
TIÊU CHUẨN QUỐC GIA
TCVN 10317:2014
CỌC ỐNG THÉP VÀ CỌC VÁN ỐNG THÉP SỬ DỤNG TRONG XÂY DỰNG CÔNG TRÌNH CẦU -
THI CÔNG VÀ NGHIỆM THU
Steel pipe piles and stel pipe sheet piles for bridge - Specification for construction and acceptance
Lời nói đầu
TCVN 10317:2014 do Viện Khoa học và Công nghệ Giao thông vận tải biên soạn, Bộ Giao thông Vận
tải đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công
bố.
CỌC ỐNG THÉP VÀ CỌC VÁN ỐNG THÉP SỬ DỤNG TRONG XÂY DỰNG CÔNG TRÌNH CẦU -
THI CÔNG VÀ NGHIỆM THU
Steel pipe piles and stel pipe sheet piles for bridge - Specification for construction and
acceptance
1 Phạm vi áp dụng
Tiêu chuẩn này quy định những vấn đề về thi công và nghiệm thu cọc ống thép và cọc ván ống thép
sử dụng trong xây dựng công trình cầu.
Những công trình có điều kiện địa chất công trình đặc biệt như vùng có hang các-tơ, mái đá nghiêng,
đá cứng... mà chưa đề cập đến trong tiêu chuẩn này sẽ được thi công và nghiệm thu theo yêu cầu
của thiết kế.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn
ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công
bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 5017-1:2010 (ISO 857-1:1998), Hàn và các quá trình liên quan - Từ vựng - Phần 1: Các quá
trình hàn kim loại.
TCVN 5017-2:2010 (ISO 857-2:1998), Hàn và các quá trình liên quan - Từ vựng - Phần 2: Các quá
trình hàn vẩy mềm, hàn vảy cứng và các thuật ngữ liên quan.
TCVN 8774:2012, An toàn thi công cầu.
TCVN 9245:2012, Cọc ống thép.
TCVN 9246:2012, Cọc ống ván thép.
TCVN 9393:2012, Cọc - Phương pháp thử nghiệm tại hiện trường bằng tải trọng tĩnh ép dọc trục.
TCVN 9394:2012, Đóng và ép cọc - Thi công và nghiệm thu.
TCVN 10309:2014, Hàn cầu thép - Quy định kỹ thuật.
TCVN 10318:2014, Cọc ống thép và cọc ống ván thép sử dụng trong xây dựng công trình cảng - thi
công và nghiệm thu.
JIS Z 3104:1995 (ISO 17636-1,2,3:2013), Methods of radiographic examination for welded joints in
steel (Phương pháp chụp ảnh phóng xạ mối hàn cốt thép)
JIS Z 3801:1997, Standard qualification procedure for manual welding technique (Phương pháp tiêu
chuẩn đối với kỹ thuật hàn tay).
JIS Z 3841:1997, Standard qualification procedure for semi-automatic welding technique (Phương
pháp tiêu chuẩn đối với kỹ thuật hàn bán tự động).
Japanese Specification, 1999, Design and Construction of Steel Pipe Piles (Tiêu chuẩn Nhật Bản,
1999, Thiết kế và thi công cọc ống thép).
Japanese Specification,1999, Design and Construction of Steel Pipe Sheet Pile Foundation (Tiêu
chuẩn Nhật Bản, 1999, Thiết kế và thi công cọc ống ván thép).
JIS Z 2343-1:2001 (ISO/DIS 3452-1:1994), Non-destructive testing -- Penetrant testing -- Part 1:
General principles -- Method for liquid penetrant testing and classification of the penetrant indication
(Phân loại phương pháp thẩm thấu chất lỏng và mô hình hướng dẫn thẩm thấu).
JIS Z 3060:2002, Method for ultrasonic examination for welds of ferritic steel (Phương pháp kiểm tra
siêu âm đối với hàn thép).

JRA 2002, Specifications for highway bridge, Part IV - Substructures (Tiêu chuẩn cầu đường bộ, phần
IV. Kết cấu dưới).
JRA 2007, Construction manual of pile foundations (Sổ tay thi công móng cọc).
