ
ch t l ng theo yêu c u th c t s d ng. Đi u ki n s d ng ch a đ ng hai y u t cấ ượ ầ ự ế ử ụ ề ệ ử ụ ứ ự ế ố ơ
b n là đ tin c y và tính làm vi c liên t c. ả ộ ậ ệ ụ
Đ tin c yộ ậ : kh năng c a thi t b và công trình làm vi c trong kho ng th i gian dài đãả ủ ế ị ệ ả ờ
đ nh, ch u t i tr ng có th liên t c ho c gián đo n mà không b phá h y. ị ị ả ọ ể ụ ặ ạ ị ủ
Tính làm vi c liên t cệ ụ : tính ch t c a s n ph m gi đ c kh năng làm vi c trong th iấ ủ ả ẩ ữ ượ ả ệ ờ
h n đã đ nh mà không ph i d ng l i b t bu c.ạ ị ả ừ ạ ắ ộ
Trong các k t c u hàn, ch tiêu ch t l ng xét trong m t ph m vi bao g m:ế ấ ỉ ấ ượ ộ ạ ồ
•C tính, đ b n ơ ộ ề
•Thành ph n hóa h c, lý tínhầ ọ
•Đ tin c y, kh năng làm vi c khi có khuy t t tộ ậ ả ệ ế ậ
•Mỹ thu tậ
•Tính kinh tế
I.2. Ch tấ lưngợ trong s nả xu tấ hàn
I.2.1. Ki m tra ch t l ng s n ph mể ấ ượ ả ẩ
Ki m tra ch t l ng s n ph m (QC) là ki m tra t ng nguyên công c a quá trìnhể ấ ượ ả ẩ ể ừ ủ
s n xu t đ ch t o ra m t s n ph m có ch t l ng. Nói theo ГОСТ 15467-70 đó là quáả ấ ể ế ạ ộ ả ẩ ấ ượ
trình ki m tra s t ng ng các ch tiêu c a ch t l ng s n ph m theo các yêu c u đ cể ự ươ ứ ỉ ủ ấ ượ ả ẩ ầ ượ
quy đ nh. Khái ni m c a vi c ki m tra ch t l ng toàn di n đ c đ nh nghĩa nh là m tị ệ ủ ệ ể ấ ượ ệ ượ ị ư ộ
h th ng đ xác đ nh đ c tính k thu t, ki m tra và th ng nh t các ho t đ ng s n xu tệ ố ể ị ặ ỹ ậ ể ố ấ ạ ộ ả ấ
c a các công ty ch t o s n ph m làm cho khách hàng th a mãn.ủ ế ạ ả ẩ ỏ
I.2.2. Đ m b o ch t l ngả ả ấ ượ
Đ m b o ch t l ng s n ph m (QA) là th c hi n các công vi c đã đ c l p kả ả ấ ượ ả ẩ ự ệ ệ ượ ậ ế
ho ch; ki m soát h th ng và tác đ ng v i m c đích rõ ràng lên các đi u ki n và y u tạ ể ệ ố ộ ớ ụ ề ệ ế ố
nh h ng, nh m đ m b o r ng s n ph m đ t t i m c ch t l ng t i u, ho t đ ngả ưở ằ ả ả ằ ả ẩ ạ ớ ứ ấ ượ ố ư ạ ộ
t t v i đ tin c y v a đ .ố ớ ộ ậ ừ ủ
