BÀI GIẢNG
Trường Đại Học Bách Khoa Hà Nội
Viện Cơ Khí
Bộ môn: Gia Công Vật Liệu & Dụng Cụ Công Nghiệp
NGUYÊN LÝ GIA CÔNG VẬT LIỆU
(ME4212)
1
CHƯƠNG 6
HIỆN TƯỢNG NHIỆT
TRONG QUÁ TRÌNH CẮT
(Phiên bản 02, 8/2014)
(Bài giảng này có sử dụng một số nội dung từ bài giảng của TS. Nguyễn Tiến Đông)
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
2
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
3
Các nguồn sinh nhiệt trong quá trình cắt
- Công nội ma sát giữa các phần tử của vật liệu gia công trong quá trình biến
dạng (Q1).Biếndạngtinhthểđượctạoradosựxôlệchvàtrượtcủamạng
tinh thể. Việc biến dạng tinh thể tạo ra nội ma sát bên trong vật liệu và tạo
thành nhiệt.
- Công ngoại ma sát giữa phoi và mặt trước dao (Q2).
- Công ngoại ma sát giữa bề mặt chi tiết gia công và mặt sau dao (Q3).
- Công bẻ gãy phoi (Q4).
Tổng lượng nhiệt sinh ra:
Q = Q1+ Q2+ Q3+ Q4
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
4
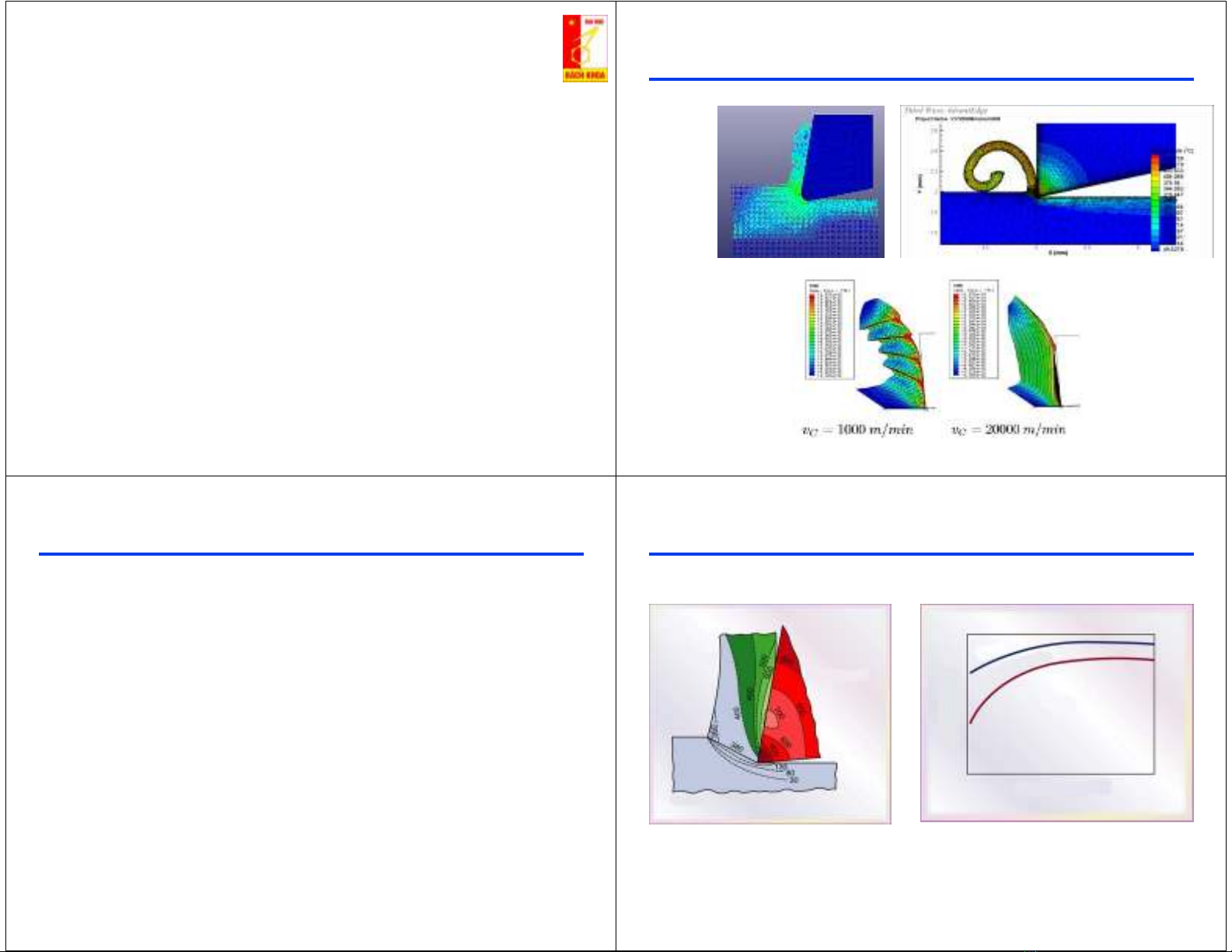
Nhiệt phân bố chủ yếu trong
vùng cắt.
