Đồ án môn học Thiết kế dao
Đào Công Phúc CTM3 - K50
Đồ án môn học:
Thiết kế dao
Họ và Tên: Đào Công Phúc
Lớp: CTM3 - K50
Đồ án môn học Thiết kế dao
Đào Công Phúc CTM3 - K50
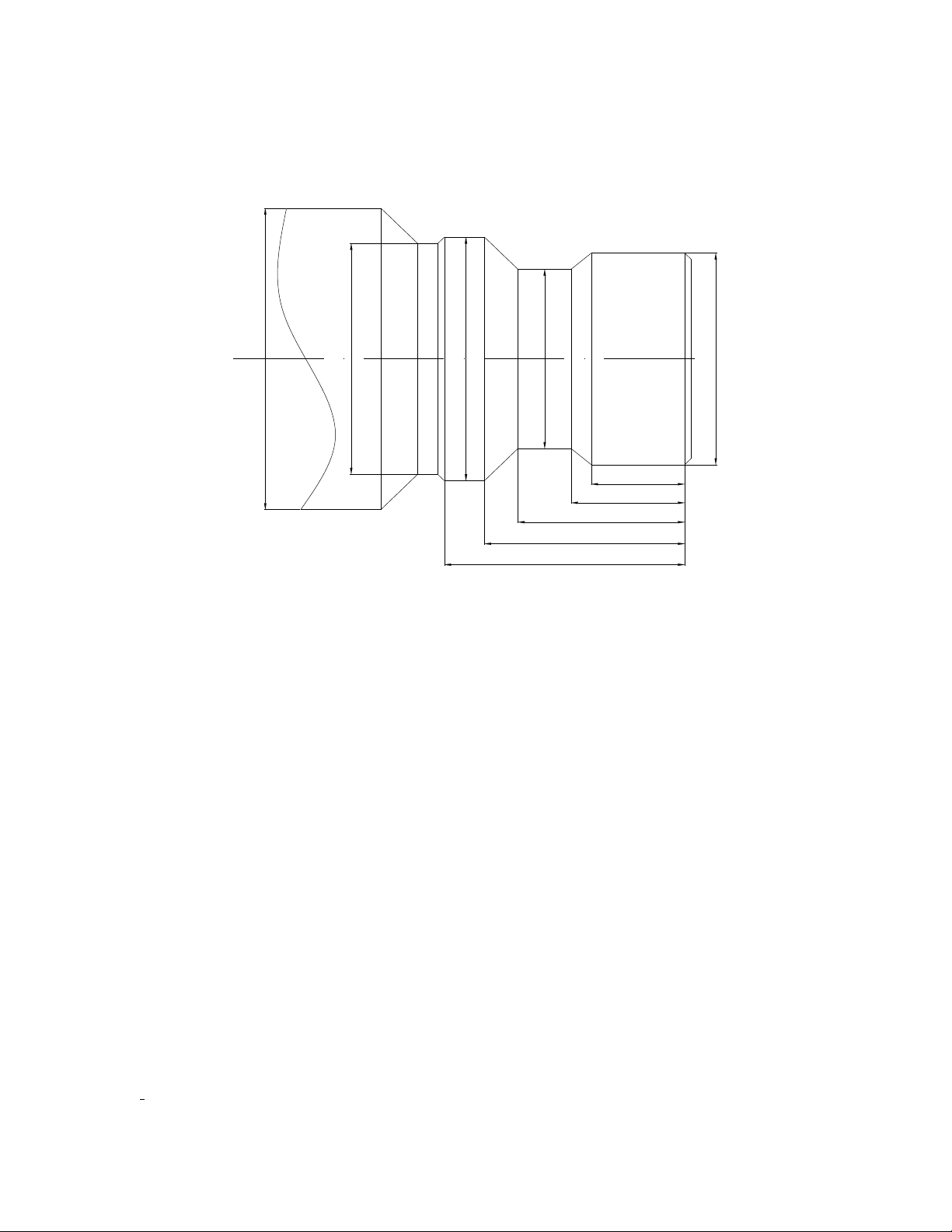
Câu 1: Tính toán thiết kế dao tiện định hình hình lăng trụ để gia công chi tiết như hình vẽ
(dao có phần chuẩn bị cắt đứt) với các thông số sau:
Vật liệu gia công: phôi thanh tròn thép C45 có
2
600 /
b
N mm
47
36
38
28
33
14
25
30
36
17
1, Phân tích chi tiết, chọn loại dao gia công:
- So với dao tiện đơn dao tiện định hình đảm bảo độ đồng nhất profin chi tiết trong quá
trình gia công, năng suất cao, tuổi thọ dao lớn, số lượng phế phẩm ít, mài sắc lại đơn
giản, được sử dụng chủ yếu trong sản xuất hàng loạt lớn và hàng khối
- Chi tiết cần gia công được hình thành bởi các bề mặt định hình tròn xoay trụ và côn,
profin chi tiết không quá đặc biệt (góc sau trong tiết diện pháp tuyến với lưỡi cắt
0
: 0
N N
, hoặc
0 0
3 5
N N
), bề mặt gia công không yêu cầu độ chính xác
cao. Do đó ta chọn dao tiện định hình hình lăng trụ để gia công chi tiết, dao được gá
thẳng
- Dao tiện định hình hình lăng trụ được kẹp chặt bằng mang cá và vít giữ, độ cứng
vững cao hơn dao hình tròn. Góc sau của dao tiện định hình hình lăng trụ có thể chọn
được lớn hơn, gia công chi tiết đạt độ chính xác cao hơn so với dao hình tròn nhưng dao