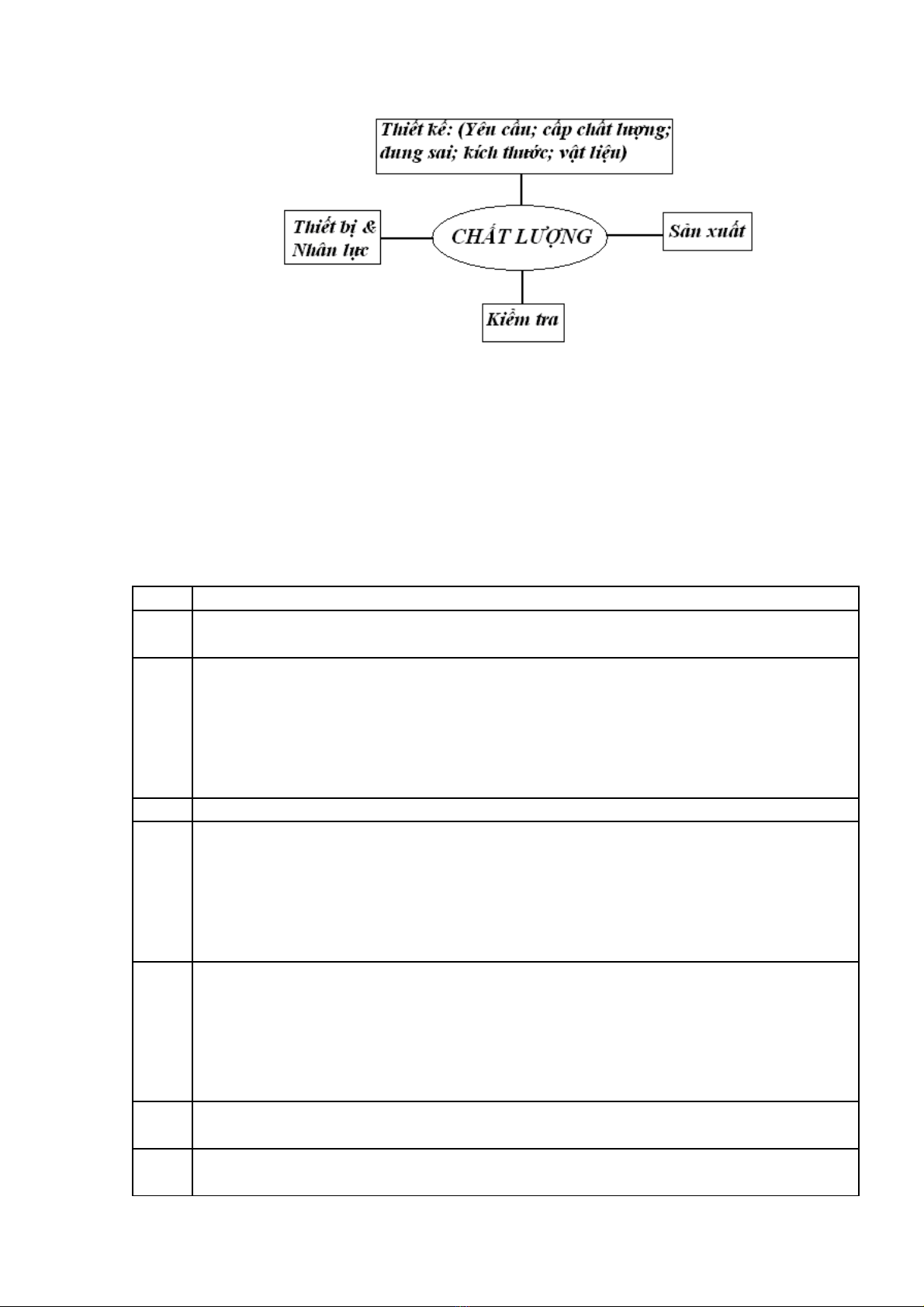
Ch t l ng nh n đ c sau khi hàn ch u nh h ng c a nhi u y u t và đ c thấ ượ ậ ượ ị ả ưở ủ ề ế ố ượ ể
hi n qua các giai đo n sau:ệ ạ
2
Ki m tra ch t l ng hàn ể ấ ượ
Thông th ng ki m tra ch t l ng hàn g m các ch c năng: ườ ể ấ ượ ồ ứ
i)ti p nh n – phát hi n các liên k t hàn có khuy t t t; ế ậ ệ ế ế ậ
ii) d đoán – phân tích các k t qu ki m tra đ c nh báo các khuy t t t ti p theo.ự ế ả ể ể ả ế ậ ế
C hai nhi m v này đ c gi i quy t đ ng th i. ả ệ ụ ượ ả ế ồ ờ
Theo các tiêu chu n EN 719 (ISO 14731); DIN EN 729 (ISO 3834), đ đ m b o ch tẩ ể ả ả ấ
l ng hàn c n ph i có các nguyên công (ho t đ ng) thích h p sau (B.1):ượ ầ ả ạ ộ ợ
B ng 1: Các ho t đ ng liên quan đ n hàn c n đ c quan tâm ả ạ ộ ế ầ ượ
№ Các nguyên công (ho t đ ng)ạ ộ
1.1 Xem xét l i h p đ ng ạ ợ ồ
− Kh năng hàn và các ho t đ ng liên k t c a c s hàn ả ạ ộ ế ủ ơ ở
1.2 Ki m tra l i thi t k ể ạ ế ế
− Các tiêu chu n hàn thich h p ẩ ợ
− Đ nh v liên k t theo yêu c u thi t k ị ị ế ầ ế ế
− Ti n hành hàn, thanh tra và ki m tra ế ể
− Tao m i hàn chính xác ố
− Ch t l ng và yêu c u ch p nh n v i m i hàn. ấ ượ ầ ấ ậ ớ ố
1.3 V t li u ậ ệ
1.3.1 V t li u c b n ậ ệ ơ ả
− Tính hàn c a v t li u c b n ủ ậ ệ ơ ả
− B t c yêu c u b sung v tính ch t v t li u mua bao g m ch ng nh n xu tấ ứ ầ ổ ề ấ ậ ệ ồ ứ ậ ấ
x . ứ
− Phân lo i, b o qu n, th t c bàn giao v t li u c b n ạ ả ả ủ ụ ậ ệ ơ ả
− Theo dõi các đ c đi m ặ ể
1.3.2 V t li u hànậ ệ
− Kh năng t ng thích ả ươ
− Đi u ki n cung c p ề ệ ấ
− B t c yêu c u b sung v tính ch t v t li u mua bao g m ch ng nh n xu tấ ứ ầ ổ ề ấ ậ ệ ồ ứ ậ ấ
x . ứ
− Phân lo i, b o qu n, th t c bàn giao v t li u hàn ạ ả ả ủ ụ ậ ệ
1.4 H p đ ng ph ợ ồ ụ
− Có th ký h p đ ng ph v i các đ i tác khác ể ợ ồ ụ ớ ố
1.5 K ho ch s n xu t ế ạ ả ấ
− L p b n thông s quy trình hàn (WPS) và phê chu n (WPAR)ậ ả ố ẩ
