CÔNG NGH ĐÚC ÁP L C (Ph n 1-Gi i thi u)Ệ Ự ầ ớ ệ
Ngày nay, s n ph m khuôn đúc áp l c xu t hi n trong h u h t các lĩnh v c khoa h c k thu tả ẩ ự ấ ệ ầ ế ự ọ ỹ ậ
cũng nh trong đ i s ng hàng ngày. Trong các ngành công nghi p nh , t tr c đ n nay đã sư ờ ố ệ ẹ ừ ướ ế ử
d ng r t nhi u các chi ti t, thi t b ch t o t v t li u đúc. Trong các ngành công nghi pụ ấ ề ế ế ị ế ạ ừ ậ ệ ệ
n ng x a kia h u h t các chi ti t máy, các thi t b đ u đ c ch t o t thép. ặ ư ầ ế ế ế ị ề ượ ế ạ ừ v t li u dùngậ ệ
trong khuôn đúc áp l c th ng là các h p kim c a nhôm, s n ph m ch t o t h p kim nhômự ườ ợ ủ ả ẩ ế ạ ừ ợ
r t đa d ng và phong phú. D nh n ra nh t, trong đ i s ng hàng ngày cũng nh trong cácấ ạ ễ ậ ấ ờ ố ư
ngành công nghi p có r t nhi u các s n ph m s d ng ph ng pháp đúc áp l c.ệ ấ ề ả ẩ ử ụ ươ ự
Đúc là ph ng pháp ch t o các v t phâm, b ng kim lo i( ho c h p kim ) b ng cách rót kimươ ế ạ ậ ằ ạ ặ ợ ằ
lo i ho c h p kim l ng vào khuôn có hình d ng nh t đ nh sau khi kim lo i l ng đông đ c taạ ặ ợ ỏ ạ ấ ị ạ ỏ ặ
nh n đ c v t ph m, có hình d ng và kích th c phù h p v i yêu c u.ậ ượ ậ ẩ ạ ướ ợ ớ ầ
N u v t ph m đ t đ c đ bóng, đ chính xác dùng đ c ngay g i là chi ti t đúc.ế ậ ẩ ạ ượ ộ ộ ượ ọ ế
N u v t ph m ph i gia công c khí, gia công áp l c đ nâng cao đ chính xác v hình d ngế ậ ẩ ả ơ ự ể ộ ề ạ
kích th c g i là phôi đúc.ướ ọ
Các ph ng pháp: đúc chia làm 2 ph ng phápươ ươ
+ Đúc trong khuôn cát
+ Đúc đ c bi t : bao g m đúc trong khuôn kim lo i, đúc áp l c, đúc li tâm, đúc trong khuônặ ệ ồ ạ ự
m u cháy.ẫ
1.1 - ĐÚC TRONG KHUÔN CÁT.
1.1.1 Khái ni mệ
Khuôn cát là khuôn đúc đ c m t l n, đ c ch t o b ng h n h p mà trong đó cát là thànhượ ộ ầ ượ ế ạ ằ ỗ ợ
ph n ch y u.ầ ủ ế

Đúc trong khuôn cát có th đúc đ c nh ng v t đúc l n , ph c t p nh ng đ chính xác th p,ể ượ ữ ậ ớ ứ ạ ư ộ ấ
ch tt l ng b m t kém, năng su t th p, th ph i có tay ngh cao.Phù h p v i s n xu t đ nấ ượ ề ặ ấ ấ ợ ả ề ợ ớ ả ấ ơ
