TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
Bộmôn Máy và Thiết bịCông nghiệp Hóa chất
CƠ KHÍ ỨNG DỤNG
Khối lượng 3(3-1-0-6)
Mã học phần: CH3456
CHƯƠNG 3: GIA CÔNG CƠ KHÍ
3.1.Khái niệm chung vêquitrình gia công cơkhi
3.2.Phương pháp đúc
3.3.1.Đúc khuôn cát
3.3.2.Các phương pháp đúc khác
3.3.Gia công áp lực
3.3.1.Sưbiếndạng dẻocủakimloại
3.3.2.Phương pháp cán
3.3.3.Phương pháp kéo vaép
3.3.4.Phương pháp rèn
3.3.5.Phương pháp dập

CHƯƠNG 3: GIA CÔNG CƠ KHÍ
3.4.Hàn vacắt kim loại
3.4.1.Khái niệmvêhàn vaquiướcmốihàn
3.4.2.Hàn hôquang
3.4.3.Hàn tiếpxúc
3.4.4.Hàn hơi
3.5.Gia công cắtgọt
3.5.1.Khái niệmvêgia công cắtgọt
3.5.2.Phương pháp tiện
3.5.3.Phương pháp phay
3.5.4.Phương pháp bào – xọc
3.5.5.Phương pháp khoan – doa
3.5.6.Phương pháp mài
3.5.7.Gia công nguội
3.6.Kythuậtđovađánh giachấtlượng gia công
CHƯƠNG 3: GIA CÔNG CƠ KHÍ
3.1 Khái niệm chung vềquy trình gia công cơ
khí
Quy trình gia công cơkhí là quá trình con ngườisử
dụng máy móc, thiếtbịtác động vào vậtliệu (kim loạihoặc
phi kim) theo một quy trình công nghệnào đónhằmtạo
các sảnphẩmhoặc bán sảnphẩmcơkhí.
Quy trình gia công cơkhí thường bao gồm hai quá trình
nốitiếpnhaulàquátrìnhchếtạo phôi và quá trình gia
công cắtgọt.
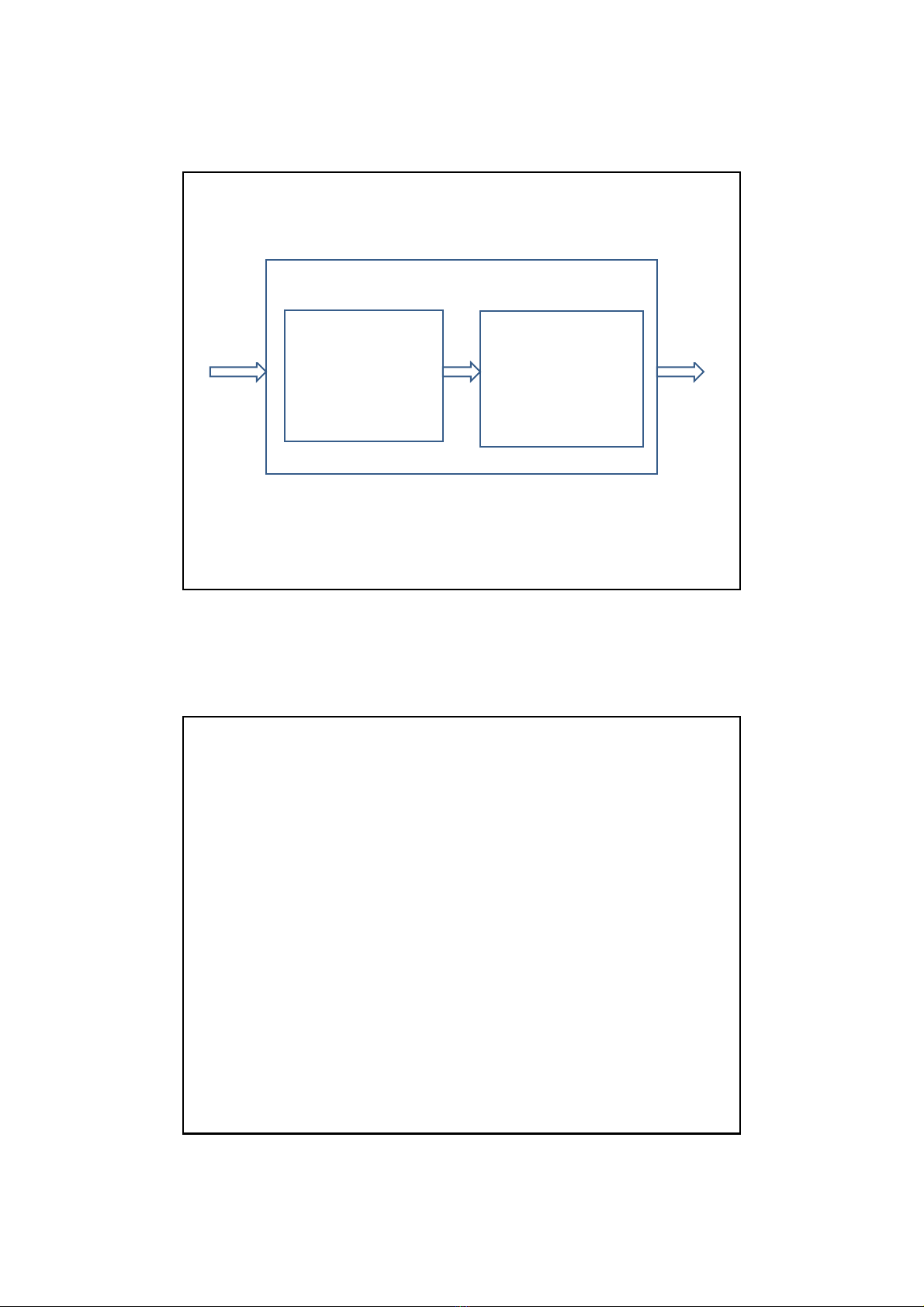
CHẾTẠO PHÔI
Phương pháp đúc
Gia công áp lực
Hàn và cắtkimloại
GIA CÔNG CẮT GỌT
Phương pháp tiện
Phương pháp phay
Phương phá bào- xọc
Phương pháp khoan-
khoét- doa
Phương pháp mài
VẬT
LiỆU
SẢN
PHẨM
QUY TRÌNH GIA CÔNG CƠ KHÍ
3.1 Khái niệm chung vềquy trình gia công cơkhí
3.2 Phương pháp đúc
Định nghĩa
Đúc là phương pháp chếtạochi tiếtbằng cách nấu
chảy kim loại và rót kim loạilỏng vào khuôn có hình
dạng nhấtđịnh, sau khi kim loại hóa rắn trong khuôn ta
thu đượcvậtđúc có hình dạng giống nhưkhuôn đúc.
Nếuvậtphẩmđượcđưa ra dùng ngay thì đượcgọilà
chi tiếtđúc, còn nếuvậtphẩmđúc phải qua gia công cắt
gọtđể nâng cao chính xác kích thướcvàđộ bóng bề
mặtthìđượcgọi là phôi

