
TIÊU CHUẨN QUỐC GIA
TCVN 11378:2016
ISO 5001:2012
THÉP LÁ CACBON CÁN NGUỘI DÙNG CHO TRÁNG MEN THỦY TINH
Cold-reduced carbon steel sheet for vitreous enamelling
Lời nói đầu
TCVN 11378:2016 hoàn toàn tương đương ISO 5001:2012.
TCVN 11378:2016 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 17, Thép biên soạn, Tổng cục Tiêu
chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
THÉP LÁ CACBON CÁN NGUỘI DÙNG CHO TRÁNG MEN THỦY TINH
Cold-reduced carbon steel sheet for vitreous enamelling
1 Phạm vi áp dụng
Tiêu chuẩn này áp dụng cho thép lá cacbon cán nguội có chất lượng thương mại và chất lượng kéo
dùng cho tráng men thủy tinh, trong đó bề mặt của thép lá và thành phần hóa học của kim loại nền có
tầm quan trọng đặc biệt.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi
năm công bố thì áp dụng phiên bản đã nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp
dụng phiên bản mới nhất, bao gồm cả các sửa đổi, (nếu có).
TCVN 197-1 (ISO 6892-1), Vật liệu kim loại - Thử kéo - Phần 1: Phương pháp thử ở nhiệt độ phòng.
TCVN 7574 (ISO 16162), Thép tấm cán nguội liên tục - Dung sai kích thước và hình dạng.
3 Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau
3.1
Thép lá dùng cho tráng men thủy tinh (steel sheet for vitreous enamelling)
Sản phẩm thu được từ thép lá được cán (dát) nguội có bề mặt được gia công tinh mờ và thành phần
hóa học cũng như quá trình gia công được nhà sản xuất lựa chọn hợp lý để chuẩn bị thép lá cho chế
tạo và tráng men thủy tinh.
CHÚ THÍCH: Sản phẩm được chế tạo theo các chiều dày 0,35mm và dày hơn (thường tới 3mm) và
chiều rộng 600mm và rộng hơn ở dạng cuộn và các tấm cắt. Thép lá dùng cho tráng men thủy tinh có
chiều rộng nhỏ hơn 600mm có thể được xẻ ra từ thép lá rộng và sẽ được xem là thép lá.
3.2
Cán là (skin pass)
Quá trình cán nguội nhẹ cuối cùng cho thép lá được gia công hoàn toàn bằng cán (dát) nguội.
CHÚ THÍCH: Mục đích của cán nguội nhẹ cuối cùng là một trong các vấn đề sau:
a) Giảm tới mức tối thiểu tạm thời sự xảy ra các vùng trượt (các đường Luder) hoặc sự tạo rãnh nhăn
trong quá trình chế tạo các chi tiết được gia công tinh;
b) Thu được độ nhẵn gia công tinh bề mặt yêu cầu cho tráng men thủy tinh;
c) Điều chỉnh hình dạng.
3.3
Thép ổn định hóa không hình thành pha xen kẽ (stabilized interstitial steel)
Thép có hàm lượng cacbon rất thấp trong đó tất cả các nguyên tố tạo thành pha xen kẽ được kết hợp
với titan và/hoặc có nguyên tố tương đương.
3.4
Kiểu tráng men thủy tinh (types for vitreous enamelling)
3.4.1
Kiểu 1 (type 1)
Thép lá thích hợp cho tráng men hai lớp.
CHÚ THÍCH: Kim loại nền của kiểu này bị giảm độ bền sau khi nung lớp men và nếu đây là một vấn
đề thì nên hỏi ý kiến nhà sản xuất.
3.4.2
Kiểu 2 (type 2)
Thép có hàm lượng cacbon rất thấp thích hợp cho tráng men trực tiếp (một lớp) cũng như cho tráng
men hai lớp dùng cho các ứng dụng đặc biệt (tính chống chảy giọt).
CHÚ THÍCH: Cần lưu ý rằng kiểu này bị giảm độ bền sau khi nung và, nếu đây là vấn đề thì nên hỏi ý
kiến nhà sản xuất. Về các chi tiết của ứng dụng đặc biệt khác, xem chú thích cuối bảng “a” của Bảng
1.
3.4.3
Kiểu 3 (Type 3)
Thép lá không hình thành pha xen kẽ có hàm lượng cacbon cực kỳ thấp và khả năng tạo hình rất tốt
thích hợp cho tráng men một hoặc hai lớp.
