1
1
1.1. Đặc điểm và phân loại
1.2. Thép cacbon thông dụng và thép hợp kim
thấp
1.3. Thép hợp kim cao
2
3
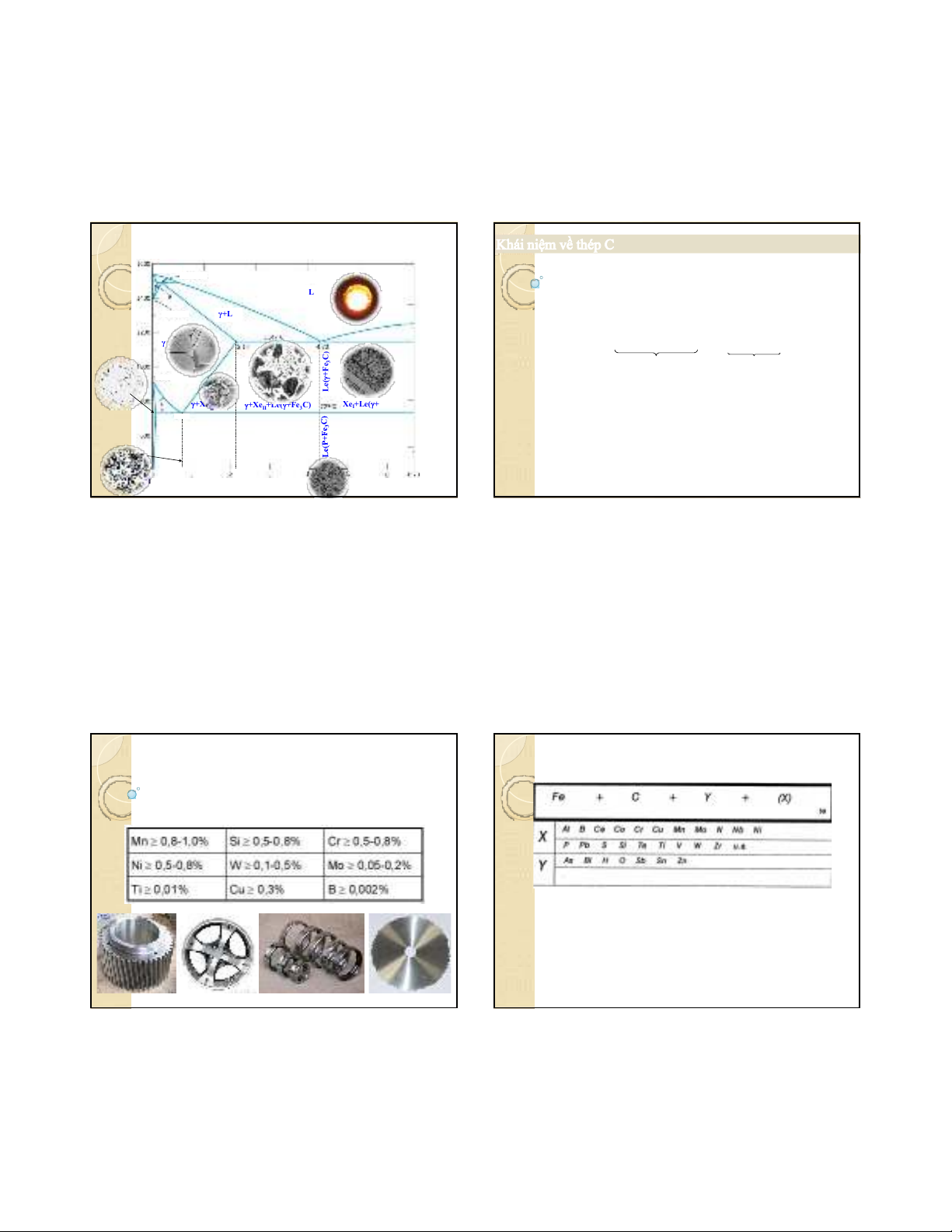
Sự tương tác của Fe và C:
Fe nguyên chất: Có 3 dạng thù hình:
Mềm và dẻo, σb= 250MPa, HV = 80, δ = 50%
A1, a ≈ 3,86Ao
A2, a ≈ 2,86Ao
A2
4
Fe nguyên chất, đưa thêm C:
rFe = 0,124 nm, rC= 0,077 nm,
→ dung dịch rắn xen kẽ:
→ Quá giới hạn hòa tan: tạo ra pha trung gian
rC/rFe ~ 0,6
C → Feαtạo ra Feα(C):
C → Feγtạo ra Feγ(C):
C → Feδtạo ra Feδ(C):
%C hòa tan rất ít
%C hòa tan nhiều nhất
%C hòa tan nhiều hơn của Feα
Fe3C, %C = 6,67%
rlt (max) = r8m=
0,414rFe = 0,051 nm
rlt (max) = r4m=
0,291rFe = 0,036 nm
11..11..11. . KháiKhái niệmniệm vềvề thépthép
2
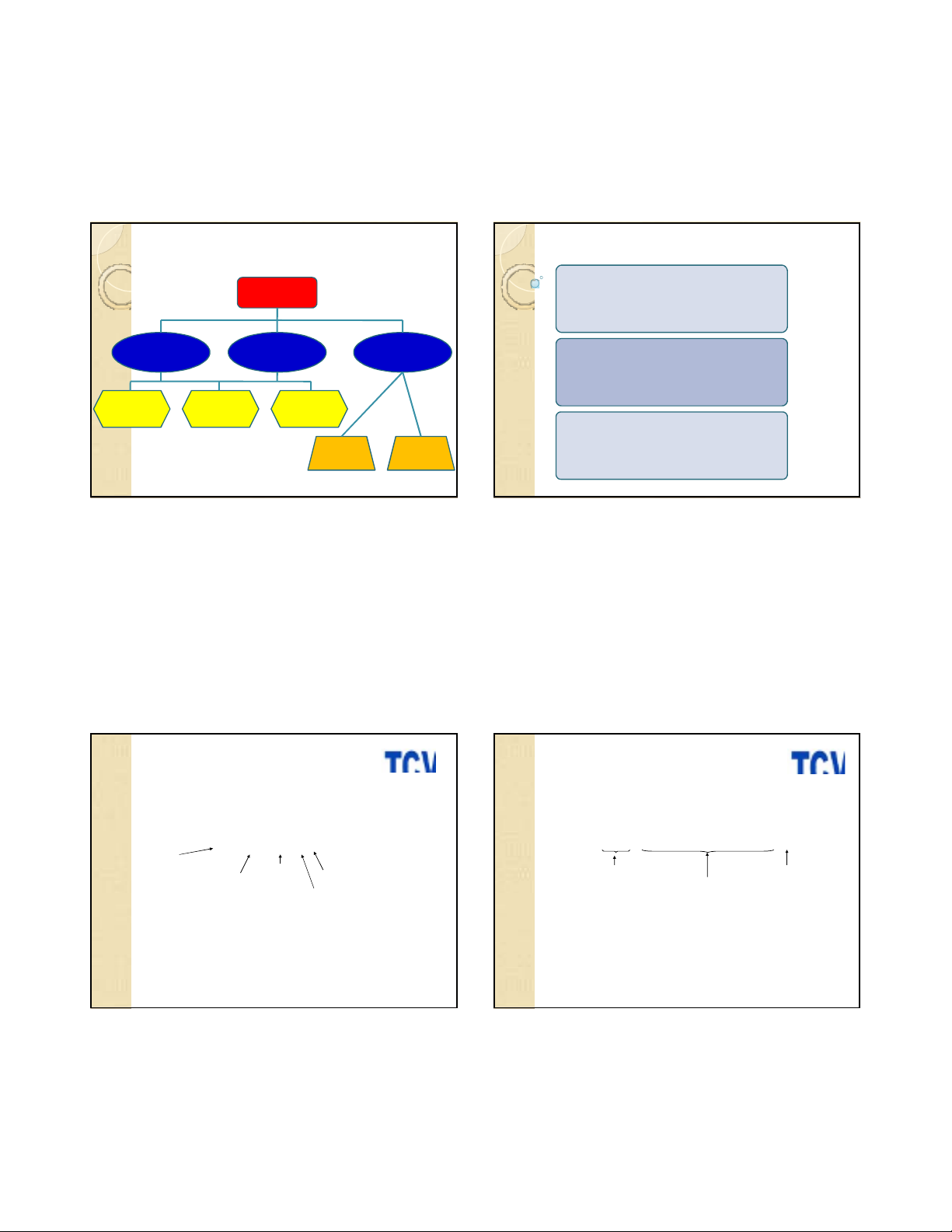
+XeII +XeII+Le(+Fe3C)
Le(+Fe
3
C)
XeI+Le(+Fe3C)
L+XeI
XeI+Le(P+Fe3C)
P+XeII P+XeII+Le(P+Fe3C)
+P
Fe Fe3C
L
γ+L
γ
0,8
P[+Fe
3
C]
15390C14990C
13920C
9110C
A
B
H
N
J
C
E
D
F
G
S
PK
Q
Phân loại thép – gang theo GĐP
Hàm lượng C 2,14
Tạp chất: Mn (< 0,8%), Si (< 0,4%) + P, S (< 0,05%)
Tạp chất khác: H, O, N, (Cr, Ni, Cu 0,3%), (W, Mo, Ti 0,05%)
Tạp chất có lợi
(tư quặng sắt, fero
khư oxy)
Hóa bền ferit
Tạp chất có hại
(tư quặng sắt,
than coke)
- S: bơ nóng
- P: bơ nguội
6
Thép hợp kim
