Các loại lớp phủ dụng cụ của
GUHRING

Dụng cụ cắt và các chi tiết vật liệu nền khác đã được hưởng lợi lớn từ sự tiến
bộ khoa học kỹ thuật trong những thập kỷ gần đây. Công nghệ lớp phủ mỏng
khi được áp dụng đúng cách sẽ tăng tuổi bền của dụng cụ và thay đổi một phần
đặc điểm và chức năng của dụng cụ. Đặc biệt, chúng làm tăng độ cứng của bề
mặt, giảm hệ số ma sát, dẫn nhiệt và tạo bề mặt trơ về hóa học.
Là một trong những nhà sản xuất dụng cụ cắt hàng đầu thế giới, Guhring đã cung
cấp một hệ thống phủ chưa bao giờ có trong công nghiệp chế tạo dụng cụ cắt.
Guhring từng được biết đến là người đầu tiên giới thiệu công nghệ phủ TiN lên
dụng cụ vào những năm 1980, và vẫn là hãng đứng đầu trên toàn cầu về ứng dụng
công nghệ phủ.
Hiện nay, Guhring cung cấp đầy đủ các loại lớp phủ cao cấp PVD (Physical Vapor
Deposition) phù hợp với sự da dạng của khách hàng, bao gồm lớp phủ TiN,
TiCN, TiANl, FIREX, Nano-FIREX®, Super-A™, Nano-A™, MolyGlide®…
Vật liệu gì có thể phủ được?
- Hợp kim cứng (WC):
Các nhóm: C2, C5, loại hạt nhỏ, siêu nhỏ, …
- Thép gió (HSS)
Các loại thuộc dải M (có chứa Co) & T (có chứa tantan): M2, M42, T15, …
Các nhóm kim loại luyện kim bột: ASP 20, REX 76, ….
- Thép khuôn và thép dụng cụ
Các nhóm thép chịu nhiệt (2 tới 4) bằng hoặc cao hơn 950°F
A-2, D-2, S-7, H-13, CPM 10V, …
- Dụng cụ hàn cứng ở nhiệt cao: Mối hàn không chứa thành phần cadmium hoặc
kẽm (tan chảy gây ảnh hưởng tới lò phủ)
- Các vật liệu khác đều có thể phủ được.
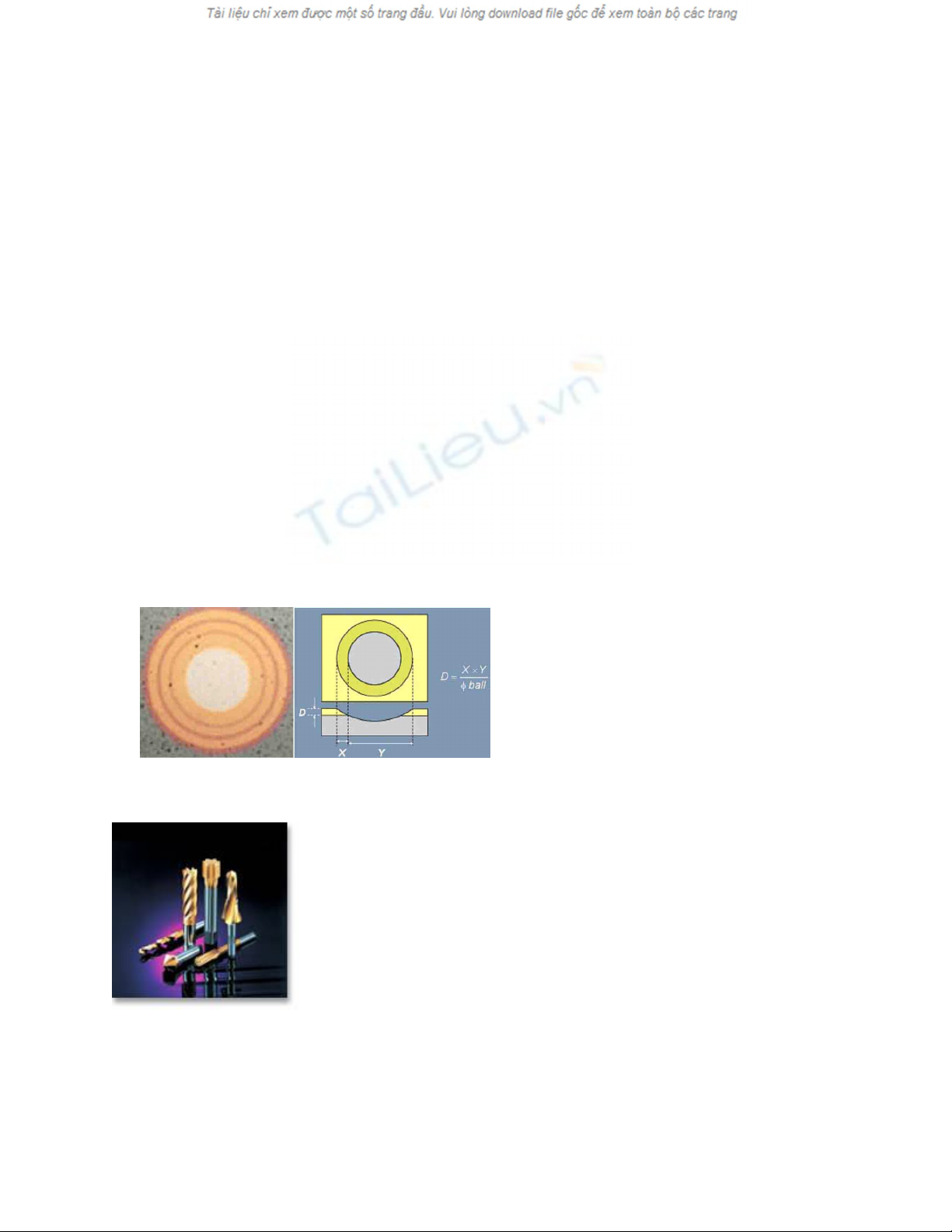
Nguyên tắc chỏm cầu (calotest)
Nguyên tắc chỏm cầu cung cấp chính xác, nhanh chóng, đơn giản và rẻ tiền khi
tính toán chọn độ dày của lớp Phủ. Một quả cầu quay với đường kính đã biết (Ø
ball) được tì (ấn) lên một bề mặt có lớp phủ với lực xác định. Giữ cả vị trí qủa cầu,
vị trí trung tâm của mẫu (bề mặt phủ) & duy trì lực tác dụng không đổi. Thêm bột
mài mòn vào vùng tiếp xúc, kết quả là xuất hiện vết lõm hình chỏm cầu – hình
dạng của quả cầu trên cả lớp phủ & vật liệu nền của mẫu thử.
Sử dụng phép đo quang học để đo vết lõm trên bề mặt phủ và
vật liệu nền. Bằng cách đo các kích thước X, Y, Độ dày của
lớp phủ D được tính toán bằng một phương trình đơn giản.
Calowear là một hệ thống ăn mòn gồm 3 đối tượng. Một quả
cầu bằng thép lăn trên mẫu thử và loại bột hỗn hợp gồm hạt
nước và SiC rơi liên tục vào qủa cầu và khu vực tiếp xúc,
chất bột làm mòn vật liệu nền một cách có kiểm soát đảm bảo
một kết quả có lợi.