3.5
Lô (lot)
Một lô gồm có 50 tấn hoặc ít hơn có cùng một chất lượng, được cán tới cùng một chiều dày và trong
cùng một điều kiện (trạng thái bề mặt).
4 Ký hiệu chất lượng thép lá dùng cho tráng men thủy tinh
4.1 Thép lá chất lượng thương mại (VEO1) dự định dành cho các mục đích chế tạo thông thường
trong đó thép lá được sử dụng ở trạng thái phẳng, hoặc dùng cho uốn hoặc tạo hình vừa phải.
4.2 Thép lá chất lượng kéo (VEO2, VEO3, VEO4 và VEO5) dự định dành cho kéo và tạo hình nặng
(khắc nghiệt). Thép được cung cấp theo tất cả các yêu cầu của tiêu chuẩn này hoặc theo thỏa thuận
khi đặt hàng để chế tạo một chi tiết xác định, trong trường hợp này không áp dụng các cơ tính của
Bảng 4. Nếu hóa già do ứng suất được giảm tối thiểu thì nên quy định sử dụng loại VEO4 hoặc
VEO5.
Các chất lượng kéo được nhận biết như sau:
VEO2 - chất lượng kéo;
VEO3 - chất lượng vuốt sâu;
VEO4 - chất lượng vuốt sâu có khử oxy bằng nhôm;
VEO5 - chất lượng vuốt sâu (ổn định hóa không hình thành pha xen kẽ).
4.3 Các ký hiệu trong 4.1 và 4.2 bao gồm các chất lượng của thép lá dùng cho tráng men thủy tinh.
Ký hiệu VE biểu thị “tráng men thủy tinh” tương tự như CR “cán (dát) nguội”. Các số 01, 02, 03, 04 và
05 được sử dụng chung cho các tiêu chuẩn khác để chỉ thị các chất lượng thương mại, kéo, vuốt sâu,
vuốt sâu có khử oxy bằng nhôm và vuốt sâu không hình thành pha xen kẽ.
5 Điều kiện sản xuất
5.1 Luyện thép