Là thép ngoài C + nguyên tố khác C (Ni, Cr, Ti…..) với lượng đủ lớn
làm thay đổi tổ chức cải thiện tính chất của vật liệu (NTHK)
7
SummarySummary
X: nguyên tố hợp kim
Y: nguyên tố tạp chất
8
3
PhânPhân loạiloại thépthép
9
Thép
Thép cacbon Thép hợp kim
thấp
Thép hợp kim
cao
Thép cacbon
thấp
Thép cacbon
trung bình
Thép cacbon
cao
Thép dụng
cụ
Thép không
gỉ
Theo đô sạch tạp chất có hại (P va S)
Chất lượng thường
Chất lượng tốt
Chất lượng cao
Chất lượng rất cao
Theo phương pháp khư oxy
Thép sôi
Thép lặng
Thép nửa lặng
Theo công dụng:
Thép kết cấu
Thép dụng cụ
Thép đặc biệt
10
Tiêu chuẩn thép
Tiêu chuẩnViệt Nam
Các loại thép qui định (bảo đảm) thành phần – nhóm B: TCVN có các mác
từ BCT31 đến BCT61. Tuy cùng ký hiệu con số với nhóm A, song chỉ để tra
bảng tìm thành phần hoá học của thép
Các loại thép qui định (bảo đảm) cả có tính lẫn thành phần – nhóm C: có các
mác từ CCT34 đến CCT52
Thép cán thông dụng
Theo TCVN 1765-75: thép C kết cấu chất lượng thường để làm các kết cấu xây dựng với
%P (0,04-0,07%) và %S (0,05-0,06%)
CT xx (n, s, )
Ký hiệu thép C
thường
Giới hạn bền kéo tối
thiểu (kG/mm2)
Thép nửa lặng
Thép sôi
Thép lặng
xx Me1 xx Me2 xx……… (A)
C trung bình
phần vạn ký hiệu hoá học các nguyên tố
+ xx (phần trăm khối lượng)
chất lượng cao
