1
HC VIN KTHUT QUÂN S
KHOA HÀNG KHÔNG VŨTR
BÀI GiNG MÔN HC
HTHNG SN XUT LINH HOT
TS. Trnðc Tăng
Bmôn CNTB & HKVT
ðin thoi: 0973 991486
Email: tranductang@yahoo.com
TS.TrnðcTăng– KhoaHKVT
5. Xu hưng linh hot hóa QTSX
4. Mô hình, cu trúc ca HTSX
2. Lch sphát trin ca các HTSX
Nidung
3. Vai trò ca máy tính trong SX
1. Khái nim cơ bn vQTSX
Chương1:Cáckháinimcơbnv FMS
6. Hthng sn xut linh hot FMS
7. Hthng sn xut tích hp CIM
2
TS.TrnðcTăng– KhoaHKVT
1.Kháinimcơbnv quá trìnhSX
Quá trình sx là quá trình màconngưi, bng trí lc và vt lc
ca mình, thông qua các công csx, tác ñng lên ñi tưng
sx, thay ñi các thuc tính ca nóñ bin nó thành sn phm,
tha mãn yêu cu tiêu dùng ca xã hi.
-Hot ñng sn xut chduy nht có conngưi.
-Trong hot ñng sx, con ngưi phi vn dng trí lc và vt lc
-Công csx là khâu trung gian truy n tác ñng ca con ngưi
lên ñi tưng. Trình ñ ca công csx phn ánh trình ñ ca
sx: lao ñng thcông, cơ gi#i hóa hay tñng hóa.
TS.TrnðcTăng– KhoaHKVT
-Hiu quca sx ñưc g$i là cao nu như v#i mt chi phí nht
ñ%nh cho sx mà nhn ñưc sn phm có giá tr%cao, hay nhn
ñưc sn phm có giá tr%nht ñ%nh v#i chi phí sx thp.
Vai trò ca công csn xut, trình ñ và tính cht ca công c
sn xut quyt ñ%nh trình ñ và tính cht ca quá trình sn
xut, căn cvào ñóngưi ta phân bit các dng sn xut.
Dng sn xut tiên tin hin nay: FMS (Flexible Manufacturing
Systems), CIM (Computer Integrated Manufacturing)
3
TS.TrnðcTăng– KhoaHKVT
2.L$chs& pháttri(nc)acácHTSX
