4/8/2010
1
CÔNG NHỆ CÁN (CALENDERING)
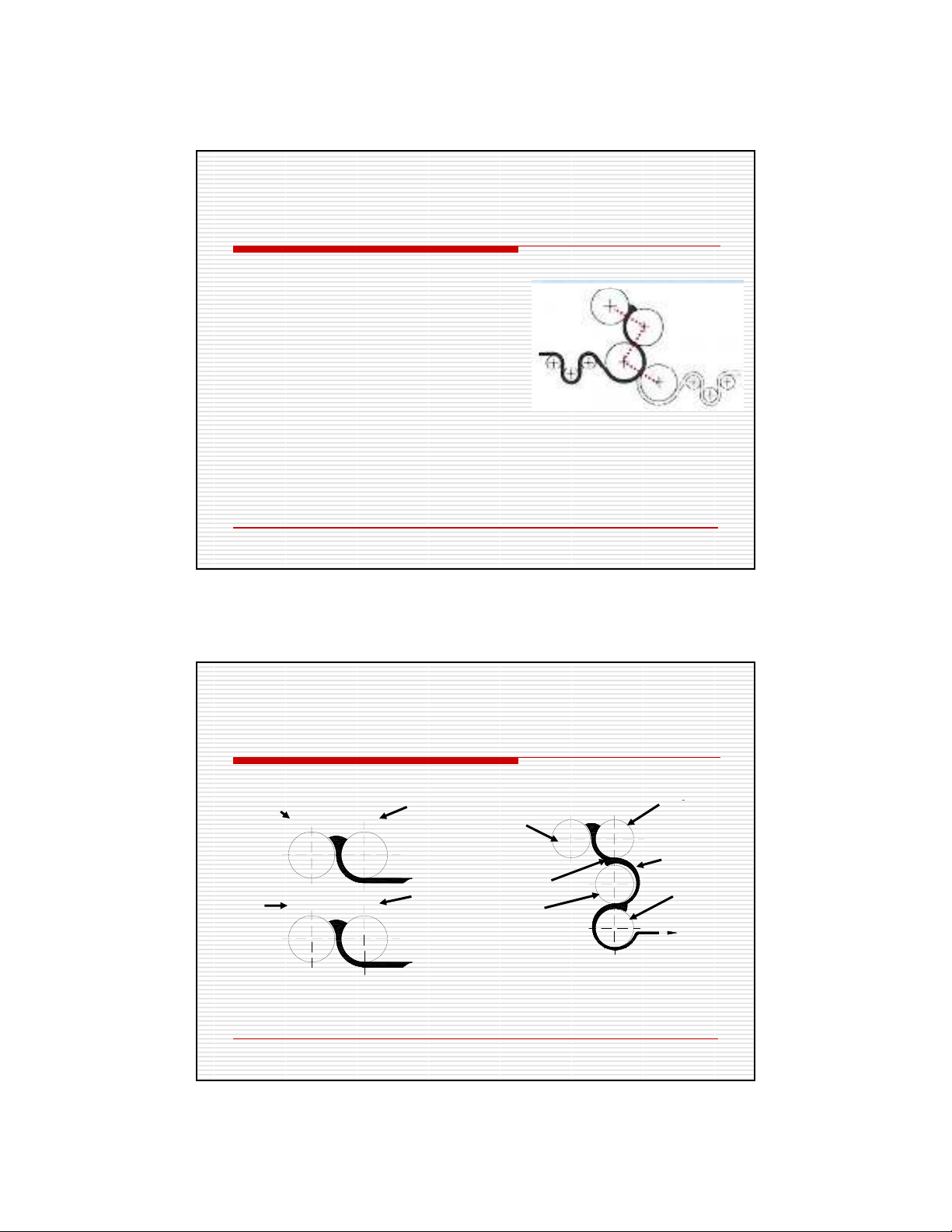
Quá trình cán được dùng để tạo ra các sảnphẩmnhưmàng và tấm.
