BÁO CÁO TH C T P C KHÍ ĐI C NGỰ Ậ Ơ Ạ ƯƠ
Ph n Iầ
PH N KI N TH C CHUNGẦ Ế Ứ
Nhà máy c khí qu ng ngãi tr c thu c trong công ty c khí và xây l p Anơ ả ự ộ ơ ắ
Ngãi có tr s đóng t i s 06 Nguy n Th y - Tp Qu ng Ngãi. Nhà máy c khíụ ở ạ ố ễ ụ ả ơ
Qu ng Ngãi có đa ch t i lô C11 khu công nghiêp T nh Phong, c ng chính h ngả ị ỉ ạ ị ổ ướ
Nam, Tây giáp nhà máy khí Công Nghi p, Đông giáp v i Công ti ly tâm, Namệ ớ
giáp sông. Nhà máy có 90 cán b công nhân viên chuyên ph m ph ki n xây l pộ ẩ ụ ệ ắ
đi n, nhà x ng ti n ch , m nhúng k m nóng, đúc gang, đng, các s n ph mệ ưở ề ế ạ ẽ ồ ả ẩ
cho vi n thông và s a ch a tàu thuy n.ễ ử ữ ề
T i x ng c t g t kim lo i ch y u s n xu t các s n ph m máy b m n cạ ưở ắ ọ ạ ủ ế ả ấ ả ẩ ơ ướ
và các ph ki n xây l p đi n và ph c v s a ch a cho các nhà máy khu côngụ ệ ắ ệ ụ ụ ữ ữ
nghi p.ệ
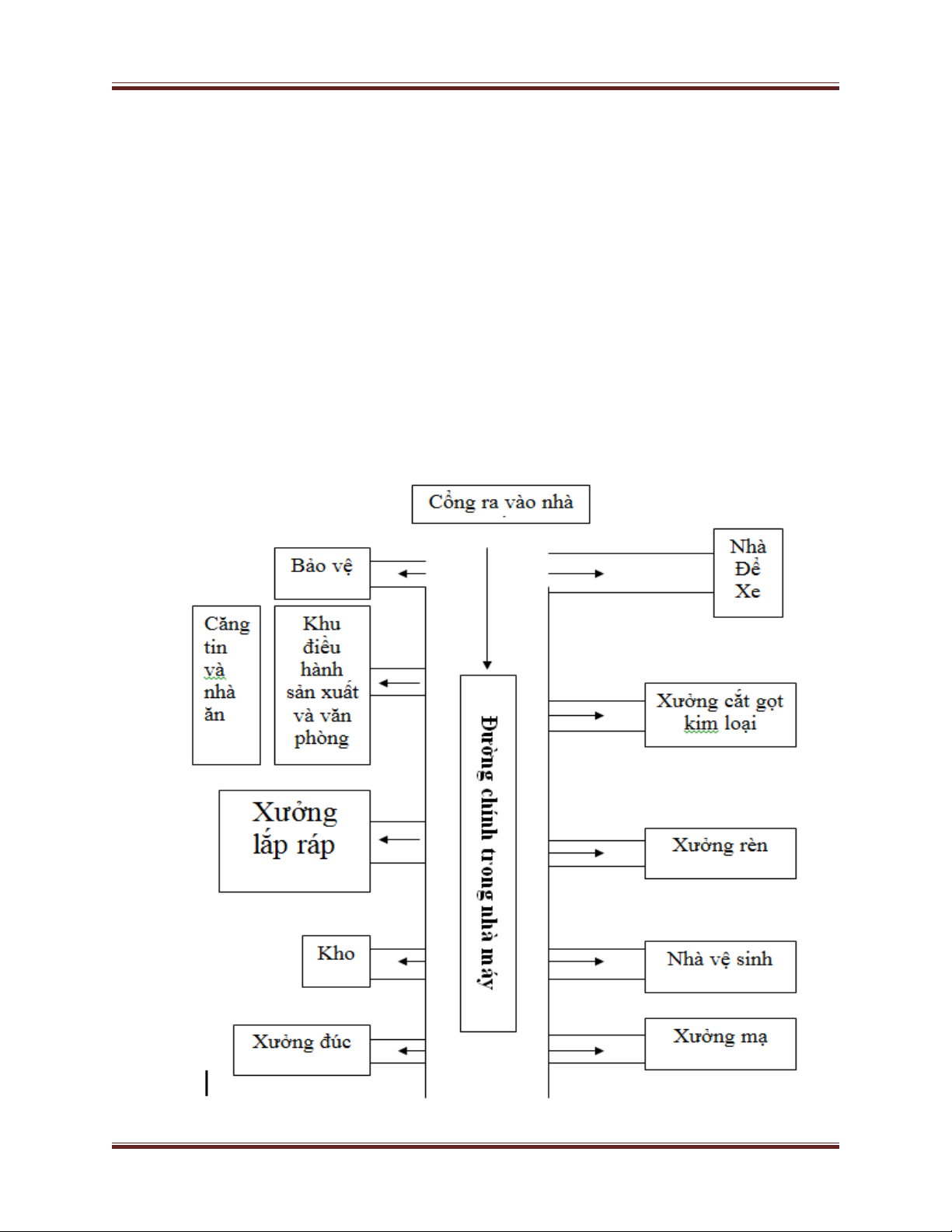
1.1 S đ m t b ng nhà máy th c t p:ơ ồ ặ ằ ư ậ
Tr c đng chính khu công nghi p.ụ ườ ệ
Sinh viên: Đng Đc Th nh GVHD: ThS N.H.Lĩnh và ThS P.V.Trungặ ứ ị Trang 1