JIS A 7201:2009, Standard practice for execution of spun concrete piles (Tiêu chuẩn thi công cọc bê
tông ly tâm).
AASHTO LRFD Bridge Construction Specifications, Third Edition, 2011 (Tiêu chuẩn thi công cầu
đường bộ).
3 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau:
3.1
Cọc đóng (driving pile)
Là cọc được hạ bằng năng lượng động (va đập, rung).
3.2
Độ chối của cọc đóng (Settlement of the pile)
Là độ lún của cọc dưới một nhát búa đóng và 1 phút làm việc của búa rung.
3.3
Phương pháp thi công cọc bằng búa đóng (Pile installation method by driving)
Là phương pháp sử dụng búa thủy lực, búa diesel, búa treo, v.v... để đóng cọc xuống nền đất ở độ
sâu xác định.
3.4
Phương pháp hạ cọc bằng búa rung (Pile installation method by vibration hammer)
Là phương pháp tác dụng lực dao động cưỡng bức vào cọc ống thép bằng máy đóng cọc rung (búa
rung), làm giảm bớt tạm thời lực ma sát hai mặt bên và lực cản phần mũi của cọc, giúp đóng cọc
xuống đến độ sâu đã định.
4 Quy định chung
4.1 Các yêu cầu của Tiêu chuẩn này được khuyến cáo áp dụng đối với tất cả các tổ chức tư vấn thiết
kế, tư vấn giám sát và các nhà thầu trong khi thi công và nghiệm thu các công trình cầu xây mới vĩnh
cửu hoặc sửa chữa (trong đó bao gồm cầu cho đường ống, cầu dẫn nước, cầu cạn, cầu dành cho
người đi bộ) trên các tuyến đường sắt, đường tầu điện, đường ô tô (gồm cả đường nội bộ của các xí
nghiệp và tổ chức nông nghiệp, đường của các cụm công nghiệp) trong và ngoài đô thị, nếu như đồ
án thiết kế bản vẽ thi công không quy định các yêu cầu khác. Những hạng mục thi công và nghiệm thu
không được quy định trong Tiêu chuẩn này được thực hiện theo đúng chỉ dẫn trong Hồ sơ thiết kế
bản vẽ thi công.
4.2 Khi thi công cầu, ngoài các yêu cầu của Tiêu chuẩn này, nên tham khảo áp dụng các Tiêu chuẩn
khác đã được phê duyệt trong Khung tiêu chuẩn quy định áp dụng cho dự án cụ thể. Đó có thể là các
Tiêu chuẩn Quốc gia, Tiêu chuẩn cơ sở và các Tiêu chuẩn khác có liên quan; trong đó, bao gồm cả
về an toàn kỹ thuật, vệ sinh công nghiệp và phòng cháy, bảo vệ môi trường, v.v...
Những quy định của Tiêu chuẩn này dựa trên một số tiêu chuẩn, quy phạm hiện hành. Khi có khác
biệt giữa Tiêu chuẩn này và Tiêu chuẩn liên quan khác về việc thi công và nghiệm thu thì nên tuân
theo Tiêu chuẩn này.
5 Lựa chọn máy móc, thiết bị thi công
5.1 Yêu cầu chung
Máy móc và thiết bị thi công nên được lựa chọn sau khi xem xét đầy đủ các thông số kỹ thuật của
cọc, môi trường làm việc, điều kiện của các lớp đất và an toàn trong quá trình vận hành, để đáp ứng
các yêu cầu kích thước và chức năng.
5.2 Búa
Kích thước búa nên được lựa chọn bằng việc xem xét các điều kiện địa chất và các thông số kỹ thuật
của cọc, bên cạnh đó là độ an toàn của thi công cọc. Nguyên nhân là do búa rung được sử dụng
trong một thời gian dài để tạo ra rung động, động cơ có thể bị cháy hoặc mặt đất ở vùng ngoại vi cọc
có thể bị xáo trộn.
CHÚ THÍCH: Khi búa rung được sử dụng quá giới hạn thời gian và với 150% công suất, động cơ có
nguy cơ bị cháy.