Là quá trình liên tục.
là
quá
trình
đồng
bộ
từ
việc
biến
đổi
vật
liệu
thô
ép
chúng
và
đảy
1 Khái niệm công nghệ cán.
là
quá
trình
đồng
bộ
từ
việc
biến
đổi
vật
liệu
thô
,
ép
chúng
và
đảy
chúng qua các cặp con lănvàchuối cùng tạo thành sảnphẩmvớichiều
dầyvàchiềurộng theo yêu cầu
CHƯƠNG 5 CÁC PHƯƠNG PHÁP GIA CÔNG (TT) 1
PGS.TS THÁI THỊ THU HÀ
5.3. CÔNG NGHỆ CÁN
(Calendaring)
1 Khái niệm công nghệcán.
ẩ
ấ
ề
Tạocácsảnph
ẩ
mdạn
g
t
ấ
mcóchi
ề
u dài vô tận.
Tấmcóchiềudầy không đổi trên toàn bộSP.
-Chiềudầythường từ(0,1-0,5)mm, nếu dùng vớivảithìchiềudàycóthể
là (0,025- 1,3 )mm.
-Tiềnđầutưban đầulớnchọnlọai thiếtbịthích hợp.
-Có thểdùng để bọcnhựa PVC lên vảihoặcgiấy
Nó
có
ưu
điểm
là
tốc
độ
đi
qua
cao
so
với
công
nghệ
đùn
CHƯƠNG 5 CÁC PHƯƠNG PHÁP GIA CÔNG (TT)
Nó
có
ưu
điểm
là
tốc
độ
đi
qua
cao
,
so
với
công
nghệ
đùn
.
