Giới thiệu tài liệu
Tài liệu này giới thiệu Chương 3 về Động học của quá trình cắt, tập trung vào các yếu tố cơ bản ảnh hưởng đến quá trình gia công kim loại. Nội dung chính bao gồm nghiên cứu về chế độ cắt (vận tốc cắt, chiều sâu cắt, lượng tiến dao) và các thông số hình học của lớp cắt (chiều rộng, chiều dày, diện tích lớp cắt).
Đối tượng sử dụng
Tài liệu này được biên soạn dành cho sinh viên ngành kỹ thuật, đặc biệt là các chuyên ngành cơ khí chế tạo máy, công nghệ chế tạo, và kỹ thuật sản xuất tại Trường Đại học Bách khoa Hà Nội. Nó cung cấp kiến thức chuyên sâu về động học của các quá trình gia công cắt gọt, phục vụ mục đích học tập, nghiên cứu và ứng dụng trong lĩnh vực công nghệ chế tạo.
Nội dung tóm tắt
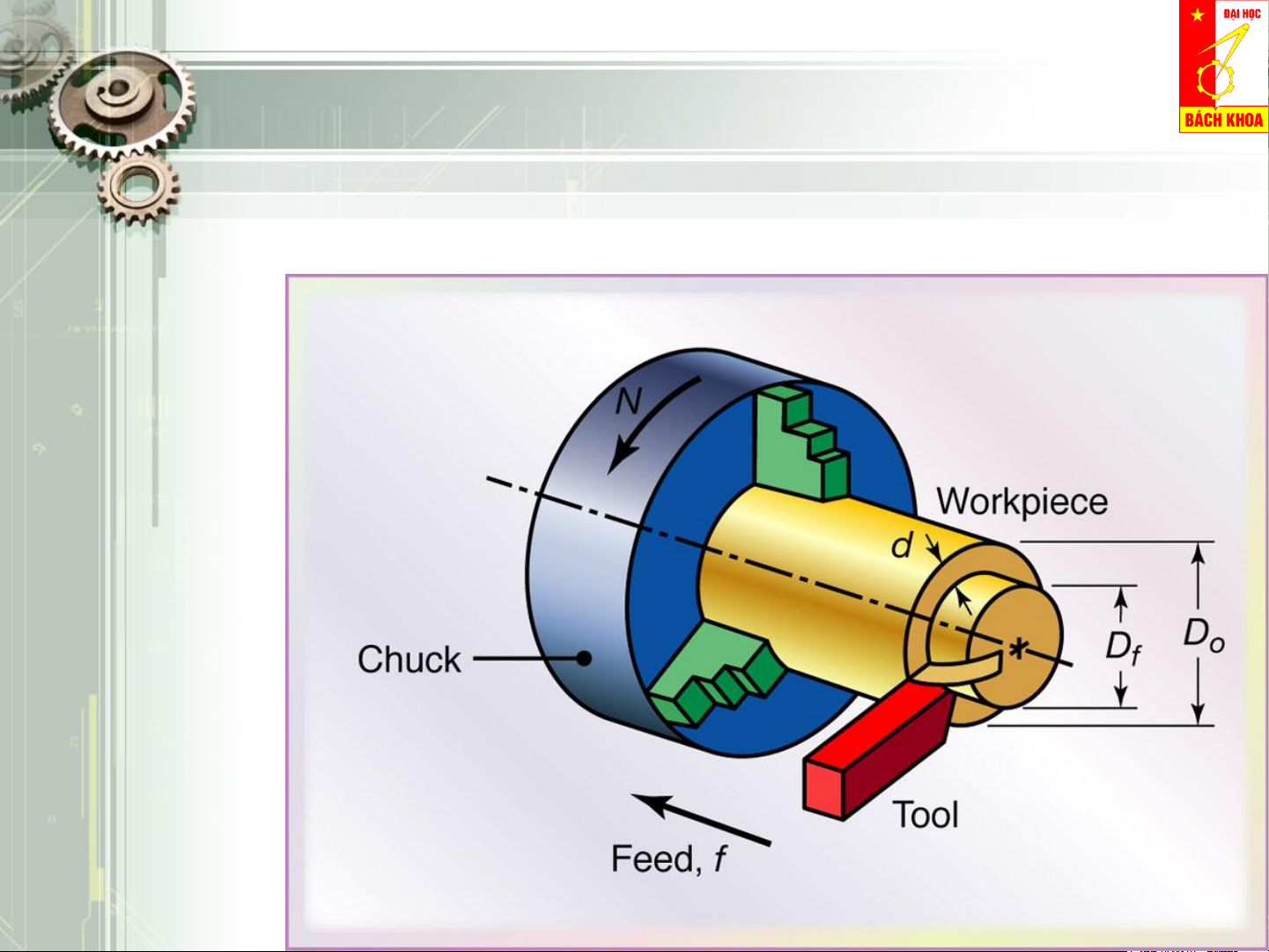
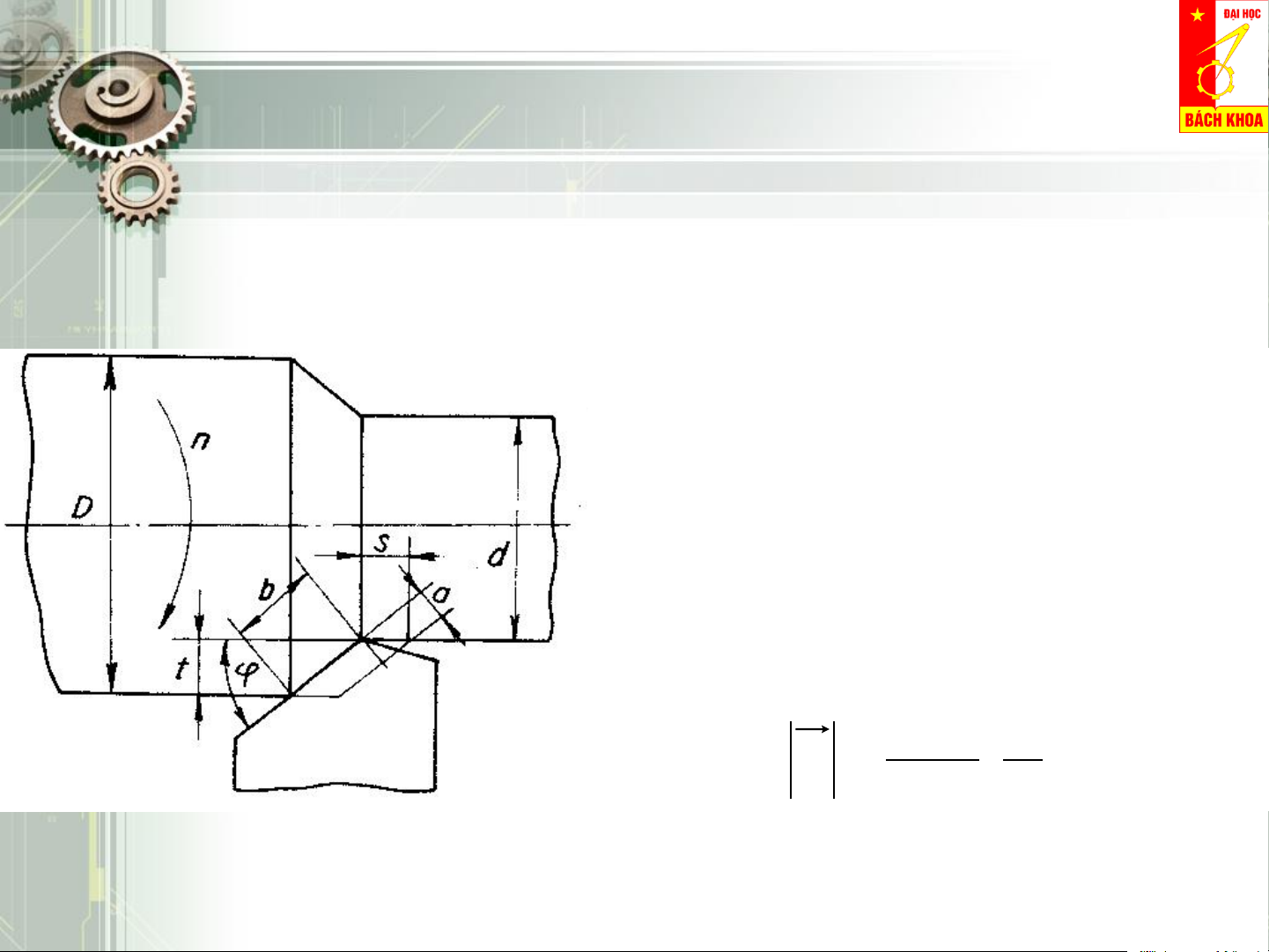