So sánh phần trăm nhiệt sinh
ra trong quá trình cắt sẽ
truyền vào phoi, dụng cụ
Dụng
cụ
cắt
phoi
phôi
Tốc độ cắt
Năng lượng (%)
phoi
phôi
dcc
Sự phân bố nhiệt cắt
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt (tiếp)
5
Sự phân bố nhiệt cắt
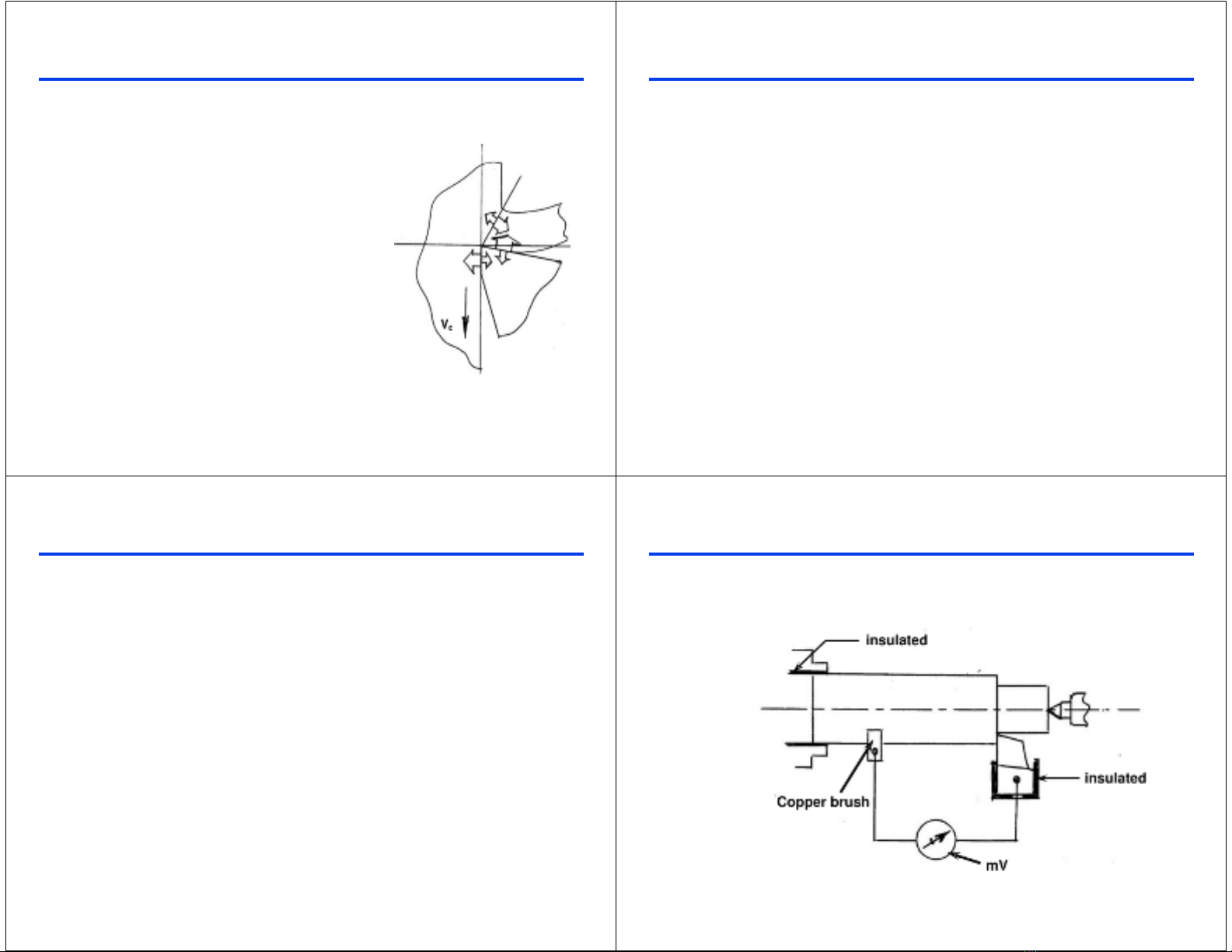
Phần lớn nhiệt sinh ra do biến dạng (Q1) truyền
vào phoi, một phần nhỏ truyền sang chi tiết gia
công.