Tiêu chuẩn thép chế tạo máy hợp kim
Thép cacbon chế tạo máy
C xx (xx: phần vạn hàm lượng C)
Tiêu chuẩn thép dụng cụ
Thép cacbon: CD xx (xx: phần vạn hàm lượng C)
Thép hợp kim (giống thép chế tạo máy)
4
- Tiêu chuẩn Hoa Kỳ: AISI, SAE (Society of Automotive Engineers)
AISI/SAE xx xx
Loại thép HK C trung bình phần vạn
10xx – thép C 40xx, 44xx – thép Mo
15xx – thép C có Mn cao 3xxx - thép Ni-Cr
61xx – thép Cr-V 50xx, 51xx – thép Cr
72xx - thép W - Cr 92xx – thép Si-Mn
- Thép kết cấu:
- Thép dụng cụ: AISI x x
Kí hiệu nhóm thép Số thứ tự
W - tôi nước (water),
O - tôi dầu (oil),
S - thép DC chịu va đập (shock)
T - thép gió W (tungsten)
M - thép gió Mo-W (molydenium)
H - thép DC biến dạng nóng (hot),
D - thép DC biến dạng nguội (cold)
A - thép DC biến dạng nguội, tôi
trong không khí (air)
- Tiêu chuẩn Nhật Bản: JIS (Japanese Industrial Standards)
S (xxxx) xxx
Ký hiệu cho thép HK
Biểu thị cho loại thép HK
C trung bình phần vạn hoặc số thứ tự
SCr - thép kết cấu Cr, SNC - thép kết cấu Ni-Cr
SMn - thép Mn, SCM - thép kết cấu Cr-Mo
SACM - thép Al-Cr-Mo, SNCM - thép kết cấu Ni-Cr-Mo
SUJ - thép ổ lăn, SUM - thép dễ cắt
SUP - thép đàn hồi, SUS - thép không gỉ
SUH - thép bền nóng, SK - thép dụng cụ cacbon,
SKH - thép gió, SKS, SKD, SKT - thép dụng cụ HK.