Đặc điểm
Đúc có thểgia công đượcnhiềuvậtliệu khác nhau: Thép,
gang, hợpkimmàu,…cókhốilượng từmột vài gam cho
đếnhàngtrămtấn.
Chếtạođượcvậtđúc có hình dạng kếtcấuphứctạpmà
các phương pháp khác chếtạokhókhănhoặc không
chếttạođược.
Độ chính xác vềhình dáng, kích thướcvàđộ bóng không
cao
Có thểđúc đượcnhiềulớp kim loại khác nhau trong một
vậtthểđúc
Giá thành chếtạovậtđúc rẻ, tính chấtsảnxuất linh hoạt,
năng suấttương đối cao.
Có khảnăng tựđộng hóa và cơkhí hóa
Hao tổn kim loạichođậu ngót, đậuhơivàhệthống rót
Dễgây ra các khuyếttậtnhưthiếuhụt, rỗkhí, cháy cát
Kiểm tra các khuyếttật trong vậtđúc khó khăn, đòi hỏi
thiếtbịhiệnđại.

Phân loại
Phạmvi sửdụng
Trong các ngành công nghiệpsảnphẩmđúc chiếm
khoảng 40-80% tổng khốilượng củamáymóc
Trong ngành cơkhí, khốilượng vậtđúc chiếmđến 90%
mà giá thành chỉchiếmđến 20-25%
3.2.1 Đúc trong khuôn cát
3.2.1.1 Các bộphận chính củamột phân xương đúc








![Bài giảng Ứng dụng tin học trong Kỹ thuật phương tiện thủy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251216/anhquangvu03@gmail.com/135x160/12021765937860.jpg)





![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)