Không giống đùn và ép phun, các dạng của cán thường là ởdạng tấmkhi
đùn liên tục qua các con lăn và nó không giữlại
Các nhà máy cán thường thường chứavậtliệu thô hoặcởdạng bột trong các
silo hoặc trong các bồnchứađốivớidạng lỏng .
2PGS.TS THÁI THỊ THU HÀ
4/8/2010
2
5.3.1 CÁC DẠNG SƠ ĐỒ CÁN
Đối với cán kim lọai
CHƯƠNG 5 CÁC PHƯƠNG PHÁP GIA CÔNG (TT) 3PGS.TS THÁI THỊ THU HÀ
Cán giấy và cán nhựa
5.3.1 CÁC DẠNG SƠ ĐỒ CÁN
CHƯƠNG 5 CÁC PHƯƠNG PHÁP GIA CÔNG (TT) 4PGS.TS THÁI THỊ THU HÀ
4/8/2010
3
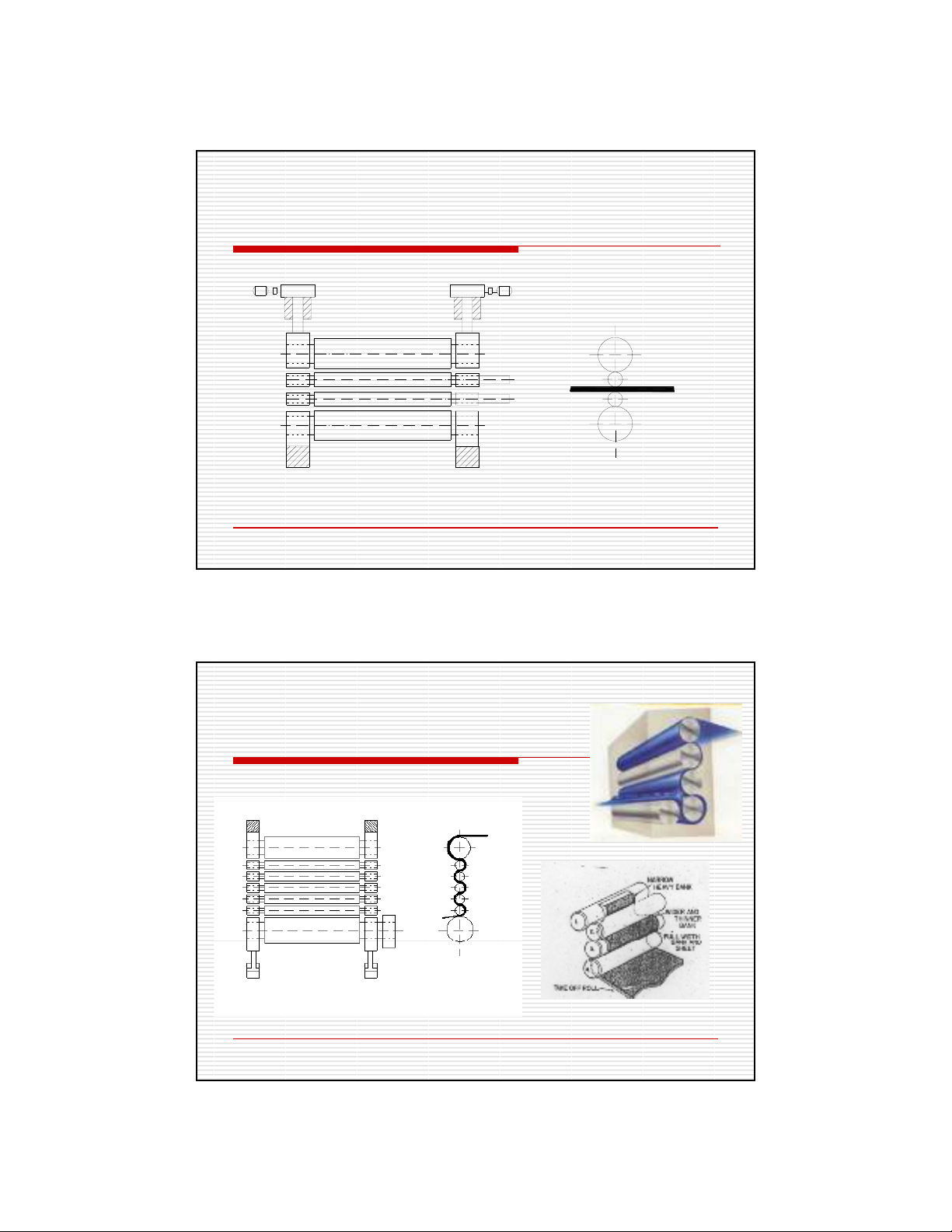
Vậtđượccấpvào
khe hởgiữacáccon
lăn
của
máy
cán
để
5.3.1 C
Á
C DẠNG SƠ Đ
Ồ
C
Á
N
lăn
của
máy
cán
để
tạo thành sản
phẩmdạng tấm.
Dạng tấmđượcđẩy
từtừqua hai hoặc
ba
hoặc
bốn
con
ba
hoặc
bốn
con
lăn. Thường có bốn
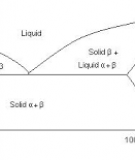
dạng cơbản:
CHƯƠNG 5 CÁC PHƯƠNG
PHÁP GIA CÔNG (TT) 5PGS.TS THÁI THỊ THU HÀ
