ÑIEÀU KHIEÅN LAÄP TRÌNH PLC - MAÏNG PLC Chöông 1 – Giôùi thieäu toång quan veà PLC
PHAÀN I
ÑIEÀU KHIEÅN LAÄP TRÌNH (PLC)
CHÖÔNG 1
GIÔÙI THIEÄU TOÅNG QUAN VEÀ PLC
Chuû ñeà:
Heä Thoáng Ñieàu Khieån Laø Gì?
Vai troø cuûa PLC
Hoaït ñoäng cuûa PLC
Lòch söû phaùt trieån cuûa PLC
Ñaëc ñieåm cuûa PLC
Öu ñieåm cuûa PLC
ÖÙng duïng
M
uïc ñích:
Naém roõ veà hoaït ñoäng thöïc thi chöông trình cuûa PLC
5
ÑIEÀU KHIEÅN LAÄP TRÌNH PLC - MAÏNG PLC Chöông 1 – Giôùi thieäu toång quan veà PLC
1.1. HEÄ THOÁNG ÑIEÀU KHIEÅN LAØ GÌ?
Noùi chung, heä thoáng ñieàu khieån laø taäp hôïp caùc maùy moùc vaø thieát bò ñieän töû ôû moät
nôi ñeå ñaûm baûo hoaït ñoäng cuûa quaù trình saûn xuaát hay moät hoaït ñoäng cuûa saûn xuaát oån ñònh,
chính xaùc vaø nhòp nhaøng.
Nhöõng thaønh töïu cuûa söï tieán boä vöôït baäc cuûa khoa hoïc coâng ngheä, caùc nhieäm vuï
ñieàu khieån phöùc taïp ñöôïc hoaøn thaønh nhôø moät heä thoáng ñieàu khieån töï ñoäng cao, ñoù chính
laø boä ñieàu khieån laäp trình vaø coù söï tham gia cuûa caû maùy tính. Ngoaøi vieäc giao tieáp tín hieäu
vôùi caùc tröôøng thieát bò vaøo – ra nhö ( caùc baûng vaän haønh, ñoäng cô, caûm bieán, van …), khaû
