
PHƯƠNG ÁN BÀI GIẢNG
Tên bài
Vị trí bài gảng
HÀN GIÁP MỐI KHÔNG VÁT MÉP Ở VỊ TRÍ HÀN
ĐỨNG.
Thuộc bài 01: Hàn giáp mối không vát mép ở vị trí hàn đứng
(tiếp theo)
Bài học trước: Hàn giáp mối không vát mép ở vị trí hàn đứng.
Bài giảng sau: Hàn giáp mối có vát mép ở vị trí hàn đứng.
Thuộc bài 01
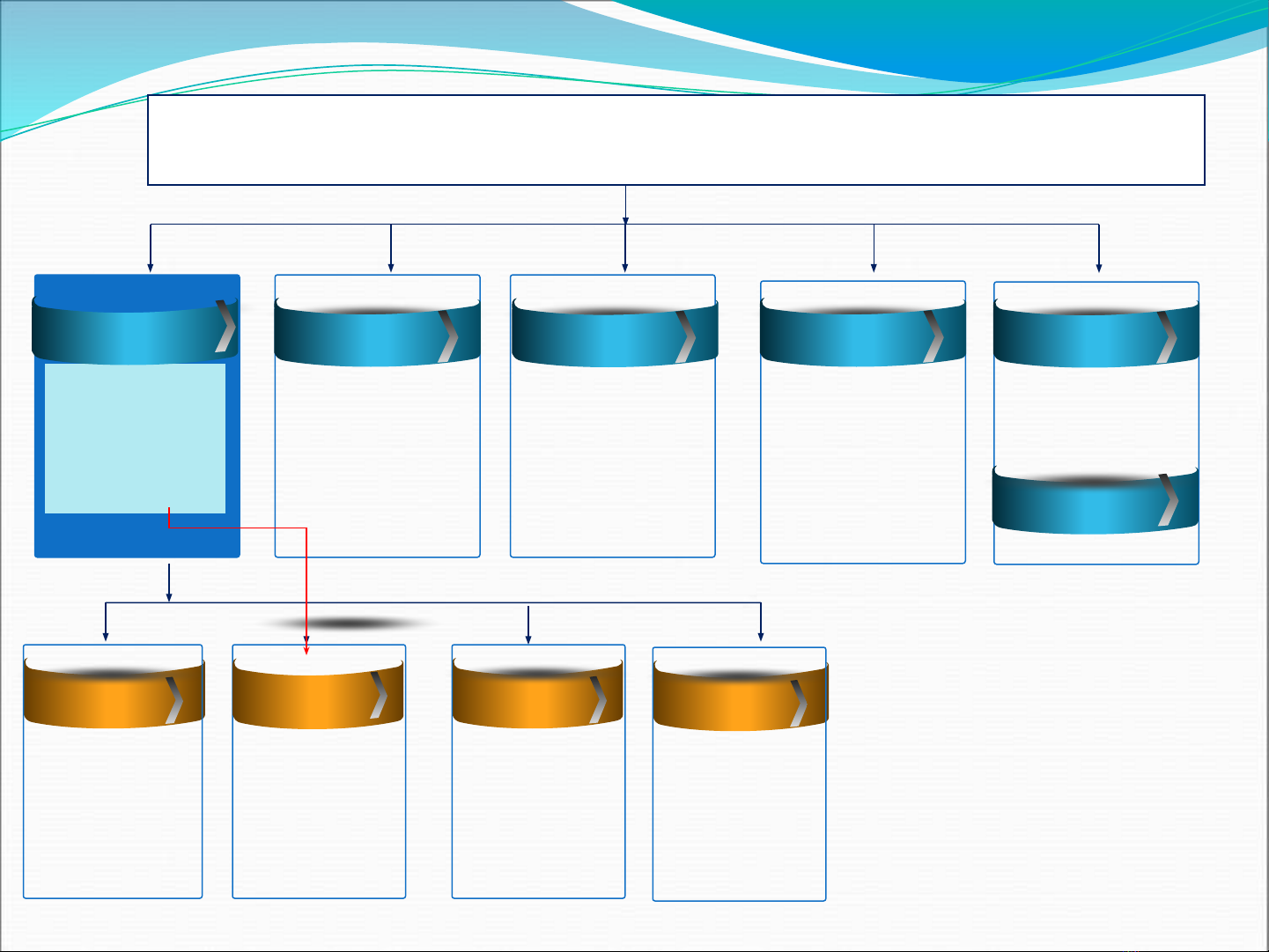
CHƯƠNG TRÌNH MÔ ĐUN HÀN MIG/MAG NÂNG CAO
MĐ 20: HÀN MIG/MAG NÂNG CAO
Tổng giờ: 120 giờ ;(Lý thuyết: 30 giờ; Thực hành: 82 giờ; Kiểm tra :8 giờ)
Hàn góc
không vát
mép ở vị trí
hàn đứng
..