Các quá trình sử dụng trong luyện thép và chế tạo thép lá dùng cho tráng men thủy tinh do nhà sản
xuất tự do lựa chọn. Khi có yêu cầu, khách hàng phải được thông báo về quá trình luyện thép đã sử
dụng.
5.2 Thành phần hóa học
Thành phần hóa học (phân tích mẻ nấu) không được vượt quá các giá trị cho trong các Bảng 1 và 2.
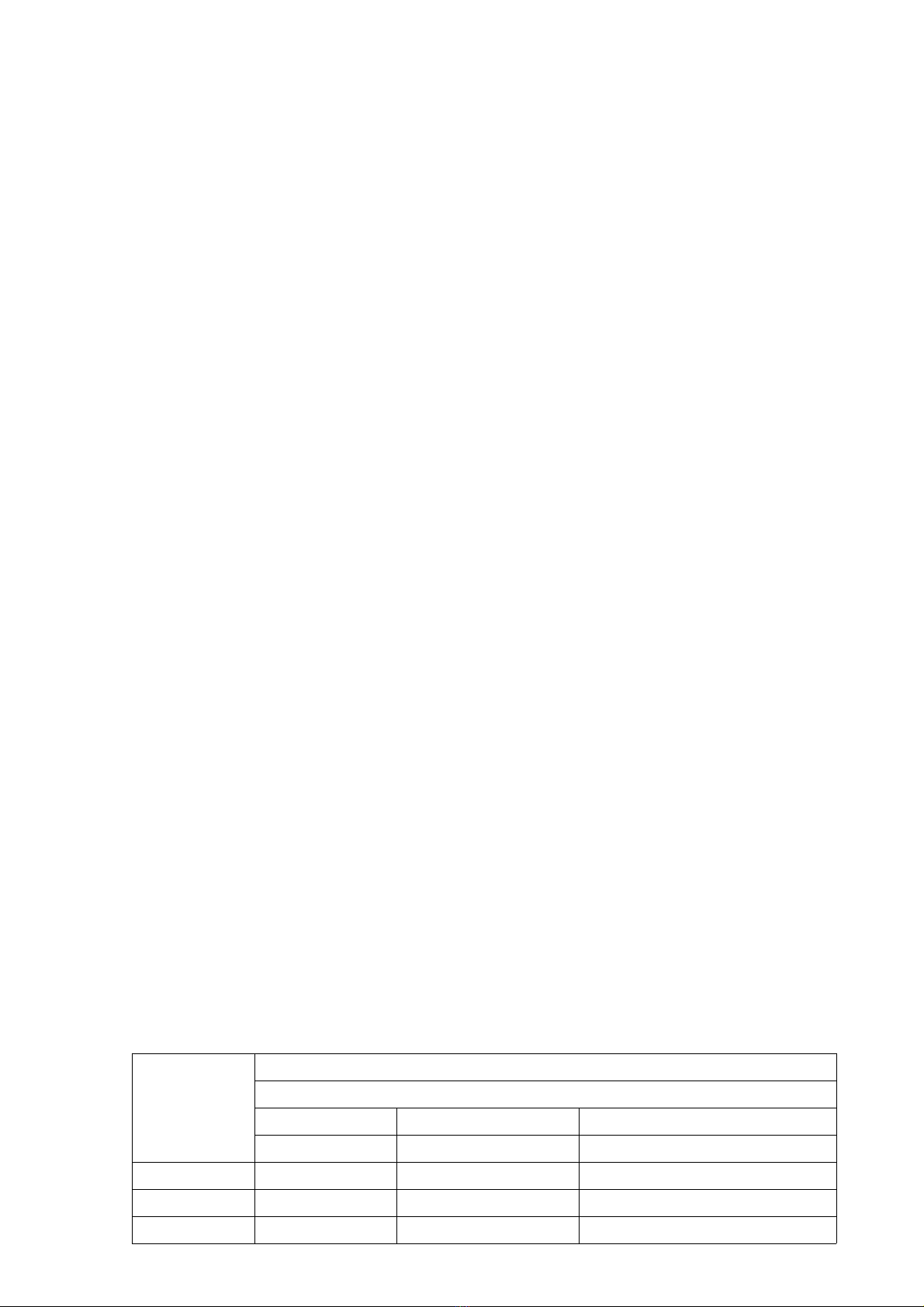
Bảng 1 - Thành phần hóa học
Nguyên tố
Thành phần, % lớn nhất (theo khối lượng)
Các kiểu tráng men thủy tinh và ký hiệu chất lượng
Kiểu 1 Kiểu 2aKiểu 3
Khử oxy bằng nhôm Không hình thành pha xen kẽ
Cacbon 0,05 0,02 0,008
Mangan 0,50 0,50 0,40
Photpho 0,040 0,040 0,040
Lưu huỳnh 0,040 0,030 0,030
Nb, Ti, Va b 0,15c
a Đối với một số ứng dụng có một lớp tráng, hàm lượng cacbon có thể được giảm đi tới nhỏ hơn
0,01% bằng các quy trình kỹ thuật ủ thích hợp để thu được chất lượng ủ đáp ứng yêu cầu. Trong các
trường hợp này vì quá trình khử cacbon xảy ra sau quá trình nấu chảy cho nên phân tích mẻ nấu
không thích hợp và có thể sử dụng phân tích sản phẩm để kiểm tra hàm lượng cacbon. Khi được
cung cấp từ thép không hình thành pha xen kẽ, các ứng dụng chất lượng VEO3 và VEO4 cũng có thể
dùng cho ứng dụng tráng men yêu cầu các mức cacbon giảm.
b Các hợp kim vi lượng được phép đáp ứng các yêu cầu đặc biệt của khách hàng.
c Niobi, tikan và vanađi, hoặc trong các liên kết khác nhau, được đưa vào để hóa hợp với cacbon và
nito để tạo ra théo không hình thành pha xen kẽ.