5.3 Mũ cọc và đệm cọc

Lựa chọn mũ cọc và đệm cọc để phòng ngừa tác động lệch tâm với đầu cọc. Vì vậy, mũ cọc nên phù
hợp với đường kính cọc và đệm cọc biến dạng tự do.
6 Thử nghiệm cọc
6.1 Về nguyên tắc,thí nghiệm cọc có thể được tiến hành trước khi thi công cọc. Tuy nhiên, nếu khả
năng làm việc của cọc tại công trường được xác định một cách chắc chắn, thí nghiệm cọc có thể
được bỏ qua.
6.2 Thí nghiệm cọc nên được thực hiện bằng cách chọn vị trí thích hợp đối với mỗi móng mố trụ cầu
và cọc thử dài hơn 1m đến 2 mét so với các cọc khác được sử dụng trong thực tế thi công.
6.3 Điều kiện kết thúc đóng cọc cần được xem chi tiết trong Mục 10.2.2.2 Ngừng đóng cọc và Mục
12.4. Đóng cọc và kết thúc quá trình đóng cọc của Tiêu chuẩn này hoặc Mục 17.10 của Tiêu chuẩn
JRA 2002, Specifications for highway bridge, Part IV - Substructure.
6.4 Kết quả thí nghiệm cọc cho thấy cần thiết phải điều chỉnh chiều dài, chiều dày, số lượng cọc và
các phương pháp đóng cọc, việc sửa đổi chỉ sau khi xem xét đầy đủ mặt cắt cột địa chất, điều kiện
lớp đất trong tính toán thiết kế, ảnh hưởng đến kết cấu phần trên, các vấn đề môi trường, cũng như
quá trình thi công.
6.5 Số lượng cọc thí nghiệm được quy định theo tiêu chuẩn TCVN 9393:2012.
6.6 Trong một số trường hợp cần thiết, tùy theo tầm quan trọng của công trình, mức độ phức tạp của
điều kiện đất nền, kinh nghiệm thiết kế, loại cọc sử dụng, mức độ hoàn thiện công nghệ của Nhà thầu,
mức độ rủi ro khi thi công, các vấn đề về môi trường..., số lượng cọc thí nghiệm sẽ do Chủ đầu tư và
Tư vấn giám sát quyết định.
6.7 Phương pháp kiểm tra sức chịu tải của cọc đơn chủ yếu là thử tĩnh (nén tĩnh, nhổ tĩnh, nén
ngang) theo tiêu chuẩn hiện hành. Đối với các cọc không thể thử tĩnh được (cọc trên sông, ...) thì nên
dùng phương pháp thử động PDA.
Thí nghiệm bằng phương pháp tải trọng tĩnh ép dọc trục (thử tĩnh cọc) có thể được thực hiện ở giai
đoạn thiết kế và kiểm tra chất lượng công trình.
Thí nghiệm nén tĩnh cọc ở giai đoạn thiết kế được tiến hành trước khi thi công cọc đại trà nhằm tiến
hành xác định các số liệu cần thiết về cường độ, biến dạng và mối quan hệ tải trọng - chuyển vị của
cọc, làm cơ sở thiết kế hoặc điều chỉnh đồ án thiết kế, chọn thiết bị và công nghệ thi công cọc phù
hợp. Trường hợp nếu biết rõ điều kiện đất nền và có đủ kinh nghiệm thiết kế cọc thì không nhất thiết
tiến hành thí nghiệm.
Thí nghiệm nén tĩnh ở giai đoạn kiểm tra chất lượng công trình được tiến hành trong giai đoạn thi
công hoặc sau khi thi công xong cọc nhằm kiểm tra sức chịu tải của cọc theo thiết kế và chất lượng thi
công
6.8 Cọc thí nghiệm thường được thi công riêng biệt ngoài phạm vi móng công trình. Cọc thí nghiệm
kiểm tra được chọn trong số các cọc của móng công trình và thường là cọc thi công đầu tiên để
không ảnh hưởng đến các cọc xung quanh do cấu tạo đặc biệt của tai nối cọc.