Bài 2
Hàn giáp mối
co vát mép ở
vị trí hàn
đứng
r
Bài 3
Hàn giáp mối
không vát
mép ở vị trí
hàn đứng
Bài 4
Hàn góc có
vát mép ở vị
trí hàn đứng
Bài 5
……
……
Bài 12
Bài 1
1.1
Hàn đính
Hàn không
vát mép
một phía
hai chi tiết
1.3
Hàn không
vát mép
hai phía
hai chi tiết
1.4
Bài tập
tổng hợp
1.2
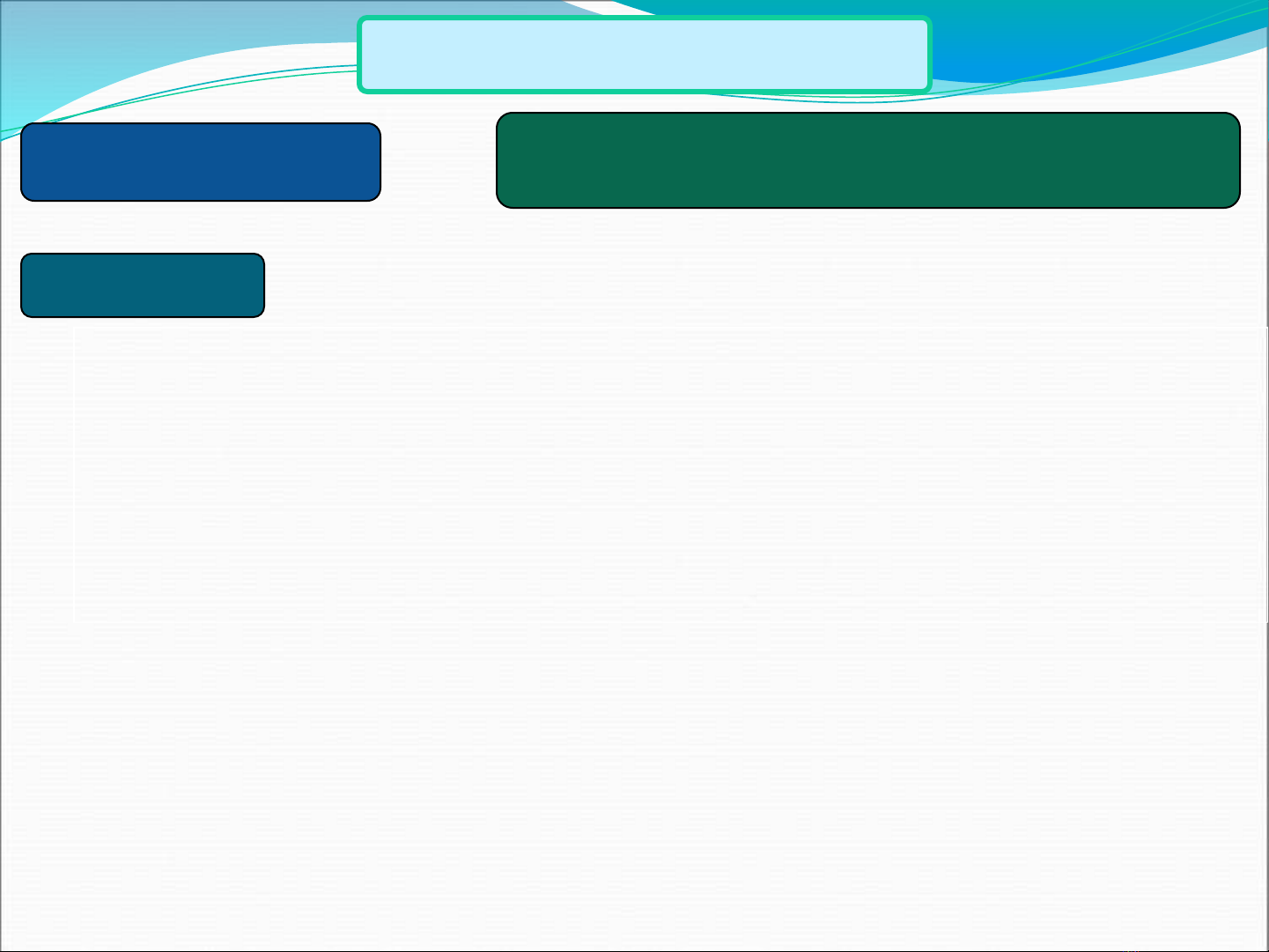
Đối tượng học tập Sinh viên: Năm thứ 3
Hệ đào tạo: Cao đẳng nghề hàn
Mục tiêu
học tập
PHƯƠNG ÁN BÀI GIẢNG
Học xong bài học này người học có khả năng
Kiến thức:
- Trình bày được quy trình hàn giáp mối không vát mép một phía 2 chi
tiết (200x50x5) ở vị trí hàn đứng bằng phương pháp hàn MIG/MAG.
- Phân tích được các sai hỏng có thể xảy ra trong quá trình hàn.
.
Kỹ năng:
- Hàn được mối hàn giáp mối không vát mép một phía 2 chi tiết
(200x50x5) ở vị trí hàn đứng bằng phương pháp hàn MIG/MAG theo đúng
quy trình các bước, đảm bảo yêu cầu kỹ thuật và thời gian hàn là 12 phút.