naêng giao tieáp truyeàn thoâng döõ lieäu treân maïng giöõa caùc thaønh phaàn ñieàu khieån trong heä
thoáng cuõng ñöôïc thöïc hieän. Moãi thaønh phaàn ñôn giaûn trong heä thoáng ñieàu khieån ñeàu ñoùng
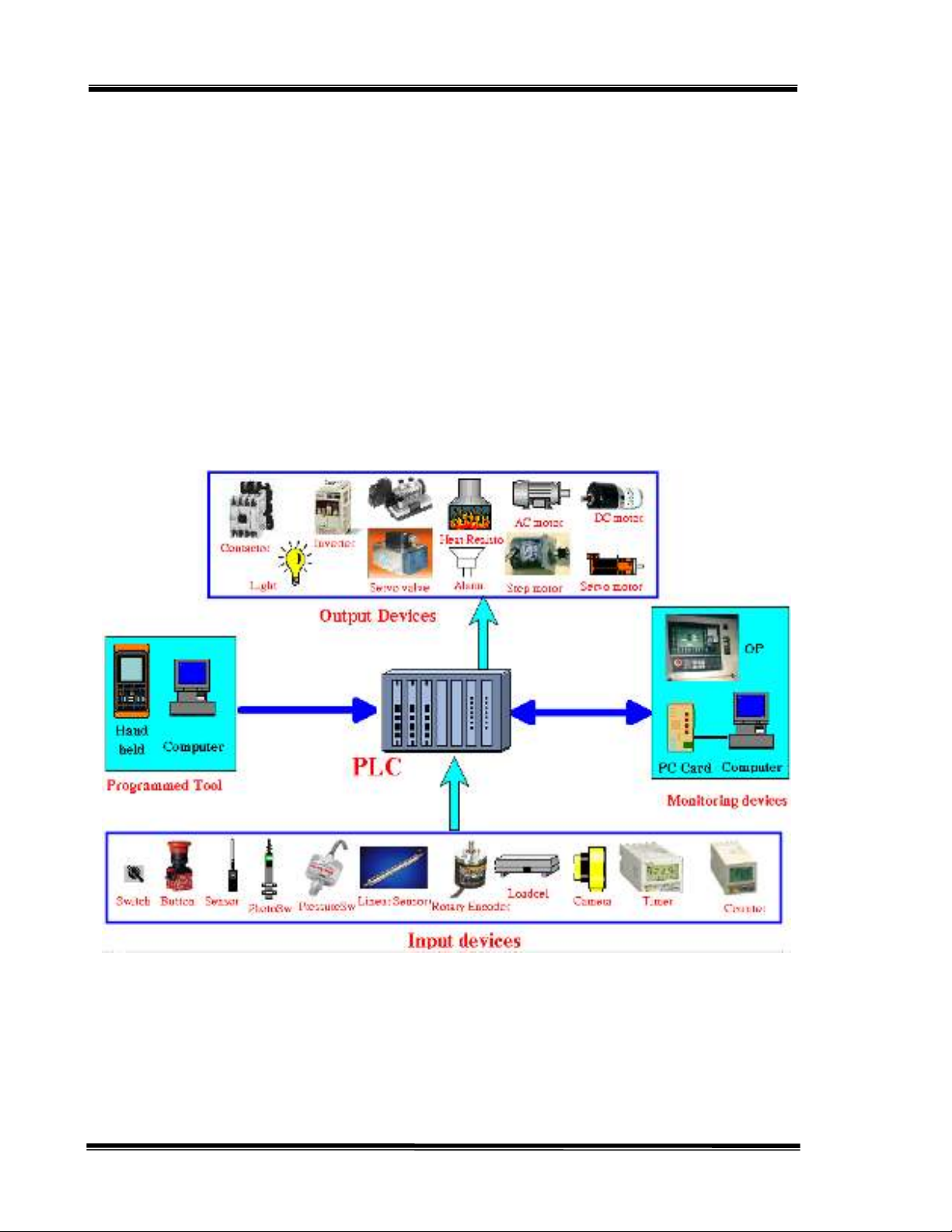
moät vai troø quan troïng maø khoâng caàn quan taâm ñeán kích côõ. Ví duï hình 1.1 cho thaáy raèng
PLC khoâng bieát ñieàu gì xaûy ra xung quanh noù khi khoâng coù baát kyø moät thieát bò caûm nhaän
tín hieäu. Noù cuõng khoâng theå thöïc hieän moät chuyeån ñoäng cô hoïc neáu khoâng coù noái keát giöõa
ñoäng cô vôùi noù.
Hình 1.1 – Heä thoáng ñieàu khieån baèng PLC
1.2. VAI TROØ CUÛA BOÄ ÑIEÀU KHIEÅN LAÄP TRÌNH (PLC)
Trong moät heä thoáng töï ñoäng, noùi chung PLC ñuôïc ví nhö laø con tim cuûa heä thoáng
ñieàu khieån. Vôùi chöông trình öùng duïng ñieàu khieån ( ñöôïc löu tröõ trong boä nhôù PLC) trong
vieäc thöïc thi, PLC thöôøng xuyeân giaùm saùt tình traïng heä thoáng qua tính hieäu phaûn hoài cuûa
6

ÑIEÀU KHIEÅN LAÄP TRÌNH PLC - MAÏNG PLC Chöông 1 – Giôùi thieäu toång quan veà PLC
thieát bò ñaàu vaøo. Sau ñoù seõ döïa vaøo söï hôïp lyù cuûa chöông trình ñeå xaùc ñònh tieán trình hoaït
ñoäng ñöôïc thöïc hieän ôû nhöõng thieát bò xuaát caàn thieát.