7 Chuẩn bị thi công
7.1 Khái quát
Trước khi thi công các cọc, công việc chuẩn bị sẽ được thực hiện để việc thi công được thực hiện một
cách an toàn và chắc chắn, cần thực hiện các nội dung dưới đây.
7.2 Bố trí mặt bằng công trường
Áp lực đất do máy móc, thiết bị thi công tạo ra thường trong phạm vi từ 0,1 N/mm2 đến 0,2 N/mm2 và
mặt bằng công trường cần được chuẩn bị để chịu được áp lực này.
7.3 Bảo quản tạm thời các cọc
Khi lưu giữ tạm thời các cọc tại công trường, các thanh tà vẹt nên được đặt cách nhau một cách thích
hợp dưới các cọc để bảo vệ chúng khỏi sự biến dạng. Chiều cao của các cọc chất chồng lên nhau
được xác định phù hợp với khả năng chịu lực của đất nền và điều kiện của khu vực xung quanh.
7.4 Kiểm tra, bảo trì máy móc và thiết bị
Máy đóng cọc, búa, thiết bị phụ trợ và các dụng cụ phụ trợ khác nên được kiểm tra và bảo dưỡng
trước khi bắt đầu hoạt động, phù hợp với hướng dẫn sử dụng để chúng có thể thực hiện đầy đủ chức
năng cần thiết. Người sử dụng thiết bị phải có kỹ năng được đào tạo riêng đối với sự hoạt động của
máy móc, thiết bị và sự an toàn được đảm bảo do các kỹ sư chịu trách nhiệm kiểm tra và bảo trì.
