CHƯƠNG 3. CÁC NGUYÊN CÔNG TẠO HÌNH SẢN PHẨM
DẠNG KHỐI
3.1. KHÁI NIỆM CHUNG
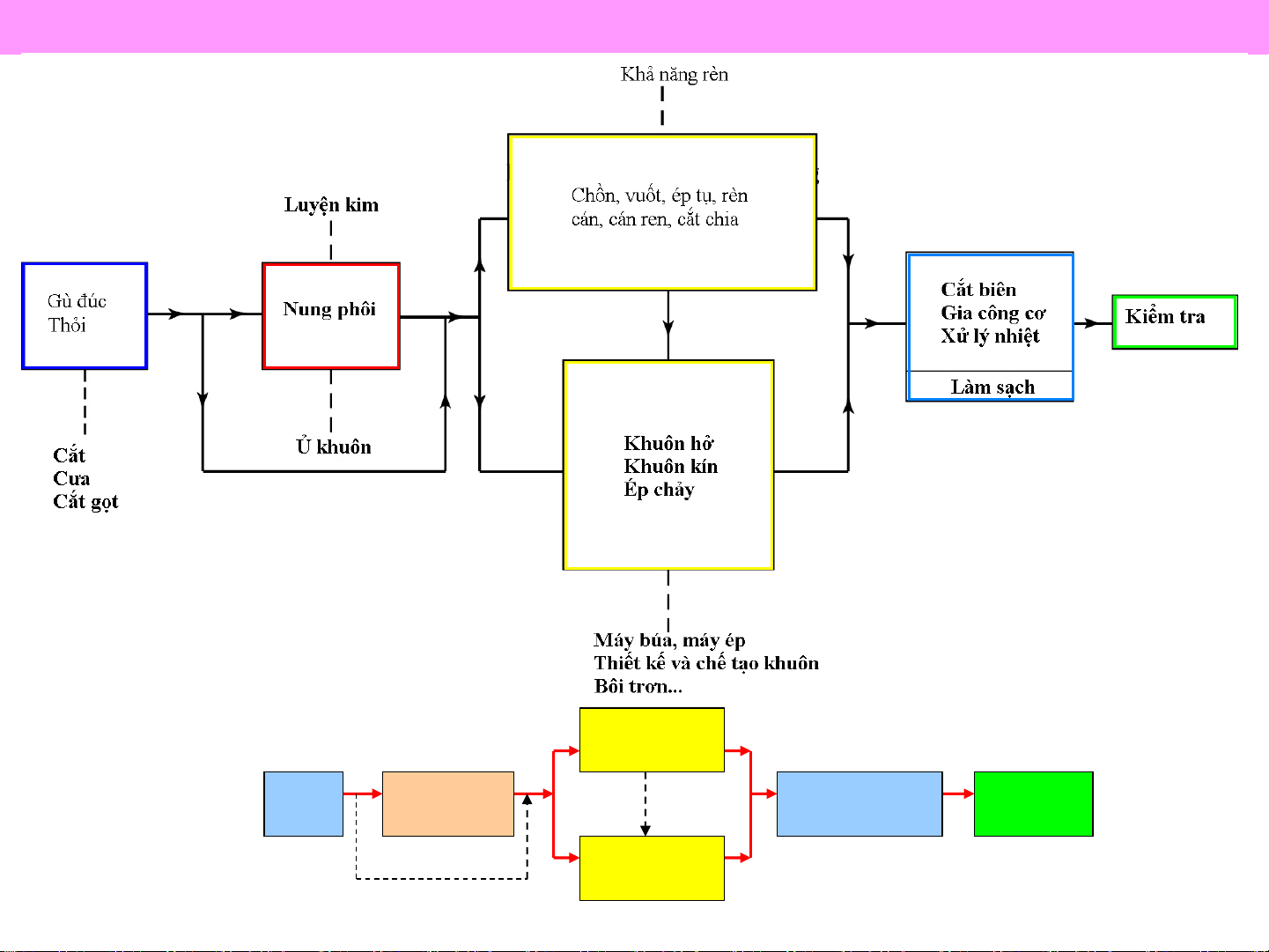
Công nghệ dập tạo hình khối là một trong những phương
pháp gia công kim loại bằng áp lực, khai thác tính dẻo của kim loại
để làm biến dạng và điền đầy vào lòng khuôn để tạo hình sản phẩm
có hình dạng và kích thước theo yêu cầu.