Nhiệt sinh ra ở vùng ma sát giữa mặt trước
dụng cụ và phoi (Q2) phần lớn truyền vào phoi,
một phần nhỏ truyền vào dụng cụ (3÷5%).
Nhiệt sinh ra do ma sát giữa mặt sau và chi tiết
gia công (Q3) được truyền vào chi tiết và dao.
Nhiệt sinh ra do công cắt đứt phoi (Q4) một
phần truyền vào phoi một phần truyền vào chi
tiết gia công.
phoi
dao
Chi
tiết
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt (tiếp)
6
Sự phân bố nhiệt cắt (tiếp)
Phoi (Qphoi)
Dụng cụ (Qdc)
Chi tiết gia công (Qctgc)
Môi trường (Qmt)
Nhiệt sinh ra được truyền đi đâu?
Qphoi + Qdc + Qctgc + Qmt = Q1 + Q2 +Q3+ Q4
Phương trình cân bằng nhiệt
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt (tiếp)
Giảm độ bền, độ cứng của dụng cụ, làm cho kim loại mềm ra, biến
dạng dẻo dẫn tới dụng cụ bị biến dạng.
Làm biến dạng chi tiết đang gia công, làm khó kiểm tra được dung sai
kích thước chi tiết.
Nhiệt độ tăng quá cao làm cơ tính vật liệu lớp bề mặt thay đổi gây ảnh
hưởng xấu tới chi tiết gia công.
7
Ảnh hưởng của nhiệt cắt đến dụng cụ và chi tiết gia công
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
8
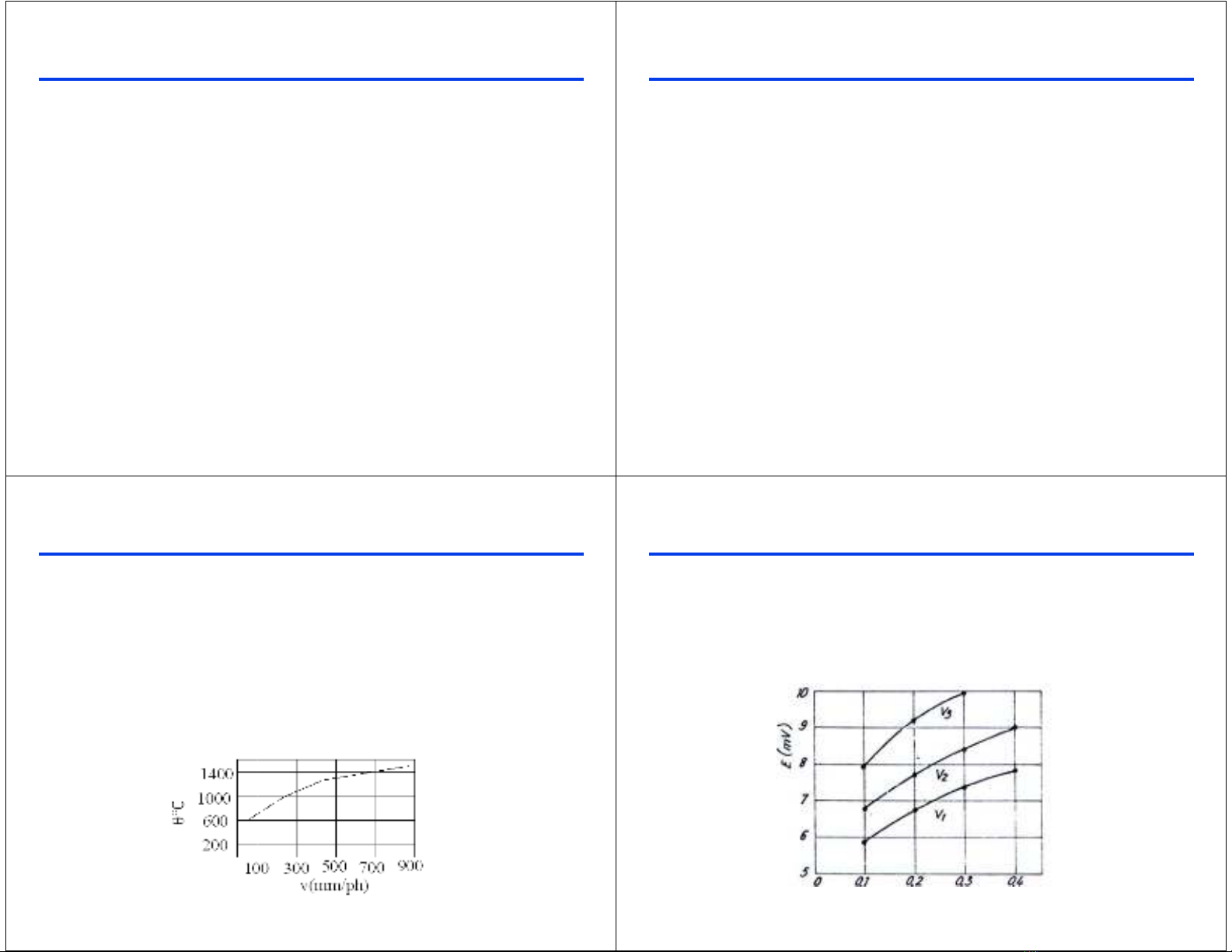
Phương pháp đo nhiệt: Dùng cặp nhiệt điện là dụng cụ và phôi
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
9
Phương pháp đo nhiệt: Dùng cặp nhiệtđiệnlàdụng cụvà phôi
Trong phương pháp này: 2 đầu điện cực được nối lần lượt với phôi
và dụng cụ. Khi một trong 2 đầu điện cực được gia nhiệt, sự chênh
lệch nhiệt độ sẽ làm xuất hiện một dòng nhiệt điện, giá trị sẽ hiện thị
trên đồng hồ đo mili-volt. Giá trị nhiệt sẽ được chuyển đổi tương
ứng từ giá trị dòng đo được.