tiện định hình hình tròn lại dễ chế tạo hơn (mặt tròn xoay dễ chế tạo hơn mặt lăng trụ)
- Vật liệu chế tạo chi tiết: thép C45 có
2
600 /
b
N mm
, phôi thanh thép tròn (có phần
chuẩn bị cắt đứt)
2, Chọn điểm cơ sở:
Góc trước và góc sau tại các điểm khác nhau trên lưỡi cắt dao tiện định hình không bằng
nhau, tại các điểm trên lưỡi cắt càng xa tâm chi tiết thì góc sau càng lớn, góc trước càng
nhỏ. Vì vậy để đảm bảo góc sau tại các điểm trên lưỡi cắt không quá nhỏ, điểm cơ sở khi
thiết kế dao tiện định hình thường được chọn trùng với điểm của chi tiết có bán kính nhỏ
nhất hay điểm gần tâm chi tiết nhất
3, Chọn thông số hình học của dao:

Đồ án môn học Thiết kế dao
Đào Công Phúc CTM3 - K50
Với vật liệu gia công là thép C45,
2
600 /
b
N mm
, dựa vào bảng 3.4 ta chọn góc trước,
góc sau tại điểm cơ sở :
0 0
25 ; 12
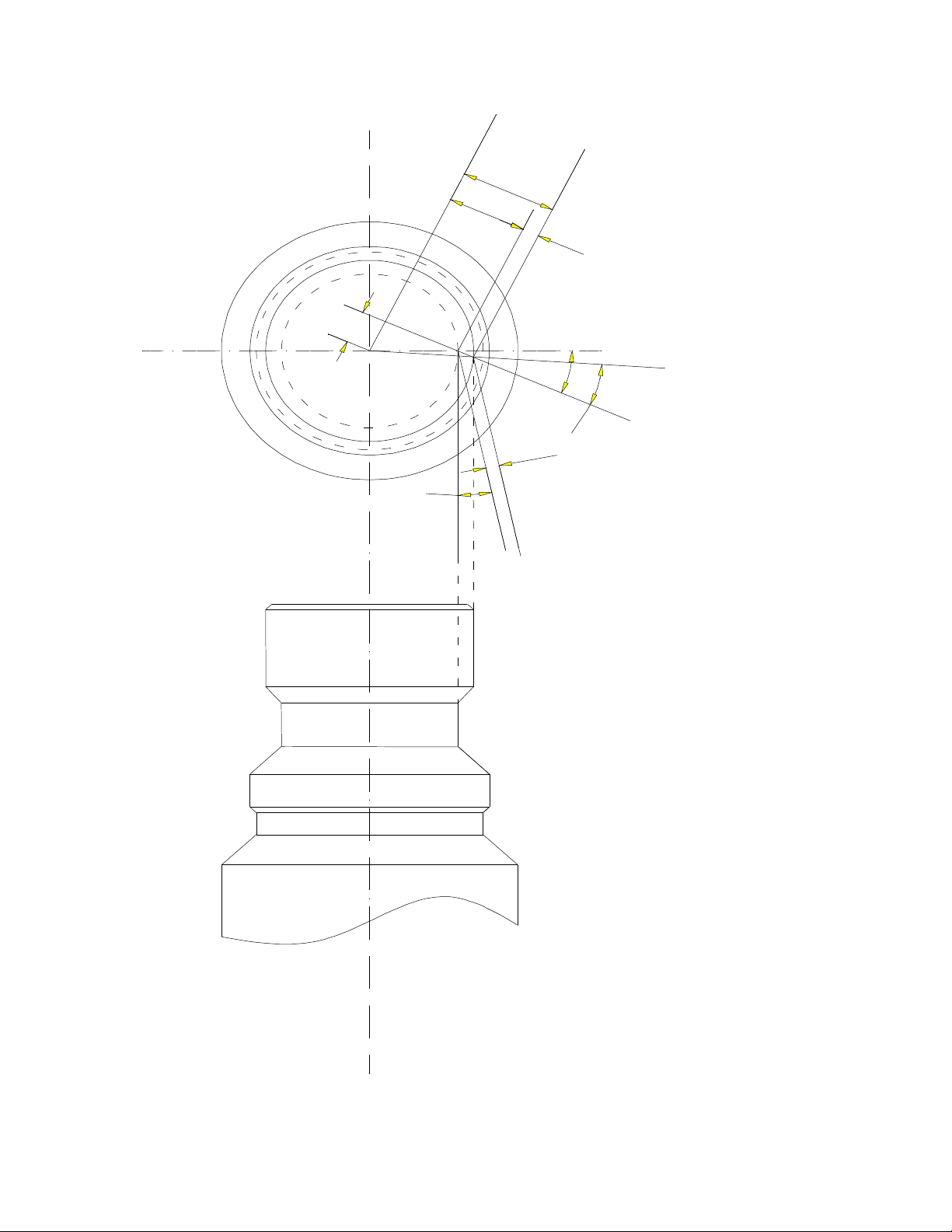
4, Sơ đồ tính toán:
Chọn điểm I (1, 1’) (điểm nằm ngang tâm chi tiết và xa chuẩn kẹp nhất) làm điểm cơ sở.
Qua điểm 1 trên hình chiếu đứng vẽ mặt trước T hợp với phương ngang một góc
0
25
.
Mặt trước T cắt các vòng tròn có bán kính 123
, , ...
r r r
tại các điểm 1, 2, 3… trên lưỡi cắt
dao Khoảng cách từ điểm 1 tới các điểm 2, 3… là chiều cao profin lưỡi cắt theo mặt
trước 2 3
, ...