SX công nghip ñã tri qua các giai ñon:
-SX thcông
-Cơ khí hóa
-Tñng hóa
-và tip theo làgiaiñon ca stích hp các quá trình sx tñng.
Stích hp ca công nghtñng ñưc bit ñn v#i tên g$i SX
tích hp máy tính (Computer Integrated Manufacturing-CIM).
Stích hp cho phép tchc dòng thông tin và vt liu tt hơn.
Mc ñích chính làñ loi bbottle-necks, bng vic khai thác tt
hơn khnăngca nhà máy. Mt phn ca khái nim CIM là ng
dng ca công nghsn xut linh hot FMS.
Khái nim v FMSñưc ñưa ra bi Williamson ti London năm
1960s. Hthng này lúc ñu ñưc g$i là Hthng 24, vì nóñưc
lp ñ hot ñng 24h/ngày dư#i sñi u khin ca máy tính.
TS.TrnðcTăng– KhoaHKVT
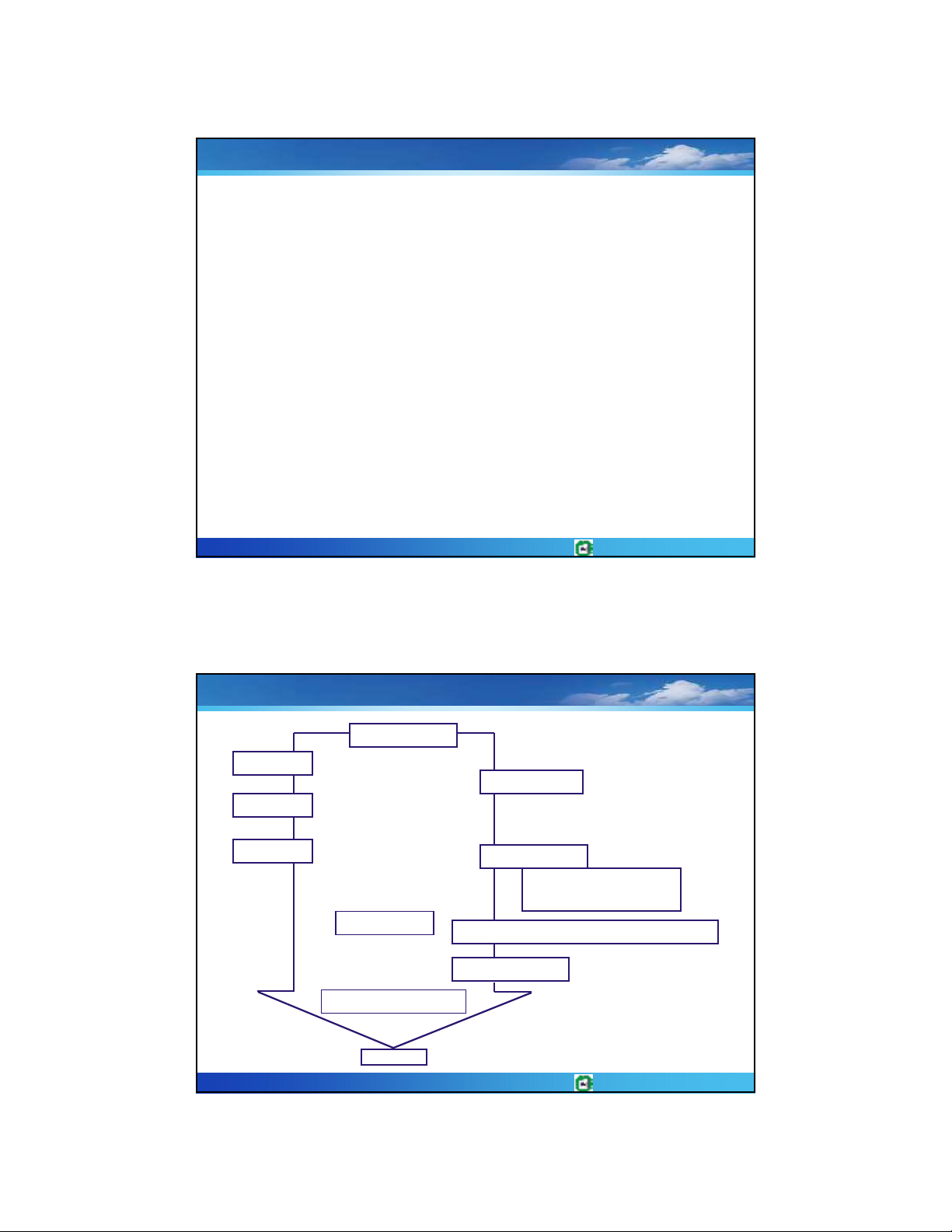
L$chs& pháttri(nc)acácHTSX
1700s
1800s
1900s
SX thcông
Cơ khí hóa
Tñng hóa
Transistor, Mch tích hp,
Máy tính s, Máy vi tính
Các máy CNC, robot, máy tính ñc lp
Networks
Stích hp ca các phân xưng
2000s
Các tbào SX
4
TS.TrnðcTăng– KhoaHKVT
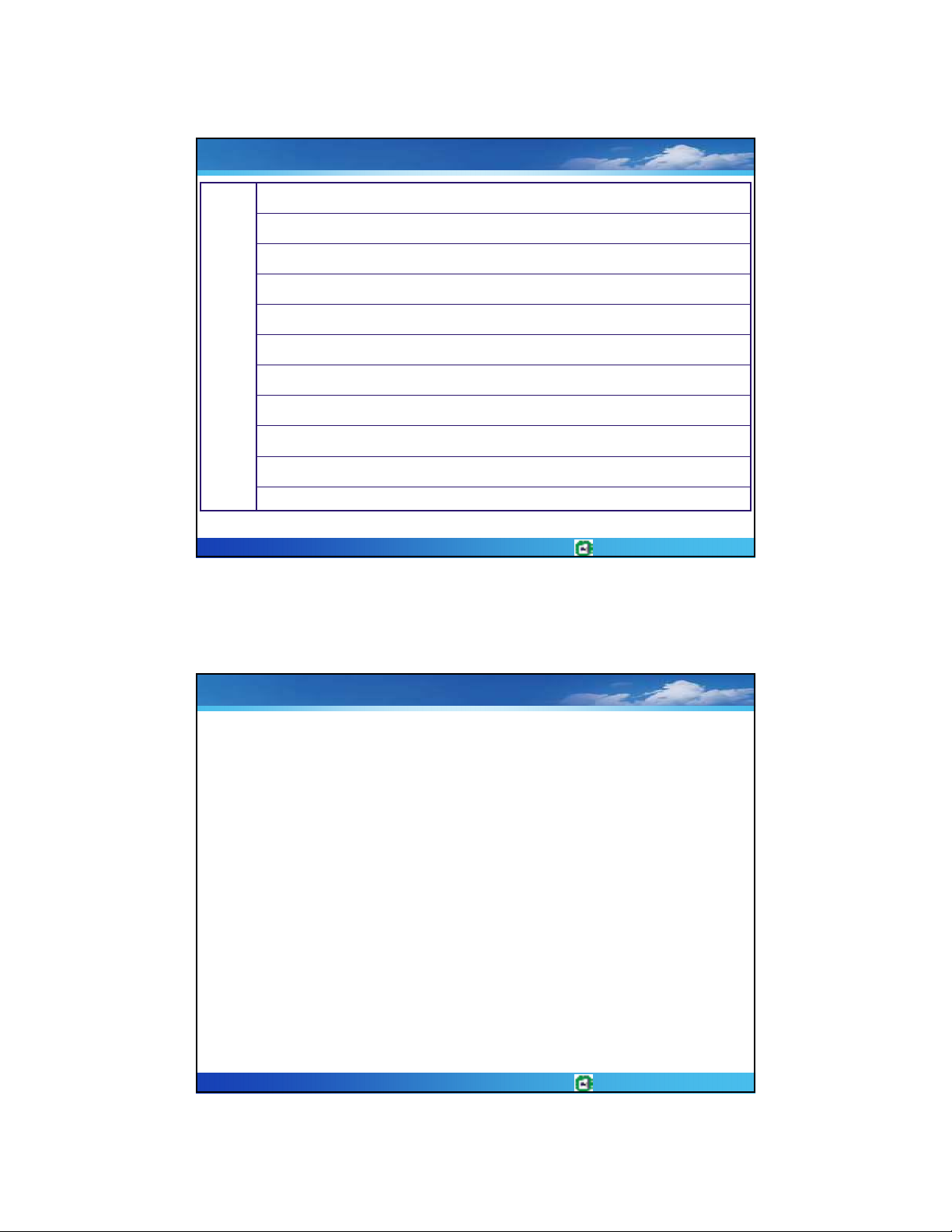
S- pháttri(nc)acôngngh sx
Sc lao ñng ca con ngưi vàñng vt
Ngh thcông
Cơ khí hóa các nhà máy ñu tiên
Sn xut hàng khi (slưng trung bình)
Sn xut hàng khi (slưng l#n)
B,t ñu phát trin NC (Numerical Control)ñ tñng hóa
B,t ñu phát trin CAD trong NC như: CNC, DNC
Phát trin CAD, CAM, khái nim v CIM
Các hthng CIM tiên tin: CAD, CAPP, FMS, . . .
Khái nim v CIM liên kt toàn cu
1997
1990
1980
1970
1955
1950
1930
1900
1750
1600
SX toàn cu trên cơ sCIM liên kt toàn cu
TS.TrnðcTăng– KhoaHKVT