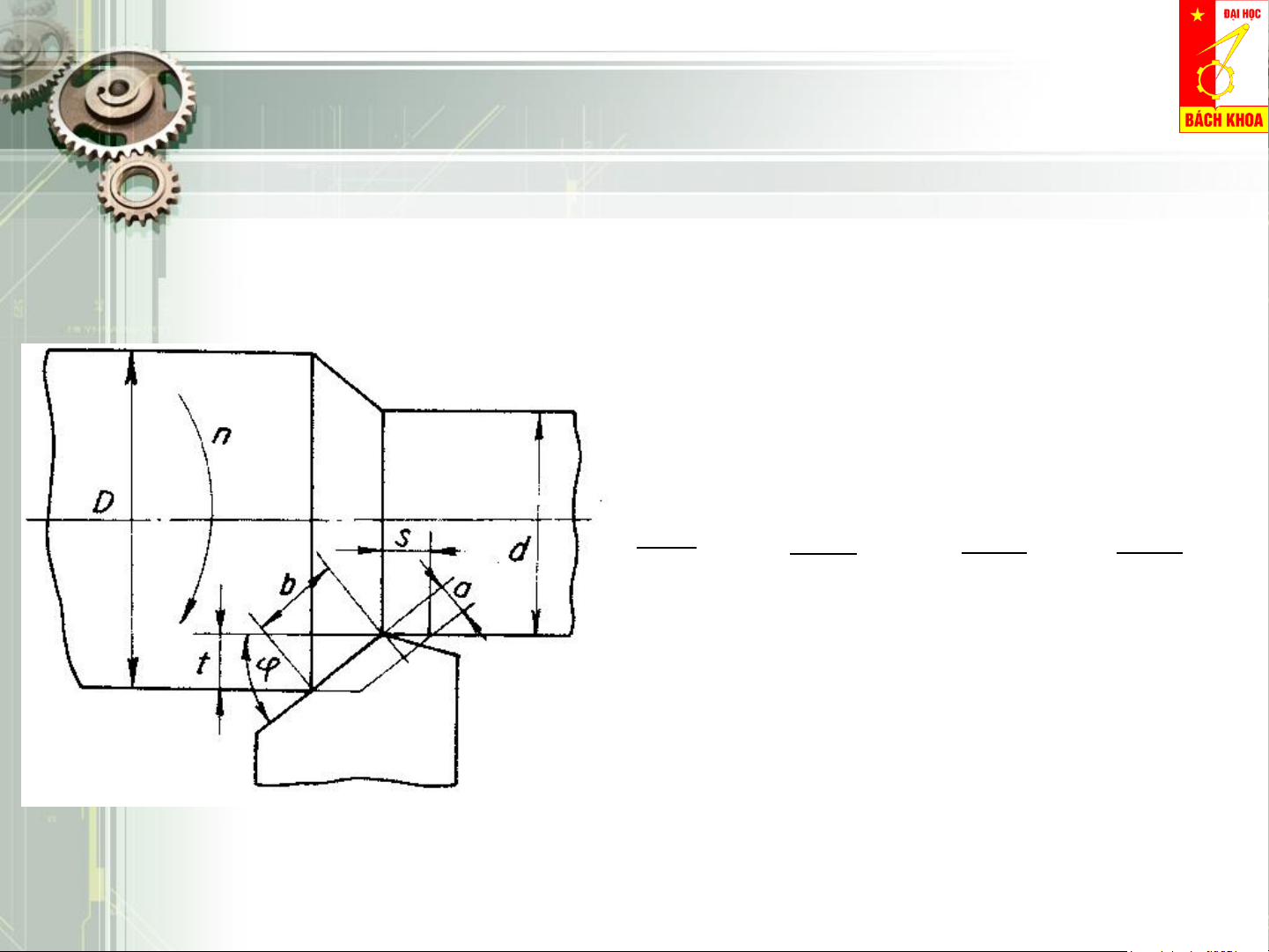
Chương 3 của tài liệu này đi sâu vào động học của các quá trình cắt gọt kim loại, cung cấp kiến thức nền tảng về các yếu tố ảnh hưởng đến hiệu quả và chất lượng gia công. Phần mở đầu trình bày tổng quan về chế độ cắt, bao gồm vận tốc cắt (v), chiều sâu cắt (t) và lượng tiến dao (s), cùng với các thông số hình học của lớp cắt như chiều rộng (a), chiều dày (b) và diện tích lớp cắt (f).