Phân lọai các cặp trục cán chất dẻo
5.3.1 C
Á
C DẠNG SƠ Đ
Ồ
C
Á
N
CHƯƠNG 5 CÁC PHƯƠNG PHÁP GIA CÔNG (TT) 6PGS.TS THÁI THỊ THU HÀ
4/8/2010
4
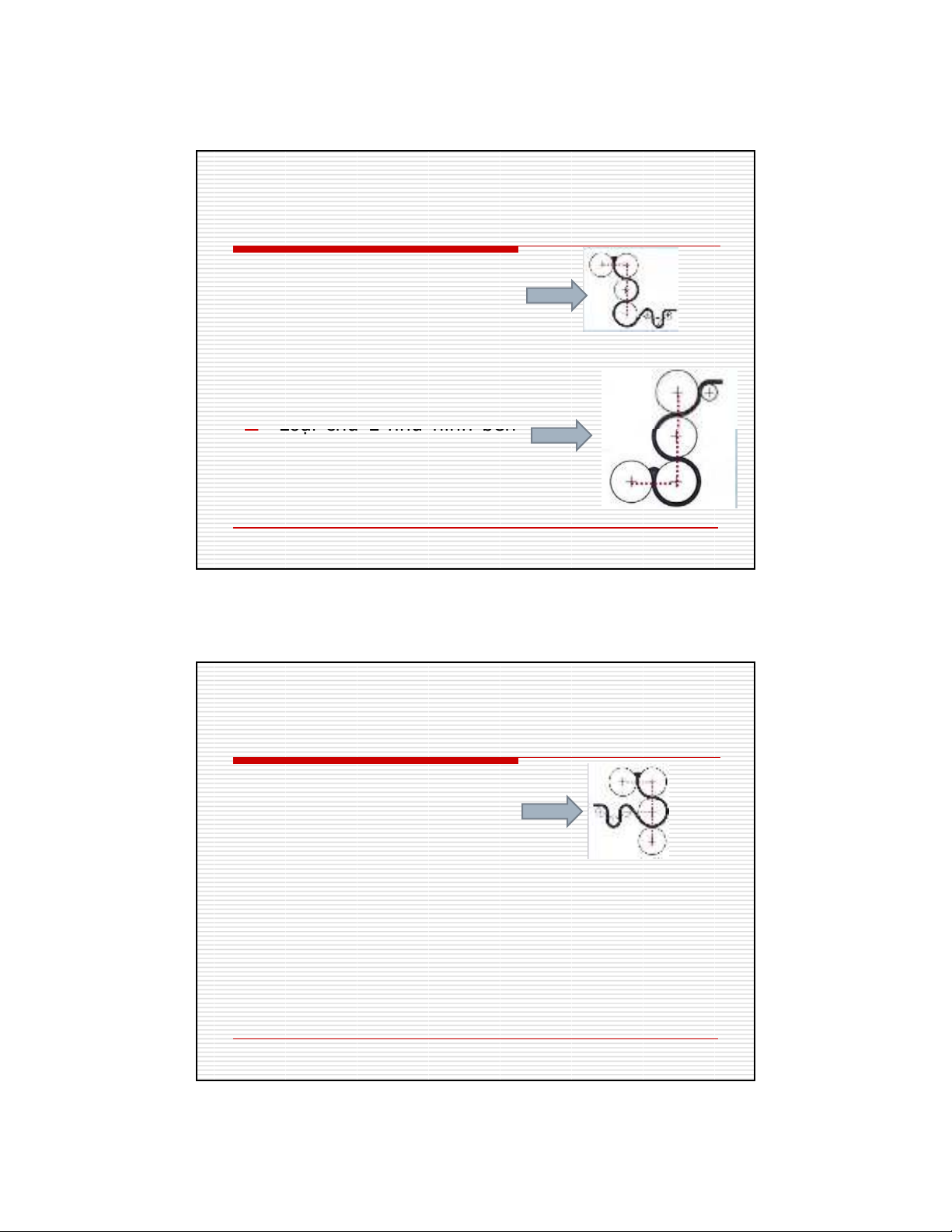
LoạichữInàythường
dùng
cho
PVC
mềm
5.3.1 C
Á
C DẠNG SƠ Đ
Ồ
C
Á
N
dùng
cho
PVC
mềm
Loại
chữ
L
như
hình
bên
Loại
chữ
L
như
hình
bên
dùng cho nhựaPVCcứng
CHƯƠNG 5 CÁC PHƯƠNG
PHÁP GIA CÔNG (TT) 7PGS.TS THÁI THỊ THU HÀ
Dạng chữ“F”, nơicấp
liệ
ở
hầ
tê
à
hầ
5.3.1 C
Á
C DẠNG SƠ Đ
Ồ
C
Á
N
liệ
u
ở
p
hầ
n
t
r
ê
n, v
à
p
hầ
n
ra thì ởcon lăngiữa.
CHƯƠNG 5 CÁC PHƯƠNG
PHÁP GIA CÔNG (TT) 8PGS.TS THÁI THỊ THU HÀ
4/8/2010
5
Dạng chữ“Z”, có thể
bốtrí thẳng hàng hoặc
nghiêng
Loại
này
có
5.3.1 C
Á
C DẠNG SƠ Đ
Ồ
C
Á
N
nghiêng
.
Loại
này
có
hai con lăn offset, phần
sảnphẩmđiracóthể
từtrên hoặcdướicon
lăn offset, hoặcphía
sau
của
con
lăn
stack
sau
của
con
lăn
stack
.