PLC coù theå ñöôïc söû duïng ñieàu khieån nhöõng nhieäm vuï ñôn giaûn coù tính laëp ñi laëp laïi
hoaëc moät vaøi nhieäm vuï coù theå ñöôïc lieân keát cuøng nhau vôùi thieát bò ñieàu khieån chuû hoaëc
maùy tính chuû khaùc qua moät loaïi maïng giao tieáp ñeå tích hôïp ñieàu khieån cuûa moät quaù trình
phöùc taïp.
Thieát bò ñaàu vaøo
Söï thoâng minh cuûa moät heä thoáng töï ñoäng phaàn lôùn döïa vaøo khaû naêng cuûa PLC ñeå
ñoïc tín hieäu töø nhöõng loaïi caûm bieán töï ñoäng khaùc nhau vaø thieát bò ñaàu vaøo cöôõng böùc tín
hieäu.
Nhöõng nuùt nhaán, baøn phím, coâng taéc gaït taïo thaønh cô baûn cuûa giao tieáp ngöôøi vaø
maùy laø caùc loaïi thieát bò vaøo cöôõng böùc tín hieäu. Maëc khaùc, ñeå phaùt hieän vaät theå, quan saùt
söï di chuyeån cô caáu, kieåm tra aùp suaát vaø möùc chaát loûng vaø nhieàu söï kieän khaùc, PLC seõ
phaûi xöû lyù tín hieäu töø nhöõng thieát bò caûm öùng töï ñoäng ñaëc bieät nhö coâng taéc töø, coâng taéc
haønh trình, caûm bieán quang ñieän, caûm bieán möùc ñoä vaø ... Nhieàu loaïi tín hieäu vaøo PLC coù
theå laø ON/OFF hay töông töï. Nhöõng tín hieäu vaøo naøy ñöôïc giao tieáp vôùi PLC qua caùc loaïi
moâñun vaøo khaùc nhau.
Thieát bò xuaát
Heä thoáng töï ñoäng khoâng hoaøn chænh vaø heä thoáng PLC thaät söï bò teâ lieät neáu khoâng
coù giao tieáp vôùi thieát bò xuaát, chaúng haïn moät soá thieát bò thoâng thöôøng nhö: ñoäng cô, cuoän
daây, ñeøn chæ thò, chuoâng baùo…Thoâng qua söï hoaït ñoäng cuûa ñoäng cô vaø cuoän daây, PLC coù
theå ñieàu khieån töø ñôn giaûn ñeán phöùc taïp.
1.3. KHAÙI NIEÄM PLC
PLC (Programmable Logic Controller) laø thieát bò ñieàu khieån laäp trình, ñöôïc thieát keá
chuyeân duøng trong coâng nghieäp ñeå ñieàu khieån caùc tieán trình xöû lyù töø ñôn giaûn ñeán phöùc
taïp, tuyø thuoäc vaøo ngöôøi ñieàu khieån maø noù coù theå thöïc hieän moät loaït caùc chöông trình hoaëc
söï kieän, söï kieän naøy ñöôïc kích hoaït bôûi caùc taùc nhaân kích thích (hay coøn goïi laø ñaàu vaøo)
taùc ñoäng vaøo PLC hoaëc qua caùc boä ñònh thôøi (Timer) hay caùc söï kieän ñöôïc ñeám qua boä
ñeám. Khi moät söï kieän ñöôïc kích hoaït noù seõ baät ON, OFF hoaëc phaùt moät chuoãi xung ra caùc
thieát bò beân ngoaøi ñöôïc gaén vaøo ñaàu ra cuûa PLC. Nhö vaäy neáu ta thay ñoåi caùc chöông trình
ñöôïc caøi ñaët trong PLC laø ta coù theå thöïc hieän caùc chöùc naêng khaùc nhau, trong caùc moâi
tröôøng ñieàu khieån khaùc nhau.