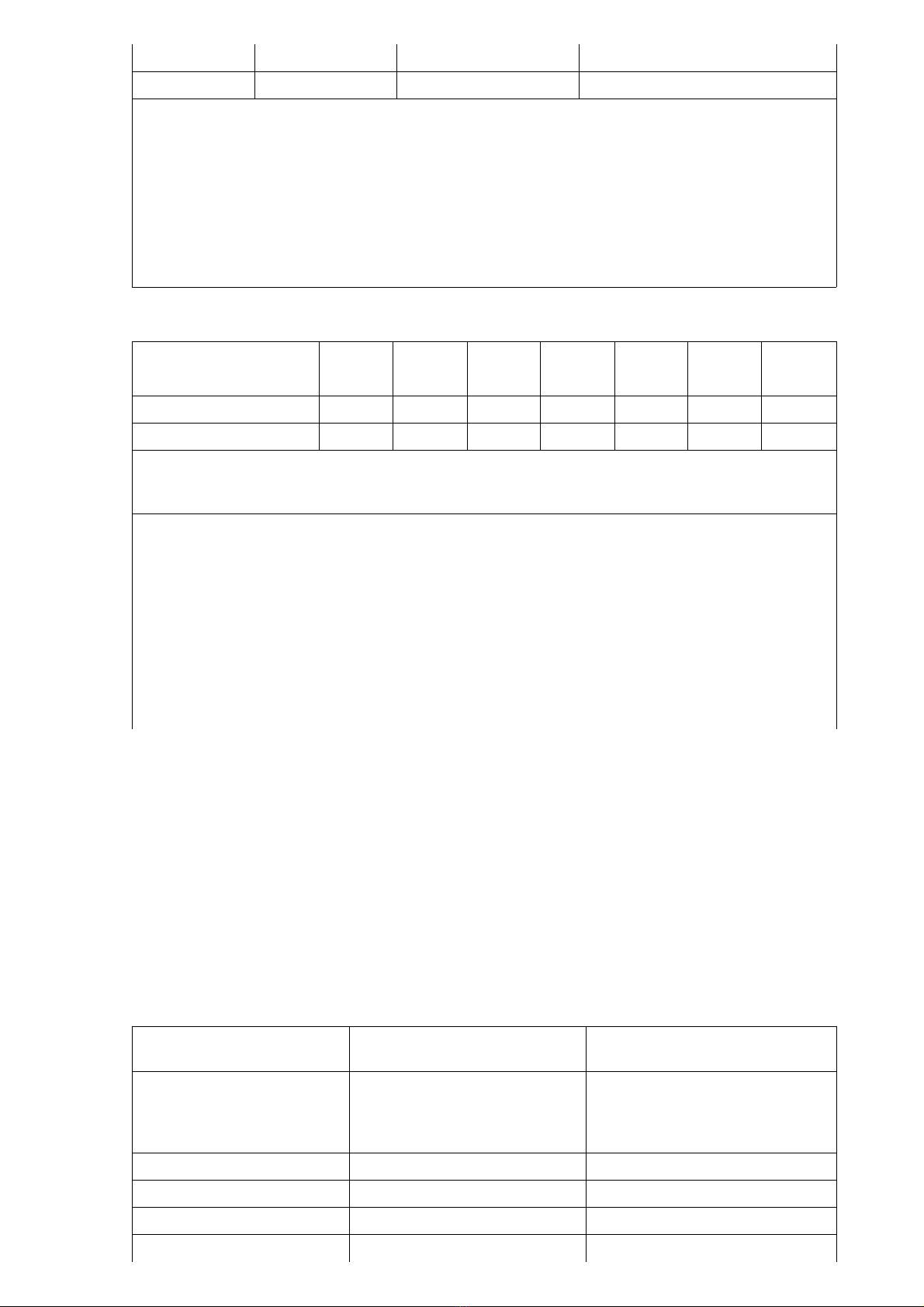
Bảng 2 - Các giới hạn cho các nguyên tố hóa học bổ sung, %
(theo khối lượng)
Nguyên tố Cua
lớn nhất
Nia
lớn nhất
Cra,b
lớn nhất
Moa,b
lớn nhất
Nbc
lớn nhất
Vcd
lớn nhất
Tid
lớn nhất
Phân tích mẻ nấu 0,20 0,20 0,15 0,06 0,008 0,008 0,008
Phân tích sản phẩm 0,23 0,23 0,19 0,07 0,018 0,018 0,018
Tất cả các nguyên tố liệt kê trong bảng này phải được đưa vào báo cáo phân tích mẻ nấu. Khi lượng
đồng, niken, crom hoặc molipden hiện diện nhỏ hơn 0,02% thì kết quả phân tích có thể được báo cáo
là < 0,02%
a Tổng lượng đồng, niken, crôm hoặc molipden không được vượt quá 0,50% cho phân tích mẻ nấu.