3
Ki m tra ch t l ng hàn ể ấ ượ
− H ng d n công vi c ướ ẫ ệ
− Đ gá hàn ồ
− Ki m tra, phê chu n th hàn còn th i h n v i ch ng ch thích h p ể ẩ ợ ờ ạ ớ ứ ỉ ợ
− Hàn và th t l p các k t c u ứ ự ắ ế ấ
− Các yêu c u ki m tra hàn ầ ể
− Các yêu c u thanh tra hàn ầ
− Đi u ki n môi tr ng ề ệ ườ
− S c kh e và an toàn ứ ỏ
1.6 Thi t b ế ị
− Các thi t b thích h p v i các nguyên công hàn. ế ị ợ ớ
− Cung c p các thi t b ph tr ấ ế ị ụ ợ
1.7 Các nguyên công hàn
1.7.1 Các ho t đ ng chu n b ạ ộ ẩ ị
− Đ a ra b n h ng d n công vi c ư ả ướ ẫ ệ
− Chu n b liên k t, làm s ch, căn ch nh ẩ ị ế ạ ỉ
− Chu n b ki m tra s n xu t hàn ẩ ị ể ả ấ
− B trí h p lý vùng làm vi c k c khía c nh môi tr ng. ố ợ ệ ể ả ạ ườ
1.7.2 HÀN
− Giao nhi m v và h ng d n th hàn ệ ụ ướ ẫ ợ
− S d ng thi t b và ph tùng ử ụ ế ị ụ
− V t li u hàn và v t li u b sung ậ ệ ậ ệ ổ
− Hàn đính
− Áp d ng các thông s vào quá trình hàn ụ ố
− Ki m tra các b c trung gian ể ướ
− Ph ng pháp x lý nhi t tr c và sau khi hàn ươ ử ệ ướ
− Trình t hàn ự
− X lý sau hàn ử
1.8 Ki m tra ể
1.8.1 Quan sát ngo i d ng ạ ạ
− M i hàn toàn v n ố ẹ
− Kích th c hàn ướ
− Hình d ng, kích th c và dung sai c a các ph n t hàn ạ ướ ủ ầ ử
− S cân đ i hài hòa v mĩ thu t c a liên k t ự ố ề ậ ủ ế
1.8.2 Ki m tra phá h y và không phá h y ể ủ ủ
− Áp d ng các ph ng pháp ki m tra phá h y và không phá h y ụ ươ ể ủ ủ
− Các ki m tra đ c bi t ể ặ ệ
1.9 Ch p nh n ch t l ng hàn ấ ậ ấ ượ
− Đánh giá k t qu thanh tra và ki m tra. ế ả ể
− S a m i hàn ử ố
− Đánh giá l i m i hàn sau khi s a ạ ố ử
− Căn ch nh ỉ
1.10 Tài li u/ biên b n ệ ả
− Chu n b và th c hi n các s li u c n thi t có ghi chép đ y đ (k c cácẩ ị ự ệ ố ệ ầ ế ầ ủ ể ả
ho t đ ng c a h p đ ng ph ) ạ ộ ủ ợ ồ ụ
4

Ki m tra ch t l ng hàn ể ấ ượ
Trong quá trình đ m b o ch t l ng hàn, ph ng pháp lu n “Plan- Do- Check-ả ả ấ ượ ươ ậ