Phương pháp đơn giản, rẻ tiền nhưng chỉ cho giá trị trung bình lớn
nhất
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
10
Các yếu tố ảnh hưởng đến nhiệt cắt
Vật liệu phôi
- Năng lượng bóc tách vật liệu
- Độ dẻo
- Đặc tính nhiệt (, cv)
Chế độ cắt
- Tốc độ cắt
- Tốc độ ăn dao
- Chiều sâu cắt
Vật liệu DCC
- Đặc tính nhiệt
- Tính chống mòn
- Tínhổnđịnhhóa
Hình học DCC
- Góc trước
- Góc chính
- Góc sau
- Bán kính mũi dao
Dung dịch trơn nguội
- Các đặc tính bôi trơn và làm mát
- Phương pháp ứng dụng
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
11
Các yếu tố ảnh hưởng đến nhiệt cắt (tiếp)
Ảnh hưởng của vận tốc cắt
Tăng tốc độ cắt v nhiệt cắt sinh ra tăng nhưng tăng chậm hơn tốc độ cắt v. Khi
tăng tốc độ cắt nhiệt cắt sinh ra do biến dạng giảm nhưng do ma sát lại tăng lên,
nên nhiệt cắt tăng nhưng tăng chậm hơn tốc độ cắt v.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
12
Các yếu tố ảnh hưởng đến nhiệt cắt (tiếp)
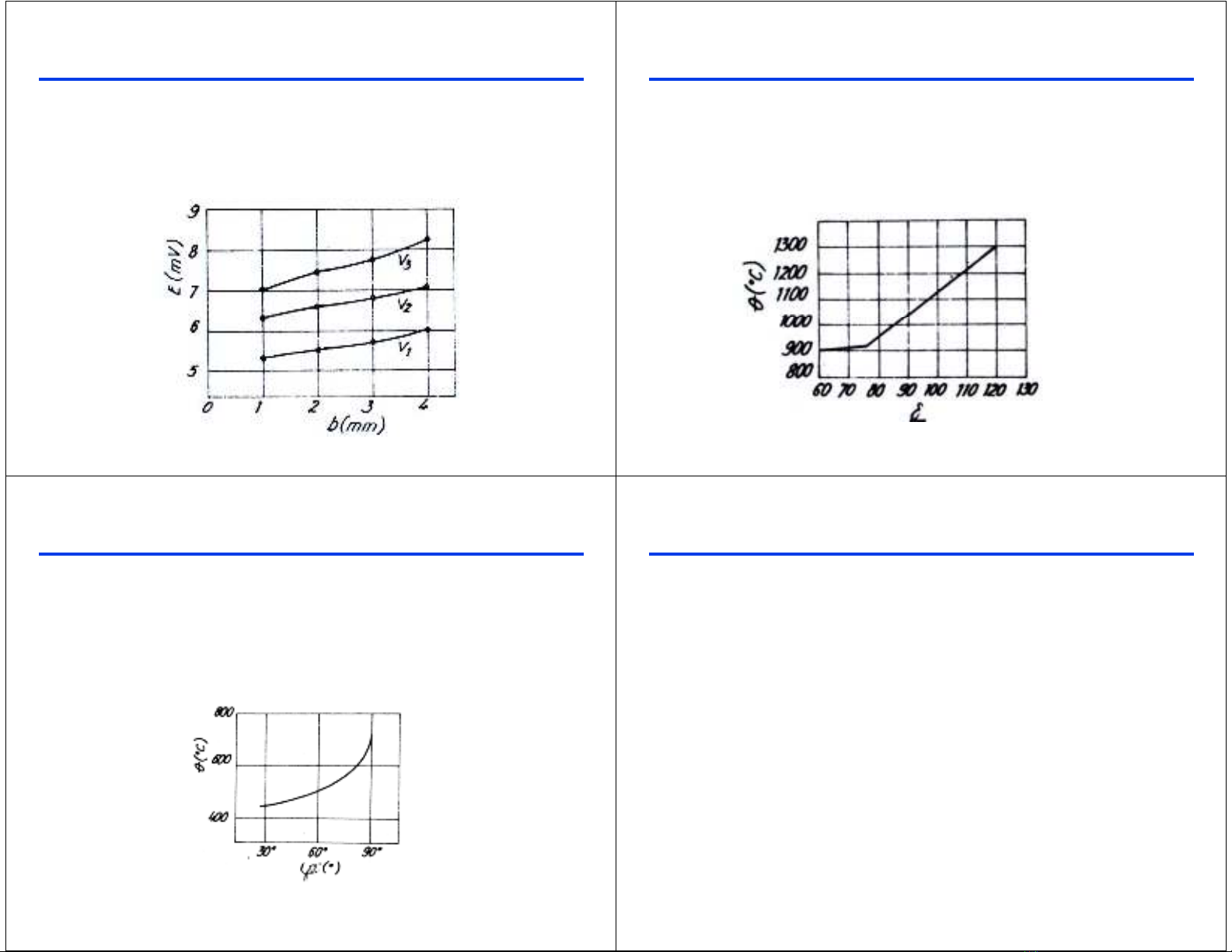
Ảnh hưởng của lượng chạy dao S (chiều dầy lớp cắt)
Khi tăng lượng chạy dao S thì nhiệt cắt tăng nhưng không tăng tỷ lệ thuận
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
13
Các yếutốảnh hưởng đến nhiệtcắt (tiếp)
Ảnh hưởng của chiều sâu cắt t (chiều rộng lớp cắt)
Chiều sâu cắt t ảnh hưởng đến nhiệt cắt ít hơn so với lượng chạy dao
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
14
Các yếu tố ảnh hưởng đến nhiệt cắt (tiếp)
Ảnh hưởng của góc trước (góc cắt )
Tăng góc cắt δ(giảm góc trước γ) nhiệt cắt tăng
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
15
Các yếu tố ảnh hưởng đến nhiệt cắt (tiếp)
Ảnh hưởng của góc nghiêng chính
Tăng góc , giảm b, giảm chiều dài lưỡi cắt tham gia cắt nên nhiệt cắt tăng.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
16
Các yếu tố ảnh hưởng đến nhiệt cắt (tiếp)
Ảnh hưởng của vật liệu làm dao và vật liệu gia công
+ Khi cắt vật liệu giòn nhiệt cắt thấp hơn khi cắt vật liệu dẻo.
+ Nhiệt cắt phụ thuộc chủ yếu vào nhiệt dung và tính dẫn nhiệt của vật liệu gia