chi c.ế
1.1.2 Qui trình đúc trong khuôn cát bao g mồ
Chia làm 3 b c:ướ
1) chu n b s n xu t:ẩ ị ả ấ
+ Chu n b thi t k : B ph n kĩ thu t căn c vào b n v chi ti t máy l p ra b n v đúc, tínhẩ ị ế ế ộ ậ ậ ứ ả ẽ ế ậ ả ẽ
toán , x lí các yêu c u kĩ thu t.ử ầ ậ
+ Chu n b công ngh : ch t o các b m u(v t đúc, lõi, h th ng rót..) làm khuôn(lòngẩ ị ệ ế ạ ộ ẫ ậ ệ ố
khuôn, lòng h th ng rót, đ u ngót, đ u h i), làm lõi.ệ ố ậ ậ ơ
2) s n xu t đúc:ả ấ
+ Ti n hành l p ráp khuôn, lõi ki m tra, n u ch y và rót kim lo i l ng vào khuôn sau khi đôngế ắ ể ấ ả ạ ỏ
đ c v t đúc đ c hình thành trong khuôn , ti n hành d khuôn, phá lõi ...ặ ậ ượ ế ỡ
1.1.3 H n h p làm khuôn làm lõi:ỗ ợ
1) Yêu c u đ i v i v t li u làm khuôn.ầ ố ớ ậ ệ
+ Tính d o: là kh năng bi n d ng vĩnh c u c a h n h p sau khi t o hình lòng khuôn.ẻ ả ế ạ ử ủ ỗ ợ ạ
+ Đ b n: là kh năng h n h p không b phá h y khi ch u l c, trong quá trình v n chuy n vàộ ề ả ỗ ợ ị ủ ị ự ậ ể
l p đ t.ắ ặ
+ Tính lún: là kh năng gi m th tích khi ch u l c, cho phép co giãn khi kim lo i đông đ c,ả ả ể ị ự ạ ặ
gi m th tích(tránh n t, l khuôn, lõi). Tính lún tăng khi h t to, ch t d o k t dính ít ,ch t phả ể ứ ở ạ ấ ẻ ế ấ ụ
gia tăng
+ Tính thông khí:là kh năng cho ch t khí thoát qua h n h p ra ngoài, tránh gây r khí.Tínhả ấ ỗ ợ ỗ
thông khí tăng khi cát h t to và đ u, ch t ph gia có đ x p tăng , đ t sét, k t dính, l ngạ ề ấ ụ ộ ố ấ ế ượ
n c ít.ướ
+ Tính b n nhi t: là kh năng gi đ c đ b n , không b ch y , cháy m m nhi t đề ệ ả ữ ượ ộ ề ị ả ề ở ệ ộ
cao.C n cátt to và tròn, ch t ph ít.ầ ấ ụ
+ Đ m: là l ng n c ch a trong h n h p, đ m tăng đ n 8% làm cho đ b n, đ d oộ ẩ ượ ướ ứ ỗ ợ ộ ẩ ế ộ ề ộ ẻ
c a h n h p tăng, quá gi i h n đó s có nh h ng x u.ủ ỗ ợ ớ ạ ẽ ả ưở ấ
+ Tính b n lâu: kh năng có th s d ng h n h p nhi u l n nh ng v n đ m b o yêu c u kĩề ả ể ử ụ ỗ ơ ề ầ ư ẫ ẩ ả ầ
thu t, tăng hi u qu kinh t .ậ ệ ả ế