3.Vaitròc)amáytínhtrongsnxu6t
Máy tính có nh hưng rt l#n ñn tt ccác hot ñng ca
mt nhà máy. Trong mt nhà máy hin ñi, m$i quá trình, m$i
bphn ñưc tích hp thành mt hthng dư#i sñi u khin
ca máy tính (CIM).
So v#i công nghtruy n thng CIM có th:
-Gim 15-30% giá thành thit k
-Gim 30-60% thi gian chto chi tit
-Tăng năng xut 40-70%
-Nâng cao cht lưng sn phm, gim phliu 20-25%
-Nâng cao cht lưng thit k
Cùng da vào stích hp máy tính vào HTSX, quan nim v
CIM vàquanñim ng dng CIM các nư#c có skhác
nhau:
5
TS.TrnðcTăng– KhoaHKVT
-Các nư#c châu Âu có kinh nghim v công nghtruy n thng
và SXLH, cóñi ngũk0thut ñưc ñào to tt,…Do vy, các
nư#c châu Âu nhn mnh vai trò ca các hthng SXLH, tích
hp kinh nghim qun lý, k0thut, thlành ngh vào CIM
-Các công ty Nht nhn mnh sn lưng, quan tâm nhi u ñ sx
sn lưng sn phm l#n trong thi gian ng,n. Vì vy ưu tiên
s1dng các thit b%khtrình, các trung tâm gia công linh
hot,…
-Các c.ty M0quan tâm nhi u ñn tính n ñ%nh ca sx,quantâm
ñn vn ca các c.ty ññu tư vào thit b%, hn chs1dng
lao ñng r5ti n. Chính sách ca M0là cung cp thit b%và
dng cthaychoconngưi trong hthng CIM
TS.TrnðcTăng– KhoaHKVT
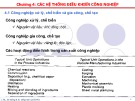
4.Môhình,c6utrúcc)aHTSX
4.1 Mô hình sn xut hin ñi
-ð8c trưng cơ bn ca mt nhà máy hin ñi là s1dng máy tính
trong m$i hot ñng k0thut, sx và kinh doanh: thit k, lp k
hoch,ñi u hành, giám sát,ñi u khin thit b%,…

























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)