Khi quy định một hoặc nhiều nguyên tố trong các nguyên tố này thì không được áp dụng tổng, trong
trường hợp này chỉ áp dụng các giới hạn riêng cho các nguyên tố còn lại.
b Tổng lượng crôm và molypden không được vượt quá 0,16% cho phân tích mẻ nấu. Khi quy định một
hoặc nhiều nguyên tố trong các nguyên tố này thì không áp dụng tổng số, trong trường hợp này sẽ chỉ
áp dụng các giới hạn riêng cho các nguyên tố còn lại.
c Đối với các thép không hình thành pha xen kẽ, chỉ giá trị từ 0,15% titan và giá trị lớn nhất 0,10%
niobi và vanadi được chấp nhận để đảm bảo rằng cacbon và nitơ được ổn định hóa hoàn toàn.
d Có thể cung cấp kết quả phân tích lớn hơn 0,008 % sau khi có thỏa thuận giữa nhà sản xuất và
khách hàng.
5.3 Phân tích hóa học
5.3.1 Phân tích mẻ nấu
Nhà sản xuất phải phân tích mỗi mẻ nấu thép để xác định sự phù hợp với các yêu cầu cho trong các
Bảng 1 và 2. Khi có yêu cầu, phân tích này phải được báo cáo cho khách hàng hoặc đại diện của
khách hàng.
5.3.2 Phân tích sản phẩm
Khách hàng có thể phân tích sản phẩm để kiểm tra sự phân tích quy định đối với thép bán thành
phẩm và thép thành phẩm và phải quan tâm đến bất cứ tính không đồng nhất bình thường nào. Các
thép không phải là thép lặng (như thép sôi hoặc thép nửa lặng) không thích hợp về công nghệ cho
phân tích kiểm tra.
Đối với thép lặng, phương pháp lấy mẫu phải được thỏa thuận giữa nhà sản xuất và khách hàng tại
thời điểm đặt hàng. Dung sai cho phân tích sản phẩm phải phù hợp với Bảng 3.
Bảng 3 - Dung sai phân tích sản phẩm, % (theo khối lượng)
Nguyên tố Giá trị lớn nhất của nguyên tố
quy định
Dung sai của giá trị lớn nhất quy
định
C
0,008 ± 0,001
0,02 ± 0,005
0,05 ± 0,01
Mn 0,50 ± 0,03
P 0,04 ± 0,01
S 0,02 ± 0,01
Ti hoặc Nb hoặc Va 0,15 ± 0,01
CHÚ THÍCH: Cho phép dung sai lớn nhất nêu trên vượt quá yêu cầu quy định và không áp dụng cho
phân tích mẻ nấu.
5.4 Tính hàn
Sản phẩm hàn được một cách dễ dàng. Nên có một số đề phòng do độ cứng rất thấp của vật liệu
VEO2, VEO3, VEO4 và VEO5.
5.5 Ứng dụng
Thép lá dùng cho tráng men thủy tinh phải được nhận dạng cho chế tạo bởi tên của chi tiết hoặc ứng
dụng theo dự định. Thép lá chất lượng kéo (VEO2, VEO3, VEO4 hoặc VEO5) có thể được đưa ra chế
tạo một chi tiết đã được thỏa thuận trước giữa nhà sản xuất và khách hàng. Trong trường hợp này
phải quy định tên chi tiết, các chi tiết về chế tạo, quy định kỹ thuật tráng men thủy tinh và bất cứ các
yêu cầu đặc biệt nào khác (không có ứng suất kéo căng hoặc sự tạo rãnh) và không áp dụng các cơ
tính trong Bảng 4.
5.6 Cơ tính
Trừ khi được đặt hàng theo một chi tiết xác định như đã giải thích trong 5.5, các cơ tính của thép tại
thời điểm thép đã sẵn sàng cho chuyên chở, phải theo quy định trong Bảng 4. Phải xác định các tính
chất trên các mẫu thử thu được phù hợp với các yêu cầu của Điều 7. Sự bảo quản thép lá trong thời
gian dài có thể gây ra thay đổi trong các cơ tính (độ cứng tăng lên và độ giãn dài giảm đi sẽ dẫn đến
sự suy giảm khả năng kéo). Để giảm tới mức tối thiểu ảnh hưởng này, nên quy định sử dụng chất
lượng VEO4 hoặc VEO5.