2) Các v t li u làm khuôn, lõi:ậ ệ
+ Cát: là thành ph n ch y u SiO2ầ ủ ế
+ Đ t sét: mAl2O3+nSiO2+qH2Oấ
+ Ch t k t dính: là nh ng ch t đ a vào trong h n h p đ tăng đ d o, tăng đ b n, dính cácấ ế ữ ấ ư ỗ ợ ể ộ ẻ ộ ề
h t l a v i nhau. Th ng dùng: d u th c v t, đ ng , xi măng, tr n v i cát, ch t k t dính,ạ ị ớ ườ ầ ự ậ ườ ộ ớ ấ ế
ch t ph , ch t ph tăng đ x p(mùn c a, r m r ..).ấ ụ ấ ụ ộ ố ư ơ ạ
+ Ch t s n khuôn: s n vào b m t c a tăng đ bong b m t, b n nhi t và ch u nhi tấ ơ ơ ề ặ ủ ộ ề ặ ề ệ ị ệ
1.2 - ĐÚC Đ C BI T.Ặ Ệ
1.2.1 Đúc áp l c cao.ự
1.2.1.1 Khái ni m:ệ
Đúc áp l c cao là công ngh đúc trong đó kim lo i l ng đi n đ y khuôn và đông đ c du i tácự ệ ạ ỏ ề ầ ặ ớ
d ng c a áp l c cao do khí nén ho c d u ép trong xy lanh ép t o ra.ụ ủ ự ặ ầ ạ

1.2.1.2 u, nh c đi m c a đúc áp l c cao.Ư ượ ể ủ ự
u đi m:Ư ể
+ Đúc áp l c cao có th đúc đ c các chi ti t thành m ng, ph c t p, đ chính xác cao, ch tự ể ượ ế ỏ ứ ạ ộ ấ
l ng v t đúc t t và cho t ch c xít ch t mà đúc rót không làm đ c.ượ ậ ố ổ ứ ặ ượ
Nh c đi m:ượ ể
+ Ch đúc đ c các chi ti t có kh i l ng nh .ỉ ượ ế ố ượ ỏ
+ Gía thành khuôn cao, do khuôn đúc áp l c có k t c u ph c tap, yêu c u k thu t cao.ự ế ấ ứ ầ ỹ ậ
+ Ch đúc đ c v t li u là h p kim nhôm, không đúc đ c các v t li u kim lo i màu, nhỉ ượ ậ ệ ợ ượ ậ ệ ạ ư
gang, thép…
1.2.1.3 Ph m vi ng d ng .ạ ứ ụ
Khuôn đúc áp l c đ c ng d ng r t r ng rãi trong công nghi p nh s n xu t các chi ti tự ượ ứ ụ ấ ộ ệ ư ả ấ ế
ph tùng xe máy, ôtô, các chi ti t trong lĩnh v c hàng thu , hàng không, cũng nh trong đ iụ ế ự ỷ ư ờ
s ng hàng ngày.ố
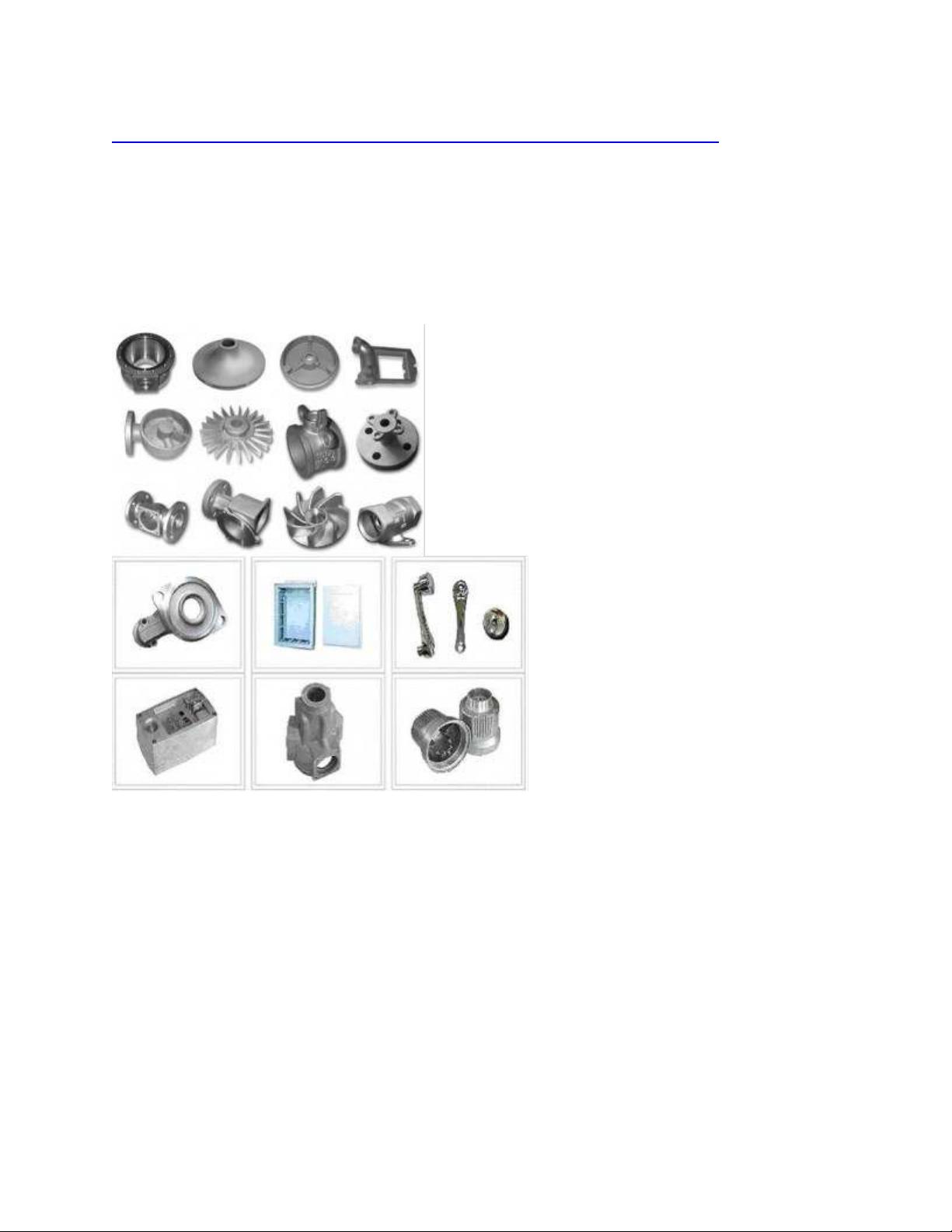
1.2.1.4 M t s s n ph m c a ph ng pháp đúc áp l cộ ố ả ẩ ủ ươ ự

CÔNG NGH ĐÚC ÁP L C (Ph n 2-Máy Đúc Áp L c)Ệ Ự ầ ự
Trong máy đúc áp l c cao, lo i máy nào cũng bao g m hai b ph n thu l c.ự ạ ồ ộ ậ ỷ ự
+ M t b ph n đóng m : hay còn g i là b ph n khoá khuôn.ộ ộ ậ ở ọ ộ ậ