8 Vận chuyển, lưu kho và kiểm tra
8.1 Việc quản lý cần được thực hiện để không làm hư hỏng các cọc ống thép khi vận chuyển, bốc
xếp, dỡ hàng và lưu kho.
8.2 Khi chuyển đến công trường, cọc ống thép sẽ được kiểm tra hình dạng và dung sai kích thước
xem trong tiêu chuẩn TCVN 9245:2012 và tiêu chuẩn TCVN 9246:2012 hoặc có thể tham khảo trong
Phụ lục A và Phụ lục B.
9 Phương pháp thi công cọc bằng búa đóng
9.1 Tổng quan
9.1.1 Khái quát
Phương pháp thi công cọc bằng búa đóng là phương pháp có thể xác định được sức chịu tải trong khi
đang thi công và đem lại hiệu quả thực tế cho công tác thi công đóng cọc. Tuy nhiên, cần quan tâm
đến điều kiện môi trường để tránh gây ra tiếng ồn và chấn động.
9.1.2 Thiết bị thi công
Các thiết bị, máy móc thi công chủ yếu được sử dụng trong phương pháp thi công cọc bằng búa đóng
gồm: 1) máy đóng cọc, 2) búa, 3) mũ cọc, đệm cọc, 4) thiết bị kẹp cọc, v.v...
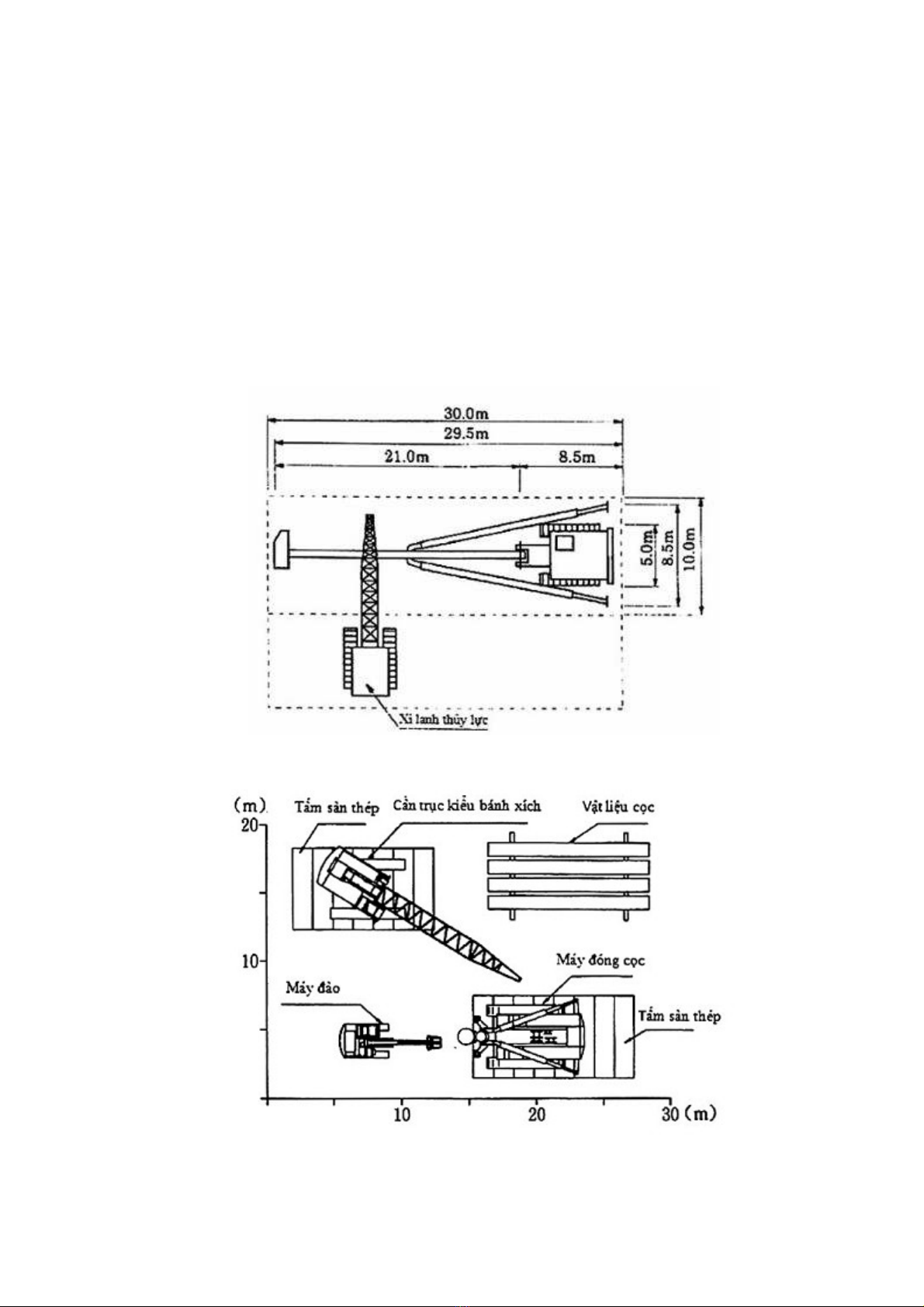
Hình 1 mô tả về công trường xây dựng khi lắp ráp và tháo rời máy đóng cọc theo các điều kiện chuẩn
của phương pháp thi công cọc bằng búa đóng. Hình 2 mô tả sơ đồ bố trí máy thi công và độ mở rộng
có thể khi thi công.