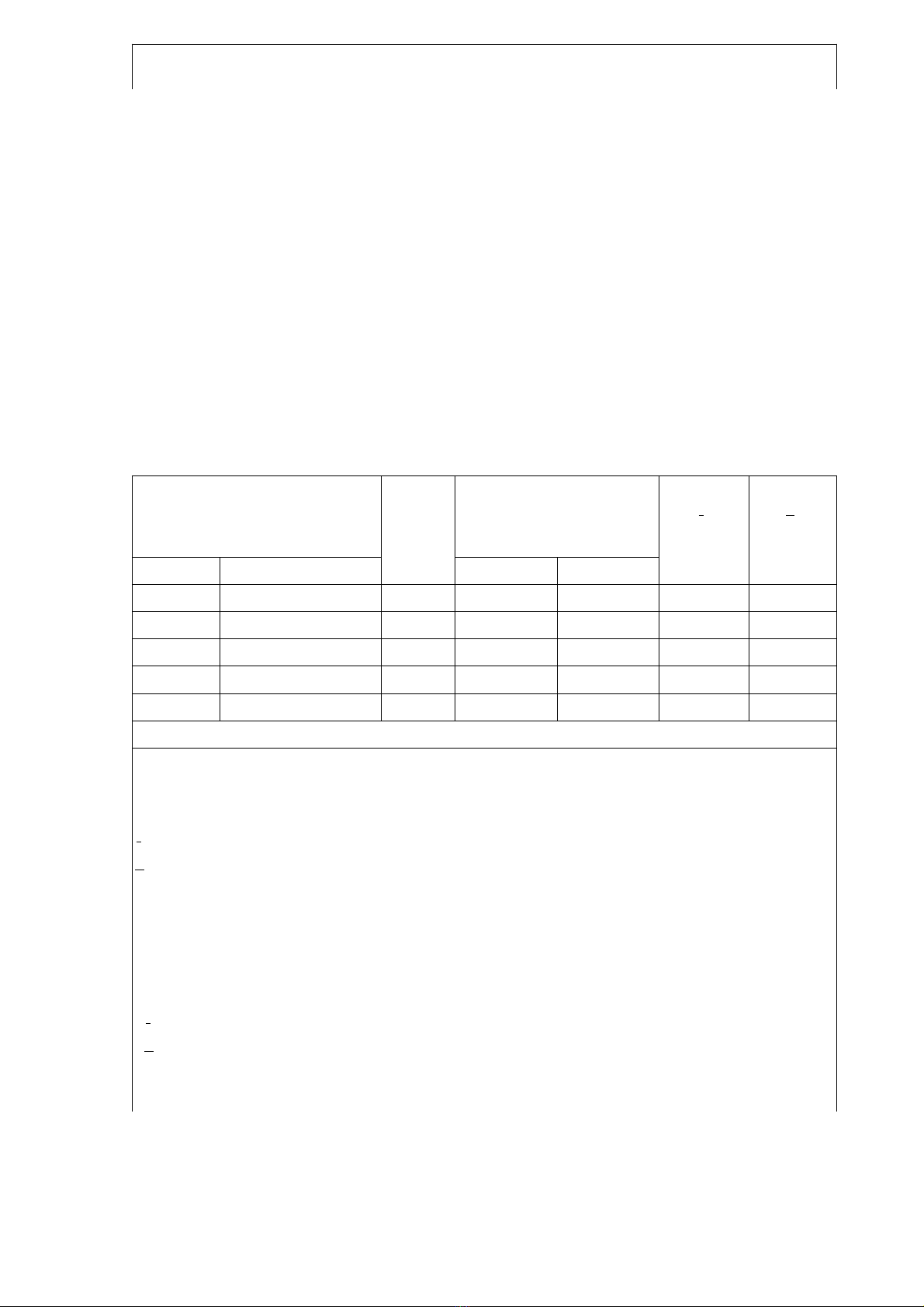
Bảng 4 - Yêu cầu về cơ tínha
Chất lượng của kim loại cơ bản Rma
lớn nhất
MPa
Ab,c
nhỏ nhất
%
r
d
nhỏ nhất
n
e
nhỏ nhất
Ký hiệu Tên Lo = 80mm Lo = 50mm
VEO1 Thương mại f410 27 28 - -
VEO2 Kéo 370 30 31 - -
VEO3 Vuốt sâu 350 34 35 - -
VEO4 Vuốt sâu 350 36 37 - -
VEO5 Vuốt rất sâu 350 38 38 1,6 0,20
CHÚ THÍCH: 1MPa = 1 N/mm2
a Rm giới hạn bền kéo
A độ giãn dài theo tỷ lệ phần trăm sau đứt
Lo chiều dài đo trên mẫu thử
r
hệ số biến dạng dẻo (chỉ số khả năng kéo) (dụng cụ chỉ thị khả năng kéo của sản phẩm).