Act” cũng có th đ c ng d ng. Nó đ c mô t :ể ượ ứ ụ ượ ả
Plan: thi t l p m c tiêu và x lý c n thi t đ chuy n giao k t qu phù h p v i yêu c uế ậ ụ ử ầ ế ể ể ế ả ợ ớ ầ
c a khách hàng và chính sách c a đ n v s n xu t.ủ ủ ơ ị ả ấ
Do: th c hi n đ y đ các quá trình đã đ ra.ự ệ ầ ủ ề
Check: giám sát, đánh giá các quá trình và s n ph m d a vào các chính sách, m c tiêu vàả ẩ ự ụ
yêu c u đ i v i s n ph m, sau đó báo cáo k t qu .ầ ố ớ ả ẩ ế ả
Act: n m v ng các ho t đ ng đ ti p t c nâng cao vi c th c hi n quá trình.ắ ữ ạ ộ ể ế ụ ệ ự ệ
I.2.3. Các nhi m v và kh năng qu n lý ch t l ng hànệ ụ ả ả ấ ượ
Theo ГОСТ 15895-70 thu t ng ki m tra th ng xuyên đ c xác đ nh nh là sậ ữ ể ườ ượ ị ư ự
hi u ch nh các thông s quá trình công ngh ch t o s n ph m đ đ m b o ch t l ngệ ỉ ố ệ ế ạ ả ẩ ể ả ả ấ ượ
yêu c u và c nh báo ph ph m.ầ ả ế ẩ
Các liên k t hàn trong chu trình ch t o s n ph m th ng đ c x p vào nhóm ch t oế ế ạ ả ẩ ườ ượ ế ế ạ
phôi gi ng nh đúc và gia công áp l c.ố ư ự
Đ nh n đ c liên k t hàn ch t l ng cao th ng ph i xét t i hai quan đi m: ể ậ ượ ế ấ ượ ườ ả ớ ể
i)Yêu c u không khuy t t t;ầ ế ậ
ii) quy đ nh khuy t t t cho phép. Các quan đi m này không lo i tr mà chúng b sungị ế ậ ể ạ ừ ổ
cho nhau. Đ không khuy t t t k t c u c n ph i đ c th c hi n theo đúng ch ng trìnhể ế ậ ế ấ ầ ả ượ ự ệ ươ
đ m b o m c đ t i u c a ch t l ng. M c đ này c n ph i d a trên c s v k tả ả ứ ộ ố ư ủ ấ ượ ứ ộ ầ ả ự ơ ở ề ế
c u, công ngh và kinh t .ấ ệ ế
Trong nh ng năm 1970, nhi u n c trên th gi i áp d ng r ng rãi ch ng trìnhữ ề ướ ế ớ ụ ộ ươ
“s n ph m không khuy t t t - ZD”. M t ch ng t có s c thuy t ph c v tác d ng c aả ẩ ế ậ ộ ứ ỏ ứ ế ụ ề ụ ủ
ch ng trình này là nó đã đ c áp d ng cho các nhà máy qu c phòng M , nh t là trongươ ượ ụ ố ở ỹ ấ
lĩnh v c ch t o tên l a. Còn nh ng hãng mà không áp d ng ch ng trình này thì khôngự ế ạ ử ữ ụ ươ