Hình 1 - Công trường xây dựng khi lắp ráp và tháo rời máy đóng cọc kiểu 3 điểm
Hình 2 - Công trường xây dựng chuẩn của phương pháp thi công cọc bằng búa đóng
9.1.2.1 Máy đóng cọc
Máy đóng cọc thông thường bao gồm một máy thi công chính có thiết bị nâng và thiết bị truyền động
để cầu cọc và búa lên, một giá đóng cọc được gắn vào máy có thanh dẫn điều khiển hướng đóng cọc
sao cho cọc được đóng chính xác ở góc đã xác định. Có nhiều loại máy đóng cọc tương ứng với các
loại cọc đóng, kích thước của cọc và phương pháp thi công đóng cọc, v.v... Nếu phân biệt rõ ràng
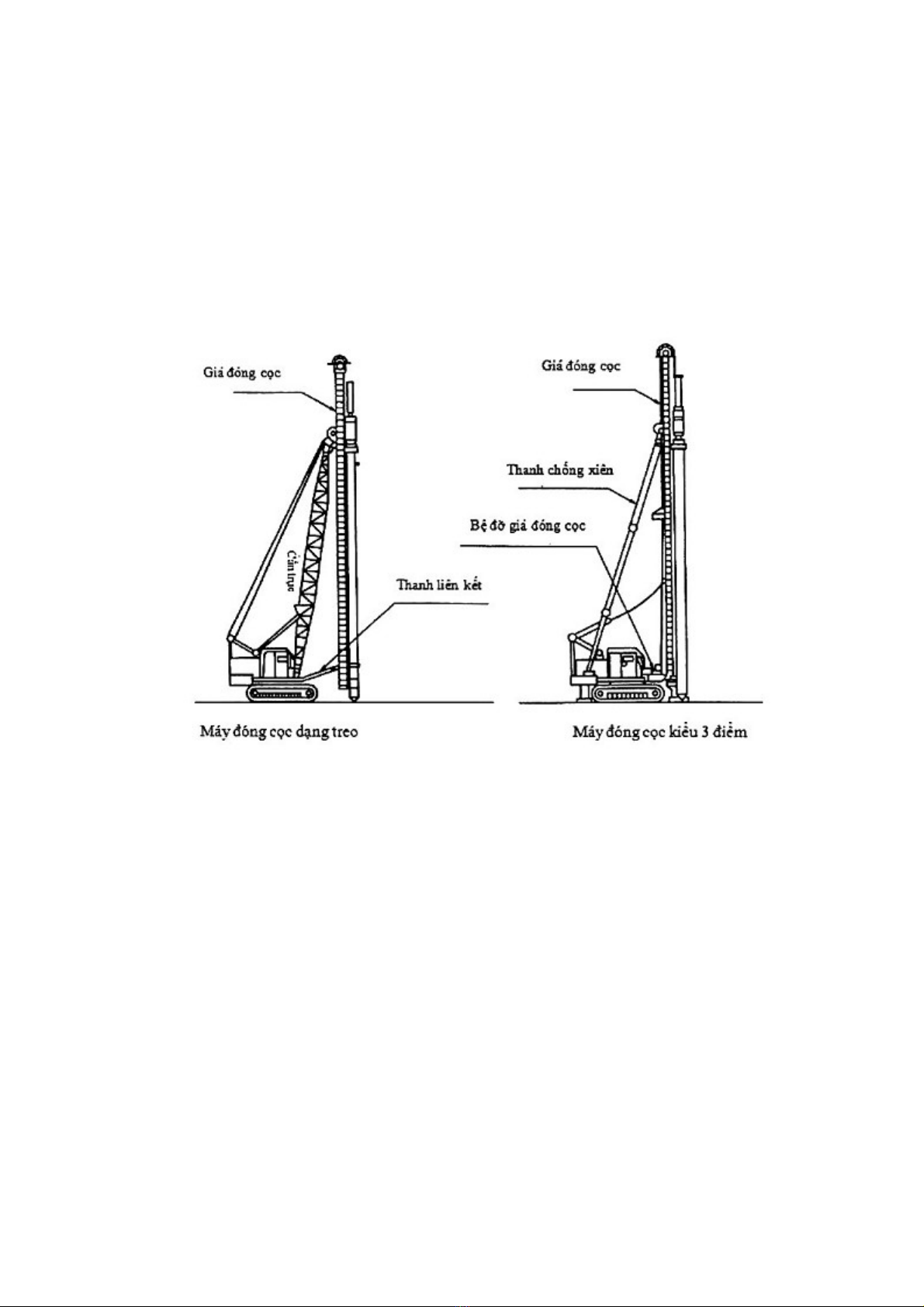
máy đóng cọc bằng các kiểu nâng đỡ của giá đóng cọc thì máy đóng cọc được phân thành máy đóng
cọc dạng treo và máy đóng cọc kiểu 3 điểm.
Máy đóng cọc dạng treo kết hợp phần trên của giá đóng cọc và đầu trên của cần trục lại với nhau, kết
hợp đầu cuối của giá đóng cọc với trục chính của cần trục bằng thanh liên kết; do đó có thể điều chỉnh
góc nghiêng trước và sau của giá đóng cọc bằng cách thay đổi độ lớn của góc cần trục và thanh liên
kết. Khả năng thi công bằng máy đóng cọc dạng treo bị hạn chế, do phụ thuộc vào lực nâng của cần
trục nên máy thường được sử dụng trong thi công đóng cọc quy mô nhỏ.