1.3.1. Caáu truùc
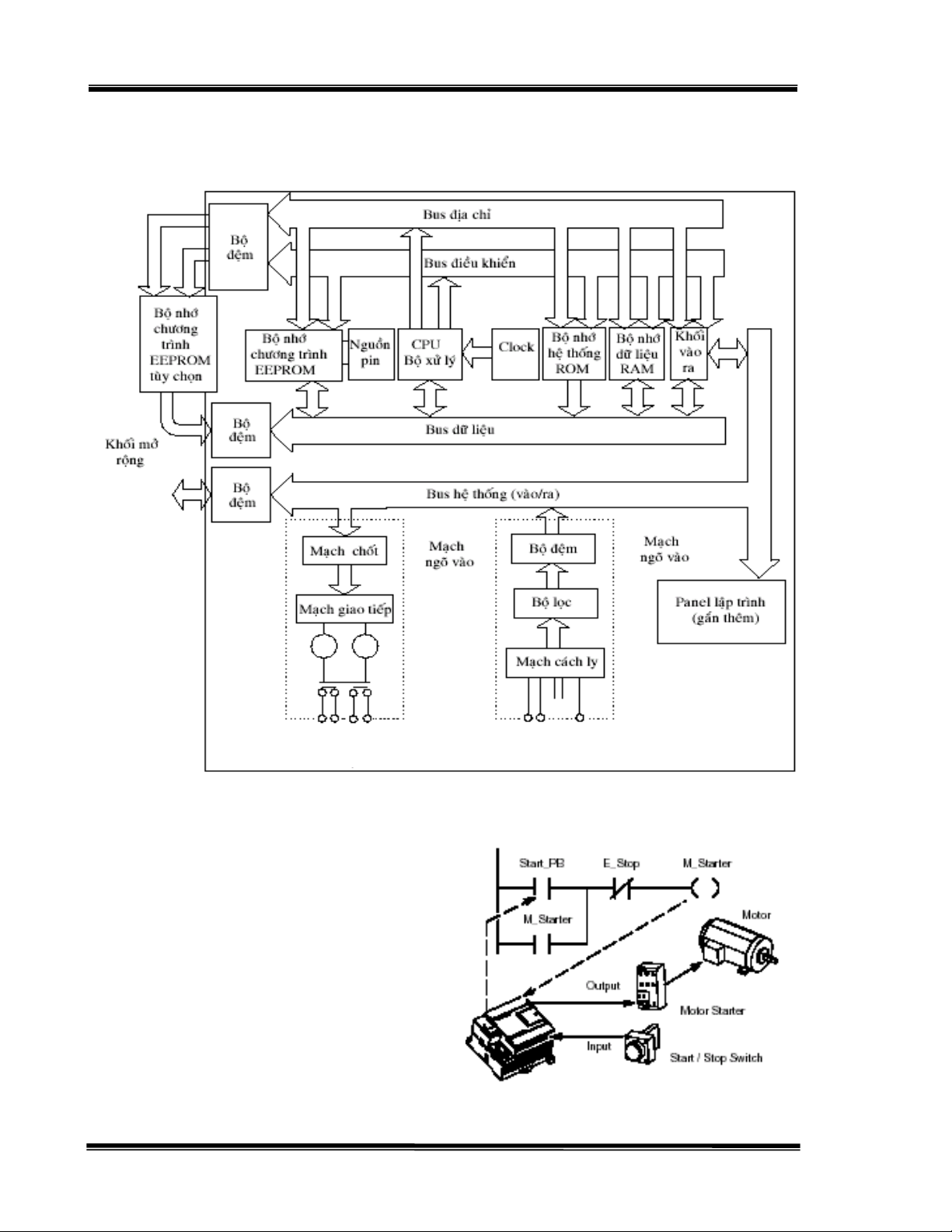
Moät PLC bao goàm moät boä xöû lyù trung taâm, boä nhôù ñeå löu tröõ chöông trình öùng duïng
vaø nhöõng moâñun giao tieáp nhaäp – xuaát. Hình 1.2 moâ taû sô boä veà caáu truùc cuûa moät PLC.