Tiêu chuẩn Nga
Đối với thép cán thông dụng:
Các loại thép chỉqui định (bảo đảm) cơtính: ГОСТ có các mác từCT0 đến
CT6, Đểphân biệt thép sôi, nửa lặng và lặng sau các mác củaГОСТ có đuôi КП,
ПС,СП.
Các loại thép qui định (bảo đảm) thành phần: ГОСТ có các mác từ БCT0 đến
БCT6;
Các loại thép qui định (bảo đảm) cảcó tính lẫn thành phần: ГОСТ có các mác
từBCT1 đến BCT5.
Cr Ni W Mo Ti Si Mn V
X H B M T C Γ Φ
40Cr 35CrMnTi 90CrSi 140CrW5
40X 35XΓT 9XC XB5
Đối với thép cacbon đểchếtạo máy: ГОСТ và BG có các ký hiệu
giống hệt nhau: theo sốphần vạn cacbon, ví dụmác CT45 là thép có trung
bình 0,45%C (cT là viết tắt của cTaљhoặccmaљ=thép).
ГОСТ3: Đối với thép hợp kim: có cảchữ(chỉnguyên tốhợp kim) lẫn số
(chỉlượng cacbon và nguyên tốhợp kim) theo nguyên tắc:
2 sốđầu chỉphần vạn cacbon (nếu khoảng 1% C thì không cần ghi);
Tiếp theo là ký hiệu của từng nguyên tốvà sốchỉphần trăm của nó (nếu
xấp xỉ1% thì không cần ghi).
5
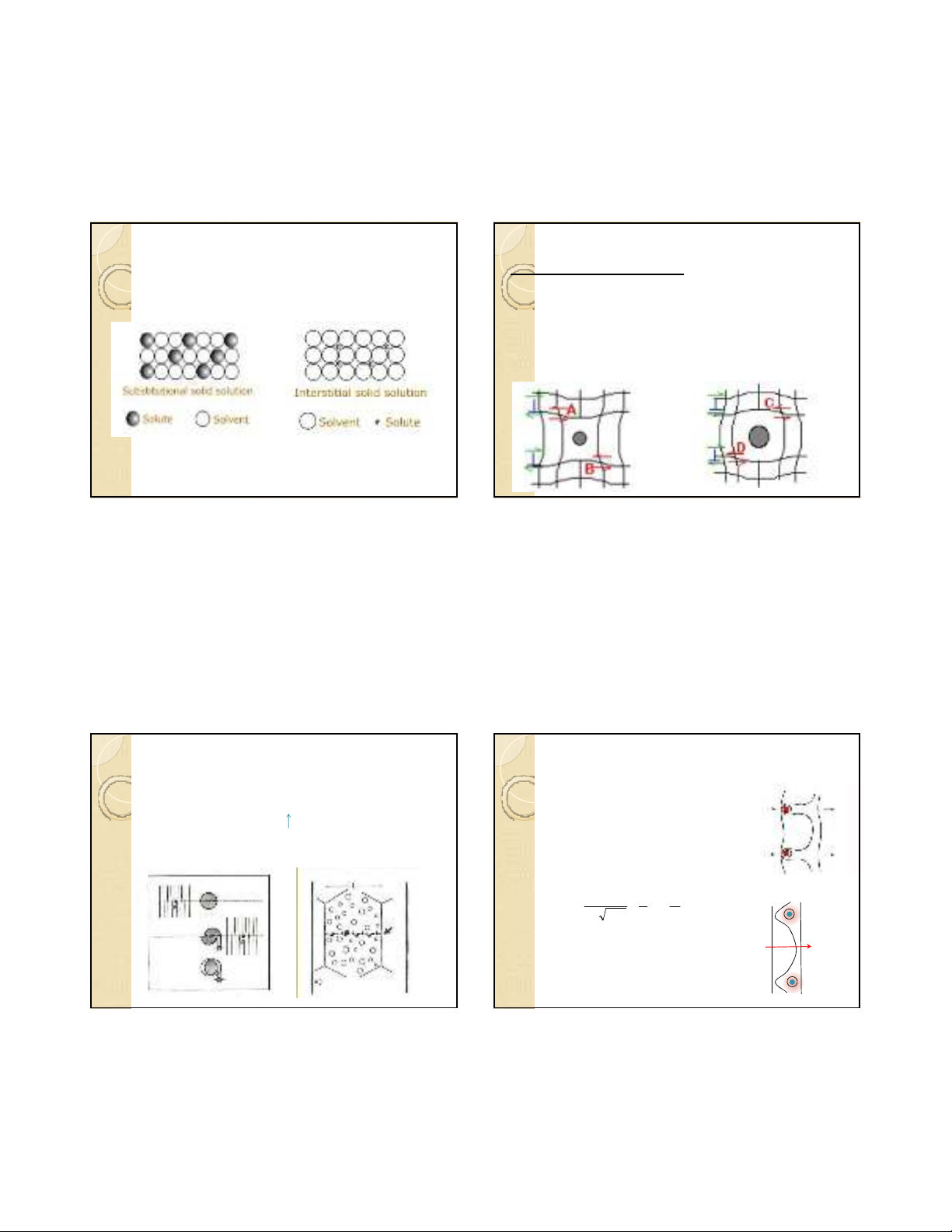
A. Hóa bền dung dịch rắn
→Phần lớn các nguyên tố hợp kim khi hòa tan vào Fe đều làm tăng độ bền của
dung dịch rắn.
Nguyên lý
→Cản trở chuyển động của lệch