nh n đ c h p đ ng qu c phòng trong th i kỳ chi n tranh L nh.ậ ượ ợ ồ ố ờ ế ạ
Tuy nhiên không đ c l n gi a Ch ng trình S n ph m không khuy t t t v i yêuượ ẫ ữ ươ ả ẩ ế ậ ớ
c u đ t đ c m i hàn không khuy t t t. Th i gian g n đây trong s n xu t hàn ng i taầ ạ ượ ố ế ậ ờ ầ ả ấ ườ
phát hi n s ch t ch v tiêu chu n khuy t t t cho phép ch a đ , làm kh i l ng ki mệ ự ặ ẽ ề ẩ ế ậ ư ủ ố ượ ể
tra tăng lên. Có th cho r ng tiêu chu n ch t ch và ki m tra 100% là hình th c b o đ mể ằ ẩ ặ ẽ ể ứ ả ả
ch t l ng ch y u. C n ph i th y r ng nâng cao yêu c u v ch t l ng th ng d nấ ượ ủ ế ầ ả ấ ằ ầ ề ấ ượ ườ ẫ
đ n vi c tăng giá thành s n ph m. Ngoài ra đây m i là đi u ch y u, tăng yêu c u ch tế ệ ả ẩ ớ ề ủ ế ầ ấ
l ng cu i cùng có th d n đ n vi c m t ch t l ng và đ tin c y.ượ ố ể ẫ ế ệ ấ ấ ượ ộ ậ
I.2.4. Đi u ph i hànề ố
Hàn là quá trình đ c bi t nên c n ph i ph i h p ch t ch khi th c hi n các nguyênặ ệ ầ ả ố ợ ặ ẽ ự ệ
công đ s n ph m đ t đ tin c y khi s d ng. Trong b t c nhà máy s n xu t nào cácể ả ẩ ạ ộ ậ ử ụ ấ ứ ả ấ
đi u ph i viên hàn là nh ng ng i đ m nhi m các công vi c này. Nhi m v c a đi uề ố ữ ườ ả ệ ệ ệ ụ ủ ề
ph i viên hàn liên quan đ n các ho t đ ng nh k ho ch, đi u hành, giám sát, thanh traố ế ạ ộ ư ế ạ ề
Đi u ph i viên đ c y quy n không ph i là nhân viên trong nhà máy s n xu t raề ố ượ ủ ề ả ả ấ
k t c u đó, nh ng ng i đó ph i có đ kh năng và quy n l c đ ki m tra t t c quáế ấ ư ườ ả ủ ả ề ự ể ể ấ ả
trình kh o sát đ c ch đ nh trong quy ph m ch t o s n ph m. Theo Liên đoàn Hàn Châuả ượ ỉ ị ạ ế ạ ả ẩ
5
HI-LO Single Purpose Welding Gauge


![Thép cán kết cấu hàn: [Thông tin chi tiết/Báo giá/Hướng dẫn lựa chọn]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20201014/maryland93/135x160/2381602661478.jpg)











![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)