. Từ các điểm 2, 3… trên lưỡi cắt dao hạ các đoạn thẳng vuông góc với mặt
sau ứng với điểm 1 được chiều cao profin lưỡi cắt trong tiết diện vuông góc với mặt sau
1 2
, ...
h h
. Các điểm 1, 2, 3… trên lưỡi cắt ứng với các điểm
0 0 0
1 ,2 ,3 ...
của profin chi tiết
Tính toán cho điểm 2:
2 2 2 2 2 2 2 1
; cos ; cos
B C B r C r
2 2 2 2 2 1
cos cos
B C r r
1
1 2 2 2
2
2 2
sin sin sin sin
cos
r
A r r acr r
h
Với một điểm i bất kì tương ứng với bán kính
i
r
ta có các công thức:
1
cos cos
i i i i
B C r r
1
sin sin
cos
i
i
i i
r
acr r
h
Tính toán cụ thể cho từng điểm trên profin chi tiết:
+, Điểm 2 : 216,5
r mm
0 0
1
2
2
14
sin sin sin sin 25 21,01
16,5
r
acr acr
r
0 0
2 2 2 2 1
cos cos 16,5cos(21,01 ) 14cos 25 2, 7144
B C r r mm
0 0
2 2 cos 2,7144cos 12 25 2,1678
h mm
+, Điểm 3: 318
r mm
0 0
1
3
3
14
sin sin sin sin 25 19,19
18
r
acr acr
r
0 0
3 3 3 3 1
cos cos 18cos(19,19 ) 14cos 25 4,3115
B C r r mm
0 0
3 3 cos 4,3115cos 12 25 3,4433
h mm
+, Điểm 4: 419
r mm
0 0
1
4
4
14
sin sin sin sin 25 18,14
19
r
acr acr
r

Đồ án môn học Thiết kế dao
Đào Công Phúc CTM3 - K50
0 0
4 4 4 4 1
cos cos 19 cos(18,14 ) 14cos 25 5,3670
B C r r mm
0 0
4 4 cos 5,3670cos 12 25 4,2863
h mm
Đồ án môn học Thiết kế dao
Đào Công Phúc CTM3 - K50
4
3
A
B
2
C
2
1
O
2
h
d2
2


























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)