Lực giữa hình cầu và vật mẫu xuất phát từ trọng lượng của quả cầu, chuyển động
quay của hình cầu được cung cấp thông qua một trục quay đa tốc. Chuyển động
quay của quả cầu trên vật với sự có mặt của bột mài mòn tạo ra một miệng hố mòn.
Bằng cách so sánh hình học các miệng hố đó trong thời gian khác nhau, độ dày
của các lớp phủ có thể xác định được chính xác.
S coat – Lớp phủ TiN (Titanium nitride): cho các ứng dụng phổ thông
Phù hợp với các ứng dụng:
- Cắt thép
- Đột dập và tạo hình (khi làm các chất liệu có độ cứng thấp)
- Khuôn thổi nhựa.
- Ống bơm của bơm phun diesel
- Thiết bị y tế
C coat – Lớp phủ TiCN (Titanium carbon nitride): chống
mài mòn trong những điều kiện gia công thô
Lớp phủ TiCN được phân loại bởi tính bền cao và độ cứng cực độ. Các dụng cụ
được phủ đều mang tính bền mòn vượt trội. Hệ số ma sát thấp bảo vệ chống lại sự
hàn nguội. TiCN không được đề xuất cho những ứng dụng ở nhiệt độ cao do nhiệt
độ vận hành cực đại tương đối thấp. Việc gia công ren và một số ứng dụng trong
phay là sự phù hợp nhất.
Phù hợp với các ứng dụng:
- Phay (có dung dịch làm mát, tốc độ cắt trung bình)
- Taro cắt ren, ép ren.
- Đột, đục lỗ với tính cơ học cao.
- Tạo hình với hợp kim săt và thép mangan