n
chỉ số khả năng giãn dài của sản phẩm (dụng cụ chỉ thị khả năng giãn dài của sản phẩm).
b Đối với các chất lượng VEO2, VEO3 và VEO4, giới hạn bền kéo nhỏ nhất thường có để được mong
đợi là 270 MPa. Tất cả các giá trị giới hạn bền kéo được xác định tới giá trị gần nhất 10MPa. Đối với
mục đích thiết kế, có thể chấp nhận giới hạn dưới Re là 140 MPa cho VEO1, VEO2, VEO3 và VEO4
và 120 MPa cho VEO5.
c Đối với các vật liệu có chiều dày đến và bao gồm 6mm, các giá trị của độ giãn dài trong bảng này
phải được giảm đi 1.
d
r
cũng có thể được viết là r bar.
e
n
cũng có thể được viết là n bar.
f Thường không xác định các cơ tính cho các sản phẩm có chất lượng thương mại và các giá trị trong
bảng này chỉ dùng để tham khảo.
5.7 Hóa già do ứng suất.
Thép lá dùng cho tráng men thủy tinh với các chất lượng VEO1, VEO2 và VEO3 được cung cấp ở
trạng thái được cán là có xu hướng hóa già do ứng suất và hiện tượng này có thể dẫn đến:
a) Các vết bề mặt do ứng suất kéo căng (đường Luders) hoặc sự tạo rãnh khi tạo hình thép;
b) Sự suy giảm độ dẻo.

Thép lá dùng cho tráng men thủy tinh với chất lượng VEO4 được cung cấp ở trạng thái được cán là
có thể bị hóa già do ứng suất trong một số điều kiện.
Hóa già do ứng suất có thể xảy ra bởi các nguyên tử cacbon hoặc nito xuất hiện trong một dung dịch
rắn quá bão hòa và khuyến tán tới các vị trí bị lệch mạng, sự khuyến tán này phụ thuộc vào thời gian
và nhiệt độ. Sự bổ sung nhôm với số lượng đủ để lấy đi nito khỏi dung dịch rắn dưới dạng các hạt
nhôm nitrua. Các hạt này có xu hướng làm giảm tới mức tối thiểu sự hóa già ở nhiệt độ phòng do nito
và các kết quả trong điều kiện chung là thép cán nguội có khử oxy bằng nhôm không qua hóa già
thường gắn liền với VEO4. Tuy nhiên, cacbon nguyên tử thường không được giữ lại trong dung dịch
rắn với quá trình làm nguội chậm đặc trưng cho ủ của lô sản phẩm, có thể được giữ lại trong dung
dịch rắn trong quá trình ủ liên tục. Nếu quá trình ủ và tính chất hóa học của thép không được kiểm
soát đúng, vật liệu có cacbon còn lại trong dung dịch rắn sau ủ liên tục có thể dẫn đến kết quả là vật
liệu này sẽ hóa già do ứng suất ở nhiệt độ phòng và vấn đề đã lưu ý ở trên có thể xảy ra. Sự ổn định
hóa về hóa học như với VEO5 sẽ ngăn cản xảy ra vấn đề này do xử lý đúng vật liệu VEO4.
Vì các yếu tố này, điều quan trọng là phải duy trì khoảng thời gian giữa xử lý lần cuối ở máy cán và
quá trình chế tạo là tối thiểu. Sự luân chuyển phôi cán bằng sử dụng trước tiên vật liệu đã già hóa lâu
nhất là rất quan trọng. Nên tránh lưu kho lâu, không nên vượt quá sáu tuần lễ.
Đối với thép lá được cán là có các chất lượng VEO1, VEO2 và VEO3 và các đề phòng đã nêu trên, có
thể đạt được khe hở hợp lý bằng sự điều chỉnh trục nắn tức thời trước khi chế tạo tại nhà máy của
khách hàng có thể đạt được khe hở do ứng suất kéo căng và sự tạo rãnh trong khoảng thời gian sáu
tháng bằng cách cung cấp các thép không qua hóa già được cán là. Phải quy định sử dụng các chất
lượng VEO4 hoặc VEO5 trong các trường hợp này khi không chất nhận được các đường Luders và
không thể điều chỉnh thăng bằng cho trục cán.