1.1.2. Đặc điểm cơ tính và hóa bền thép
Nguyên lý hóa bền dung dịch rắn
→Các nguyên tử của C và nguyên tố hợp kim hòa tan vào mạng tinh thể của Fe
gây ra xô lệch mạng xuất hiện ứng suất
→Ứng suất tồn tại trong mạng tinh thể làm lệch chuyển động khó khăn hơn
Nguyên tử hòa tan kích thước bé Nguyên tử hòa tan kích thước lớn
(Á kim: C, N, H …) (Kim loại: Cr,Mn, Ni, Si)
HóaHóa bềnbền tiếttiết phapha
1/ Tổ chức liền mạng và phân bố đều
Lệch chuyển động cắt qua hạt gây nên biến dạng bổ sung trên
một số hệ trượt trượt khó khăn hơn nên tăng bền nhưng ít
tăng độ cứng
Lệch có thể được hãm bởi biên hạt
CCơơ chchếế hóahóa bbềềnn
2/ Hạt lớn khoảng cách giữa các hạt lớn
Lệch có thể vượt qua các hạt và để lại vòng lệch xung
quanh các hạt
Trường hợp này độ bền tăng không nhiều nhưng độ
cứng tăng đáng kể do biến dạng nền mạnh
Hiệu ứng Orowan
0
ln
1
14
2r
D
v
Gb
v – Poissons ratio
G – shear modulus
b – Burgers vector
λ – interparticle spacing
D – particle planar diameter
r0– dislocation radius
![Bài giảng Khoa học vật liệu cơ khí [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251231/kimphuong1001/135x160/35861767942305.jpg)
