1.3.2. Hoaït Ñoäng Cuûa PLC
Veà cô baûn, hoaït ñoäng cuûa moät PLC cuõng khaù ñôn giaûn. Ñaàu tieân, heä thoáng caùc coång
vaøo/ra (Input/Output) (coøn goïi laø caùc Module xuaát/nhaäp) duøng ñeå ñöa caùc tín hieäu töø caùc
thieát bò ngoaïi vi vaøo CPU (nhö caùc sensor, contact, tín hieäu töø ñoäng cô …). Sau khi nhaän
ñöôïc tín hieäu ôû ñaàu vaøo thì CPU seõ xöû lyù vaø ñöa caùc tín hieäu ñieàu khieån qua moâñun xuaát ra
7
ÑIEÀU KHIEÅN LAÄP TRÌNH PLC - MAÏNG PLC Chöông 1 – Giôùi thieäu toång quan veà PLC
caùc thieát bò ñöôïc ñieàu khieån. Hình 1.3 minh hoïa hoaït ñoäng cuûa PLC khi thöïc thi chöông
trình öùng duïng.
Keânh ngoõ ra Rôle, Triac
hoaëc Transistor Keânh ngoõ vaøo
Hình 1.2 – Sô ñoà caáu truùc cuûa boä ñieàu khieån laäp trình
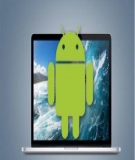
Trong suoát quaù trình hoaït ñoäng, CPU
ñoïc hoaëc queùt (scan) döõ lieäu hoaëc traïng thaùi
cuûa caùc thieát bò ngoaïi vi thoâng qua ñaàu vaøo,
sau ñoù thöïc hieän caùc chöông trình trong boä nhôù
nhö sau: moät boä ñeäm chöông trình seõ nhaän
leänh töø boä nhôù chöông trình ñöa ra thanh ghi
leänh ñeå thi haønh. Chöông trình ôû daïng STL
(Statement List – Daïng leänh lieät keâ) hay ôû
daïng LADDER (daïng hình thang) seõ ñöôïc dòch
ra ngoân ngöõ maùy caát trong boä nhôù chöông
trình. Sau khi thöïc hieän xong chöông trình,sau
ñoù laø truyeàn thoâng noäi boä vaø kieåm loãi sau ñoù Hình 1.3 – Moâ taû hoaït ñoäng PLC
8

ÑIEÀU KHIEÅN LAÄP TRÌNH PLC - MAÏNG PLC Chöông 1 – Giôùi thieäu toång quan veà PLC
CPU seõ gôûi hoaëc caäp nhaät tín hieäu tôùi caùc thieát bò, ñöôïc ñieàu khieån thoâng qua moâñun xuaát.
Moät chu kyø goàm ñoïc tín hieäu ôû ñaàu vaøo, thöïc hieän chöông trình, truyeàn thoâng noäi vaø töï
kieåm tra loãi vaø gôûi caäp nhaät tín hieäu ôû ñaàu ra ñöôïc goïi laø moät chu kyø queùt.
Nhö vaäy taïi thôøi ñieåm thöïc hieän leänh
vaøo/ra thì leänh khoâng xöû lyù tröïc tieáp vôùi
coång vaøo ra maø seõ xöû lyù thoâng qua boä nhôù
ñeäm. Neáu coù söû duïng ngaét thì chöông trình
con töông öùng vôùi töøng tín hieäu ngaét seõ
ñöôïc soaïn thaûo vaø caøi ñaët nhö moät boä phaän
chöông trình. Chöông trình ngaét chæ thöïc
hieän trong voøng queùt khi xuaát hieän tín hieäu
ngaét vaø coù theå xaûy ra ôû baát kì ñieåm naøo
trong voøng queùt. Chu kyø queùt moät voøng cuûa
PLC ñöôïc moâ taû nhö hình 1.4.