5.8 Trạng thái bề mặt
Bề mặt của thép lá dùng cho tráng men thủy tinh không được có các khuyết tật có thể ảnh hưởng đến
hình dạng bên ngoài của sản phẩm được tráng men.
5.9 Gia công tinh bề mặt
Thép lá dùng cho tráng men thủy tinh được chế tạo bằng gia công tinh mờ có mức độ nhám phụ
thuộc vào ứng dụng cuối cùng.
5.10 Chất lượng bề mặt
5.10.1 Quy định chung
Các sản phẩm phải được cung cấp có chất lượng bề mặt A hoặc chất lượng bề mặt B.
5.10.2 Chất lượng bề mặt A (không phơi sáng)
Cho phép có các khuyết tật như các lỗ rỗ, các khuyết tật nhẹ, các vết nhỏ các vết xước không đáng
kể và sự biến màu nhẹ không ảnh hưởng đến khả năng tạo hình hoặc ứng dụng của các lớp tráng bề
mặt.
5.10.3 Chất lượng bề mặt B (phơi sáng)
Bề mặt có chất lượng tốt hơn không được có các khuyết tật có thể ảnh hưởng đến dạng bên ngoài
đồng đều của lớp tráng có chất lượng. Bề mặt khác ít nhất phải tuân theo chất lượng bề mặt A.
Trong trường hợp cung cấp ở dạng cuộn và cuộn được xẻ ra, tỷ lệ phần trăm của các khuyết tật có
thể lớn hơn trong trường hợp cung cấp ở dạng lá hoặc tấm cắt. Khách hàng phải tính đến điều này và
tỷ lệ phần trăm của các khuyết tật bề mặt chấp nhận được có thể được thỏa thuận tại thời điểm tìm
hiểu đặt hàng và đặt hàng. Trừ khi có sự thỏa thuận khác, một trong các bề mặt của sản phẩm phải
tuân theo các yêu cầu quy định. Bề mặt khác phải bảo đảm sao cho trong quá trình xử lý tiếp sau
không có ảnh hưởng có hại đến bề mặt có chất lượng tốt hơn.
5.11 Bôi dầu
Để ngăn cản sự xuất hiện gỉ thường bôi một lớp phủ dầu cho sản phẩm. Lớp phủ dầu này không
được dùng làm chất bôi trơn cho kéo hoặc tạo hình và phải loại bỏ được một cách dễ dàng bằng sử
dụng các hóa chất tẩy dầu mỡ. Sản phẩm có thể được đặt hàng không bôi dầu, nếu có yêu cầu, trong
trường hợp này, khách hàng phải có trách nhiệm hạn chế nếu xảy ra oxy hóa.
6 Dung sai kích thước và hình dạng
Các dung sai kích thước áp dụng cho thép lá dùng cho tráng men thủy tinh phải theo chỉ dẫn cho
trong TCVN 7574 (ISO 16162).
7 Lấy mẫu thử kéo
Khi được đặt hàng theo cơ tính, phải lấy một phôi mẫu thử đại diện cho thử kéo theo yêu cầu trong
Bảng 1 từ mỗi lô thép lá cho chuyên chở.
8 Yêu cầu về thử kéo

![TCVN 8297:2018: Tiêu chuẩn Quốc gia [Chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200624/sandushengshou/135x160/5421592971106.jpg)


![TCVN 12394:2018: Tiêu chuẩn Quốc gia [Chuẩn Nhất/Mới Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200623/sandushengshou/135x160/4211592886734.jpg)
![TCVN 12393:2018: Tiêu chuẩn Quốc gia [Mô tả chi tiết/Hướng dẫn áp dụng]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200623/sandushengshou/135x160/4411592886738.jpg)
![TCVN 12392-2:2018: Tiêu chuẩn Quốc gia [Mô tả chi tiết nếu cần]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200623/sandushengshou/135x160/1981592886742.jpg)


![TCVN 12300:2018: Tiêu chuẩn Quốc gia [Mô tả chi tiết/Hướng dẫn áp dụng]](https://cdn.tailieu.vn/images/document/thumbnail/2020/20200623/sandushengshou/135x160/9241592886750.jpg)


![Thông tư 05/2025/TT-BTNMT: [Hướng dẫn chi tiết/Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251222/kexauxi8/135x160/20431767814938.jpg)