công và vật liệu làm dao.
+ Tính dẫn nhiệt của vật liệu làm dao.
+ Kích thước thân dao cũng có ảnh hưởng đến nhiệt cắt do khả năng truyền
nhiệt của thân dao, kích thước thân dao càng lớn thì nhiệt cắt càng thấp.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
17
Các yếutốảnh hưởng đến nhiệtcắt (tiếp)
Ảnh hưởng của sự mài mòn dụng cụ
Sự thay đổi nhiệt cắt phụ thuộc vào đặc tính mài mòn của dụng cụ cắt. Khi tăng
rãnh lõm trên bề mặt trước thì nhiệt độ tại điểm tiếp xúc trên mặt trước giảm đi
bởi vì góc cắt giảm.
Nếu tăng chiều rộng mài mòn trên mặt sau thì nhiệt độ trên điểm tiếp xúc trên
mặt sau tăng.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
18
Các yếutốảnh hưởng đến nhiệtcắt (tiếp)
Ảnh hưởng của dung dịch trơn nguội
Khi có dung dịch trơn nguội thì nhiệt cắt giảm nhanh.
Ngoài tác dụng làm nguội, dung dịch trơn nguội còn có tác dụng giảm ma sát ở
mặt trước và mặt sau dao, làm giảm nhiệt cắt.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
19
Công thức thực nhiệm tính nhiệt cắt
()
sin
mnq nq
vst
(oC)
(m < n < q < 1)
v - tốc độ cắt (m/phút).
s – lượng chạy dao (mm/phút).
t – chiều sâu cắt (mm).
m, n, q là các thông số ảnh hưởng đến chế độ cắt.
TS. Nguyễn Trọng Hải – Đại Học Bách Khoa Hà Nội
Chương 6: Hiện tượng nhiệt trong quá trình cắt
Nhiệt trong quá trình cắt
20
Khắc phục nhiệt cắt
Tăng cường độ sắc của lưỡi cắt.
Sử dụng dụng cụ cắt làm bằng các loại vật liệu có ma sát thấp.
Căt với vận tốc cắt lớn.
Tăng góc trước γ và góc sau α.
Sử dụng chất bôi trơn và làm mát.





















![Đề thi học kì 2 môn Vật lí 1 năm 2023-2024 có đáp án [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260507/hoahongxanh0906/135x160/64291778553454.jpg)
![Đề thi học kì 2 Vật lí 1 năm 2023-2024 có đáp án [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260507/hoahongxanh0906/135x160/1381778553461.jpg)
![Đề thi học kì 2 Vật lí 1 năm 2022-2023 có đáp án [kèm PDF]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260507/hoahongxanh0906/135x160/21778553462.jpg)