- Xử lý được những sai hỏng có thể xảy ra trong quá trình hàn.
Thái độ:
- Thể hiện tính cẩn thận, tích cực, chủ động, sáng tạo.
- Đảm bảo an toàn cho người và thiết bị.
PHƯƠNG ÁN BÀI GIẢNG
Đồ dùng, phương tiện dạy
học: Giáo án, tài liệu học tập, máy tính, máy chiếu, phấn, bảng
Hình thức tổ dạy học: Lý thuyết tổ chức theo lớp – Thực hành tổ chức theo cá nhân
Máy hàn,mặt nạ hàn, kính hàn, búa gõ xỉ, kìm gắp phôi , bàn chải
sắt
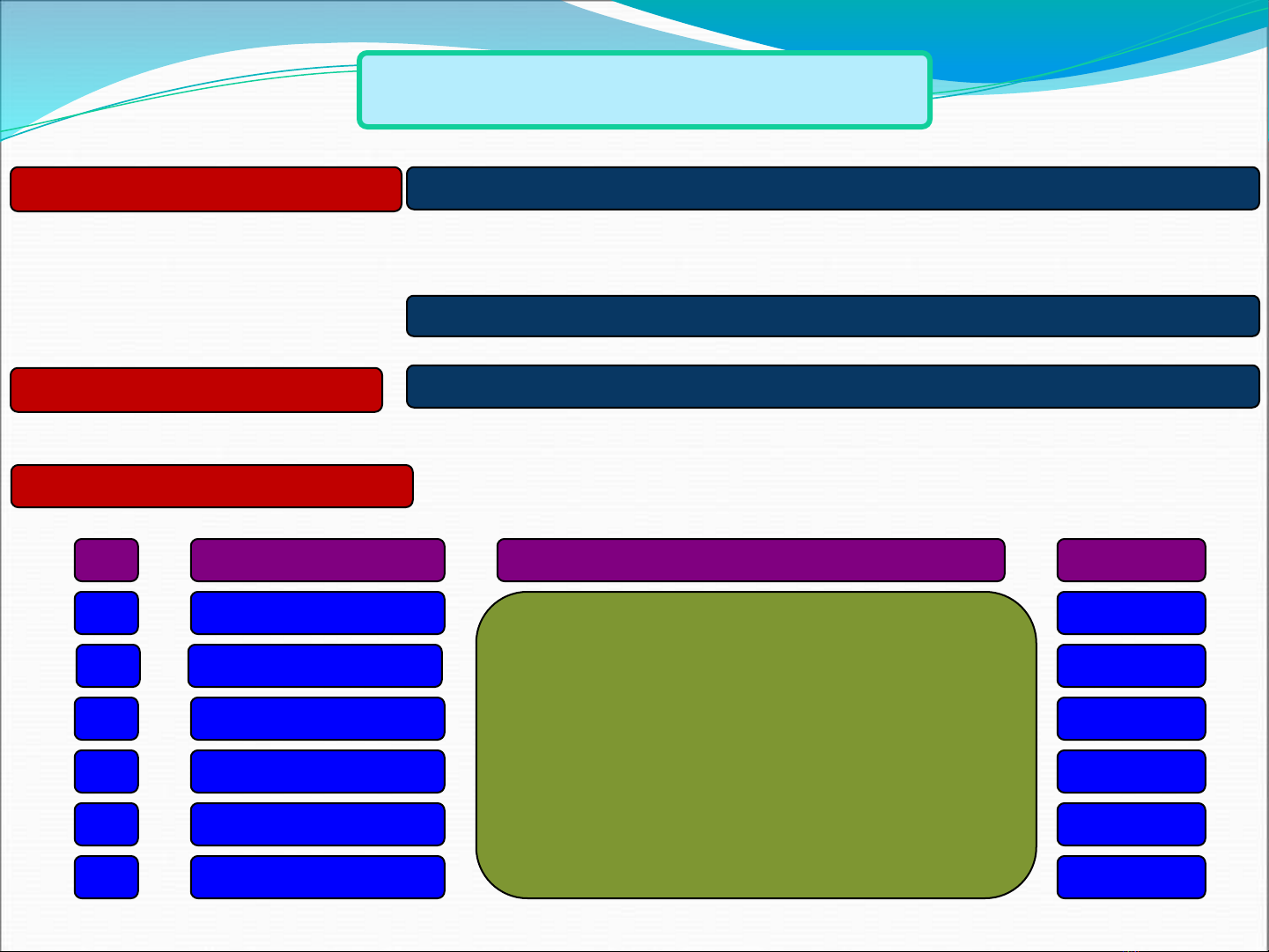
Thực hiện các bước lên lớp
T
TNội dung Phương pháp giảng dạy Thời gian
1 Ổn định lớp 01 phút
2 Dẫn nhập 04 phút
3 Giới thiệu chủ đề 02 phút
4 Giải quyết vấn đề 49 phút
5 Kết thúc vấn đề 03 phút
6 Hướng dẫn tự học 01 phút
Sử dụng kết hợp các phương pháp
- THUYẾT TRÌNH; ĐÀM THOẠI
- TRỰC QUAN
-THAO TÁC MẪU;
-TƯƠNG TÁC TÍCH CỰC VỚI HỌC
SINH

I. MỤC TIÊU:
Kiến thức:
- Trình bày được quy trình hàn giáp mối không vát mép một phía 2 chi
tiết (200x50x5) ở vị trí hàn đứng bằng phương pháp hàn MIG/MAG.
- Phân tích được các sai hỏng có thể xảy ra trong quá trình hàn.
.
Kỹ năng:
- Hàn được mối hàn giáp mối không vát mép một phía 2 chi tiết
(200x50x5) ở vị trí hàn đứng bằng phương pháp hàn MIG/MAG theo đúng
quy trình các bước, đảm bảo yêu cầu kỹ thuật và thời gian hàn là 12 phút.
- Xử lý được những sai hỏng có thể xảy ra trong quá trình hàn.
Thái độ:
- Thể hiện tính cẩn thận, tích cực, chủ động, sáng tạo.
- Đảm bảo an toàn cho người và thiết bị.


![Bài giảng Hàn 1G không vát mép: Hai chi tiết 200x50x5 [Chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2023/20230711/phuong5901/135x160/7651689050515.jpg)





![Bài giảng Hàn cơ bản: Bài 1 - Trần Thanh Ngọc [Chuẩn Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2022/20221223/trangtrang0906/135x160/3091671783237.jpg)






![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)