Tiếp theo, tài liệu phân tích động học của từng quá trình gia công cụ thể. Mục 3.1 tập trung vào động học quá trình tiện, giải thích các yếu tố chế độ cắt như tốc độ vòng quay, vận tốc cắt, lượng chạy dao, tốc độ chạy dao và chiều sâu cắt. Nó cũng định nghĩa các thông số hình học của lớp cắt khi tiện như chiều dày, chiều rộng và diện tích cắt, đồng thời đề cập đến diện tích cắt dư và chiều cao nhấp nhô hình học.
Mục 3.2 trình bày động học quá trình bào và xọc, mô tả các chuyển động tạo hình và khả năng công nghệ. Các thông số chế độ cắt và thông số hình học lớp cắt trong bào, xọc được giải thích tương tự như quá trình tiện.
Mục 3.3 đi sâu vào động học quá trình khoan, khoét, doa, làm rõ các chuyển động tạo hình, khả năng công nghệ và các thông số chế độ cắt đặc trưng cho từng phương pháp. Các công thức tính toán lượng chạy dao, chiều sâu cắt, chiều rộng và chiều dày lớp cắt, cũng như diện tích cắt được cung cấp chi tiết.
Mục 3.4 là về động học quá trình phay, phân tích các chuyển động tạo hình, khả năng công nghệ và sự khác biệt giữa phay thuận và phay nghịch. Các loại dao phay phổ biến như dao phay trụ và dao phay mặt đầu được khảo sát. Tài liệu cũng trình bày chi tiết về lượng chạy dao (lượng chạy dao răng, lượng chạy dao vòng, lượng chạy dao phút), vận tốc cắt, góc tiếp xúc và cách xác định chiều dày, chiều rộng lớp cắt cùng diện tích cắt cho từng trường hợp phay.
Cuối cùng, Mục 3.5 đề cập đến động học quá trình cắt ren và gia công răng. Hai phương pháp gia công bánh răng chính là phương pháp chép hình (Forming/copying method) và phương pháp bao hình (Generating method) được giới thiệu, kèm theo các chuyển động đặc trưng của từng phương pháp. Các phương pháp gia công ren như tiện ren, cắt ren bằng tarô và bàn ren, và gia công ren bằng biến dạng dẻo (cán ren) cũng được liệt kê.























![Đề thi học kì 2 môn Vật lí 1 năm 2023-2024 có đáp án [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260507/hoahongxanh0906/135x160/64291778553454.jpg)
![Đề thi học kì 2 Vật lí 1 năm 2023-2024 có đáp án [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260507/hoahongxanh0906/135x160/1381778553461.jpg)
![Đề thi học kì 2 Vật lí 1 năm 2022-2023 có đáp án [kèm PDF]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260507/hoahongxanh0906/135x160/21778553462.jpg)


%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)