CHƯƠNG 5 CÁC PHƯƠNG
PHÁP GIA CÔNG (TT) 9PGS.TS THÁI THỊ THU HÀ
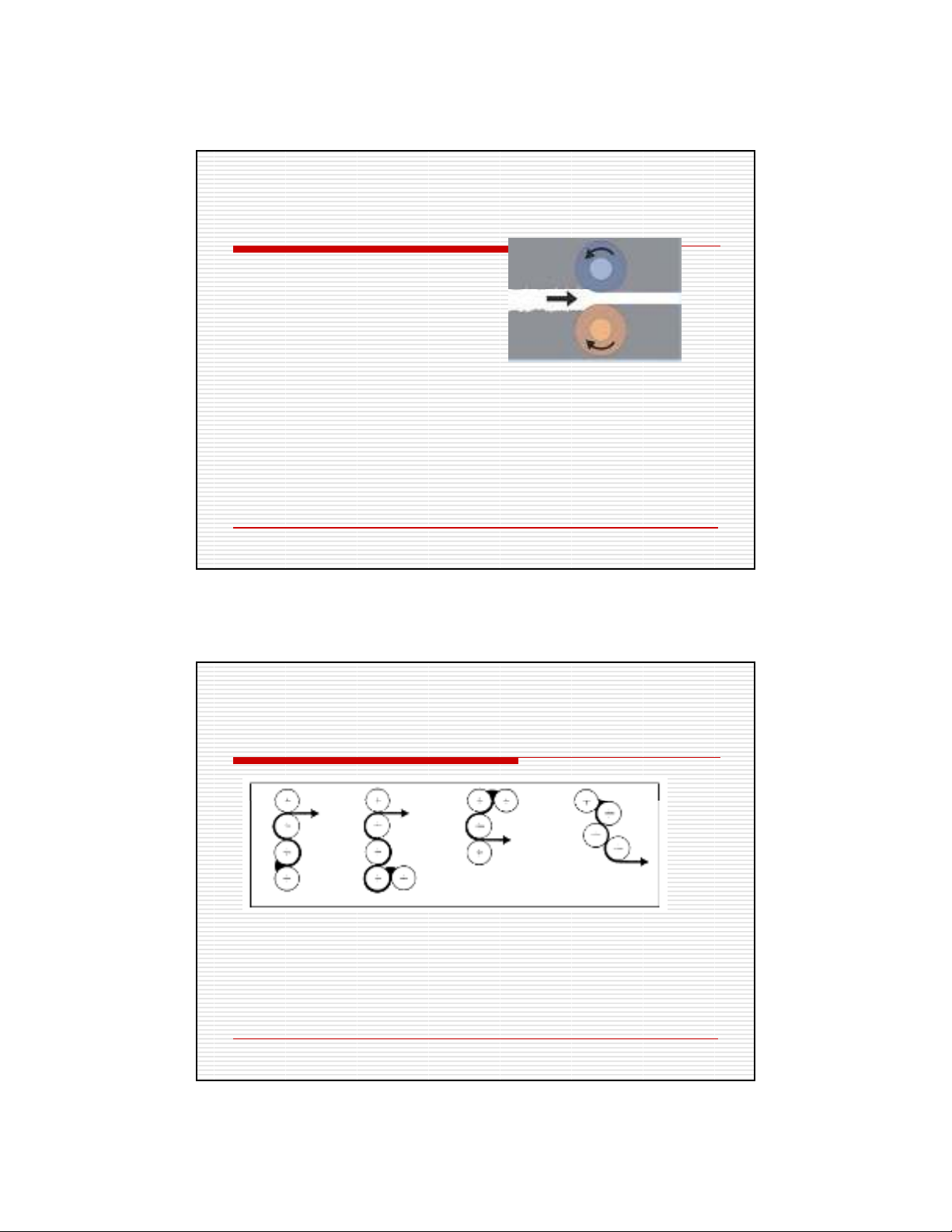
Sựtruyền nhiệtvàtốcđộ của các con lăn
Clă2
5.3.1 CÁC DẠNG SƠ ĐỒ CÁN
ChậmNhanh
Lạnh Nóng
Con lăn 1
C
on
lă
n
2
Con lăn 4
Bề mặt B
Bề mặt A
Con lăn 3
CHƯƠNG 5 CÁC PHƯƠNG PHÁP GIA CÔNG (TT) 10PGS.TS THÁI THỊ THU HÀ
![Tài liệu thực hành Công nghệ đúc nâng cao [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250506/vimitsuki/135x160/1953715870.jpg)




![Cơ sở gang thép tốt nhất: [Năm hiện tại] Cập nhật mới nhất](https://cdn.tailieu.vn/images/document/thumbnail/2014/20141002/vuloi11a1/135x160/1716647_2510.jpg)
![Công nghệ đúc áp lực: [Thêm từ khóa hoặc cụm từ liên quan để tối ưu SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2014/20140926/xuantin179/135x160/1715252_366.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)