Máy đóng cọc kiểu 3 điểm nói chung có hình dạng kiểu 3 điểm kết hợp phần trên của giá đóng cọc
bằng 2 thanh chống xiên và kết hợp phần dưới của giá đóng cọc bằng bệ đỡ giá đóng cọc để tạo
thành một máy thi công chính, có cấu tạo ổn định. Máy thi công chính nói chung được trang bị cuộn
dây, giá đỡ một đầu, thiết bị thủy lực dùng cho các thao tác mặt trước, quả đối trọng để tăng tính ổn
định, tăng cường lực truyền động từ cần trục kiểu bánh xích nói chung và thường sử dụng các thiết bị
chuyên dùng được sản xuất cho thi công đóng cọc.
Hình 3 - Khái quát máy đóng cọc
Việc điều chỉnh góc nghiêng trước và sau của giá đóng cọc có thể được thực hiện dễ dàng bằng cách
kéo nén các xi lanh thủy lực được lắp đặt trong 2 thanh chống xiên và cũng có thể thay đổi kiểu
nghiêng của giá đóng cọc. Ngoài ra, có thể thực hiện dễ dàng việc điều chỉnh tâm cọc sao cho phù
hợp bằng cách xoay vòng phần trên của máy thi công chính và kéo nén xi lanh thủy lực đã được gắn
vào bệ đỡ giá đóng cọc. Hình 3 mô tả khái quát về máy đóng cọc.
9.1.2.2 Búa đóng cọc
9.1.2.2.1 Lựa chọn búa
Búa sử dụng để đóng cọc trong phương pháp thi công cọc bằng búa đóng hiện nay bao gồm búa thủy
lực, búa diesel, búa treo và búa hơi. Búa diesel đem lại hiệu quả ưu việt nhất nhưng lại gây ra tiếng
ồn và chấn động đến môi trường xung quanh nên búa thủy lực ngày càng được sử dụng nhiều hơn.
9.1.2.2.2 Búa thủy lực
Búa thủy lực về cơ bản có cấu tạo cách âm nên có thể điều chỉnh tùy ý chiều cao rơi xuống của búa
nện; do đó có thể hạn chế được tiếng ồn khi đóng cọc. Ngoài ra, búa thủy lực còn được xem là búa ít
thải khói và được sử dụng với tần suất cao để hạn chế phát tán khói.
Hình 4 mô tả khái quát cấu tạo của búa thủy lực và Bảng 1 mô tả các kiểu truyền động của búa nện.
![TCVN 8297:2018: Tiêu chuẩn Quốc gia [Chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200624/sandushengshou/135x160/5421592971106.jpg)
![TCVN 11868:2017: Tiêu chuẩn Quốc gia [Chuẩn Nhất/Mới Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200616/jiangcheng/135x160/6981592269432.jpg)
![TCVN 9437:2012: Tiêu chuẩn Quốc gia [Mô tả Chi Tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200605/jiangcheng/135x160/2961591328171.jpg)
![TCVN 11416:2016: Tiêu chuẩn Quốc gia [Mô tả chi tiết/Hướng dẫn sử dụng]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200603/jiangcheng/135x160/6531591150042.jpg)

![TCVN 5574-2018: Tiêu chuẩn thiết kế kết cấu bê tông và bê tông cốt thép [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2019/20190731/quyen0405/135x160/1201381193.jpg)

![TCVN 6355-8:2009: Tiêu chuẩn Quốc gia [Mô tả chi tiết về tiêu chuẩn]](https://cdn.tailieu.vn/images/document/thumbnail/2016/20161201/bautroibinhyen7/135x160/7921480586685.jpg)
![TCVN 5007:2007: Tiêu chuẩn Quốc gia [Chuẩn Nhất/Mới Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2016/20161201/thangnamvoiva5/135x160/5611480589118.jpg)