Thöïc teá khi PLC thöïc hieän chöông
trình (Program Execution), PLC khi caäp
nhaät tín heä ngoõ vaøo (ON/OFF), caùc tín hieäu
naøy khoâng ñöôïc truy xuaát töùc thôøi ñeå ñöa ra (Update) ôû ñaàu ra maø quaù trình caäp nhaät tín
hieäu ôû ñaàu ra (ON/OFF) phaûi theo hai böôùc: khi xöû lyù thöïc hieän chöông trình, vi xöû lyù seõ
chuyeån ñoåi caùc möùc logic töông öùng ôû ñaàu ra trong “chöông trình noäi” (ñaõ ñöôïc laäp trình),
caùc möùc logic naøy seõ chuyeån ñoåi ON/OFF.Tuy nhieân luùc naøy caùc tín hieäu ôû ñaàu ra “thaät”
(töùc tín hieäu ñöôïc ñöa ra taïi Module out) vaãn chöa ñöôïc ñöa ra. Khi xöû lyù keát thuùc chöông
trình xöû lyù, vieäc chuyeån ñoåi caùc möùc logic (cuûa caùc tieáp ñieåm) ñaõ hoaøn thaønh thì vieäc caäp
nhaät caùc tín hieäu ôû ñaàu ra môùi thöïc söï taùc ñoäng leân ngoõ ra ñeå ñieàu khieån caùc thieát bò ôû ñaàu
ra.
Hình 1.4 – Chu kyø voøng queùt cuûa PLC
Thöôøng vieäc thöïc thi moät voøng queùt xaûy ra vôùi thôøi gian raát ngaén, moät voøng queùt
ñôn (single scan) coù thôøi gian thöïc hieän moät voøng queùt töø 1ms tôùi 100ms. Vieäc thöïc hieän
moät chu kyø queùt daøi hay ngaén coøn phuï thuoäc vaøo toác ñoä xöû lyù leänh, ñoä daøi cuûa chöông trình
vaø caû möùc ñoä giao tieáp giöõa PLC vôùi caùc thieát bò ngoaïi vi (maøn hình hieån thò…). Vi xöû lyù
chæ coù ñoïc ñöôïc tín hieäu ôû ñaàu vaøo chæ khi naøo tín hieäu naøy taùc ñoäng vôùi khoaûng thôøi gian
lôùn hôn moät chu kyø queùt. Neáu thôøi gian taùc ñoäng ôû ñaàu vaøo nhoû hôn moät chu kyø queùt thì vi
xöû lyù xem nhö khoâng coù tín hieäu naøy. Tuy nhieân trong thöïc teá saûn xuaát, thöôøng caùc heä
thoáng chaáp haønh laø caùc heä thoáng cô khí neân toác ñoä queùt nhö treân coù theå ñaùp öùng ñöôïc caùc
chöùc naêng cuûa daây chuyeàn saûn xuaát. Ñeå khaéc phuïc khoaûng thôøi gian queùt daøi, aûnh höôûng
ñeán chu trình saûn xuaát, caùc nhaø thieát keá coøn thieát keá heä thoáng PLC caäp nhaät töùc thôøi,duøng
boä ñeám toác ñoä cao (High Speed Counter) caùc heä thoáng naøy thöôøng ñöôïc aùp duïng cho caùc
PLC lôùn coù soá löôïng I/O nhieàu, truy caäp vaø xöû lyù löôïng thoâng tin lôùn.
1.4. SÔ LÖÔÏC VEÀ LÒCH SÖÛ PHAÙT TRIEÅN
Vaøo nhöõng naêm cuûa thaäp nieân 20 cho ñeán 50, khoa hoïc kyõ thuaät cuûa moät soá nöôùc
treân theá ñaõ böôùc qua moät giai ñoaïn phaùt trieån, moät soá nhaø saûn xuaát tìm vaø nghieân cöùu ñöa
ra nhöõng giaûi phaùp coâng ngheä nhaèm naâng cao hieäu quaû saûn xuaát nhö töï ñoäng hoùa caùc coâng
9

























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)