- Khuôn thổi nhựa (dung dịch tan chảy có chất mài mòn
hoặc hàm lượng sợi thuỷ tinh cao)
A coat – Lớp phủ TiAlN (Titanium aluminium
nitride) : Chống nhiệt và sự mài mòn
Mối quan hệ tối ưu hóa giữa ứng suất nén và độ cứng của
lớp phủ Titanium aluminum nitride TiAIN làm tăng tính ổn định lưỡi cắt của dụng
cụ gia công cắt gọt. Sự chống ăn mòn hóa chất và cách nhiệt cho phép cắt khô và
cải thiện về độ bền uốn. Độ rắn cao của lớp phủ đơn này mang đến sự bảo vệ vượt
trội chống lại sự mài mòn và sự ăn mòn.
Phù hợp với các ứng dụng:
- Những dụng cụ hợp kim cứng và thép gió làm việc ở nhiệt độ cao (Khoan, tiện,
cắt khô, gia công tốc độ cao).
- Khuôn phun ép nhựa (khuôn với bề mặt có kết cấu, sự gia công kim loại nóng
chảy với cốt sợi thủy tinh).
- Các chi tiết động cơ đốt cháy.
Lớp phủ Super-A™ : tối ưu hóa cho gia công tốc độ cao và vật liệu cứng
Độ cứng, khả năng chống oxy hóa và sự ổn định nhiệt của lớp phủ Super-A là tối
ưu hóa cho các ứng dụng trong gia công cơ khí tốc độ cao và vật liệu cứng. Thậm
chí khi làm với những chất liệu cứng và độ bền cao, lớp phủ mang đến sự bảo vệ
chống lại sự dính và mài mòn trên nhiều dải tốc độ cắt. Đặc tính ma sát thấp làm
giảm lực cắt hiệu quả.
Phù hợp với các ứng dụng:
- Gia công vật liệu khó (hợp kim titan, inconel)
- Độ cứng gia công > 52 HRC

![Sổ tay Vật tư chuyên ngành dùng trong mạng lưới cấp nước [A-Z]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250328/quyvanphi/135x160/332037009.jpg)

![Quy chuẩn kỹ thuật quốc gia QCVN 16:2017/BXD: [Hướng dẫn chi tiết/Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2018/20181114/dien_vi08/135x160/3371542207812.jpg)


















![Gia Công & Lắp Đặt Cốt Thép: Kỹ Thuật Xây Dựng Bê Tông [Chuẩn Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260531/alfredodistefano10/135x160/58891780257145.jpg)
![Gia Công Ván Khuôn: Lắp Dựng, Tháo Dỡ và Kỹ Thuật Xây Dựng [Chi Tiết A-Z]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260531/alfredodistefano10/135x160/4261780257147.jpg)


%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)