+ M t b ph n ép kim lo i l ng: hay còn g i là c c u ép.ộ ộ ậ ạ ỏ ọ ơ ấ
H u h t các máy đ u có c c u khoá khuôn ki u n m ngang. C c u ép th ng đ ng ho c épầ ế ề ơ ấ ể ằ ơ ấ ẳ ứ ặ
n m ngang, ph thu c vào cách b trí phòng ép.ằ ụ ộ ố
D n đ ng cho các c c u này, là b m thu l c ki u pittông ho c b m ki u cánh. B m thuẫ ộ ơ ấ ơ ỷ ự ể ặ ơ ể ơ ỷ
l c có th l p tr c ti p ho c b trí đ c l p.ự ể ắ ự ế ặ ố ộ ậ
Ch t l ng công tác trong máy đúc áp l c th ng là d u khoáng v t, ho c huy n phù d u ho cấ ỏ ự ườ ầ ậ ặ ề ầ ặ
d u khác.ầ
+ u đi m: D u khoáng v t có tính bôi tr n và ch ng ăn mòn t t, tính ch t làm vi c khá nƯ ể ầ ậ ơ ố ố ấ ệ ổ
đ nh, giá thành th p cho nên đ c s d ng khá ph bi n.ị ấ ượ ử ụ ổ ế
+ Nh c đi m: D u khoáng v t là d cháy, làm ô nhi m môi tr ng.ượ ể ầ ậ ễ ễ ườ

Đ ti t ki m ch t l ng công tác làm vi c trong đi u ki n áp su t cao, trên máy ng i taể ế ệ ấ ỏ ệ ề ệ ấ ườ
th ng l p thêm bình ch a chuyên d ng. Bình ch a ch u áp l c cao, có l p đ m khí cho nênườ ắ ứ ụ ứ ị ự ớ ệ
ch s d ng b m ho c đ ng c đi n có công su t nh cũng đã đ m b o đ c áp l c làmỉ ử ụ ơ ặ ộ ơ ệ ấ ỏ ả ả ượ ự
vi c.ệ
Trong s n xu t hi n nay, máy đúc áp l c cao đ oc s n xu t theo hai ki u chính:ả ấ ệ ự ự ả ấ ể
+ Máy đúc áp l c bu ng ngu iự ồ ộ
+ Máy đúc áp l c bu ng nóngự ồ
A.Máy đúc áp l c bu ng ngu iự ồ ộ
Máy đúc áp l c ki u bu ng ngu i chia thành ba d ngự ể ồ ộ ạ
+ Ki u n m ngang.ể ằ
+ Ki u ép th ng đ ng t d i lên.ể ẳ ứ ừ ướ
+ Ki u ép th ng đ ng t trên xu ngể ẳ ứ ừ ố
•Đúc áp l c trong bu ng ngu i ki u th ng đ ng t trên xu ng (hình 1.2a) có th coi làự ồ ộ ể ẳ ứ ừ ố ể
ph ng pháp ép tr c ti p, Nguyên lý làm vi c mô t nh sau.ươ ự ế ệ ả ư
- Khi pittông 1 đi lên, kim lo i l ng đ c n p vào bu ng ép s đông đ c ngay t i ch th tạ ỏ ượ ạ ồ ẽ ặ ạ ỗ ắ
dòng 2 mà không th đi vào h c khuôn 1 đ c. Khi piston 1 đi xu ng, d i tác d ng c a ápể ố ượ ố ướ ụ ủ
l c cao, ph n kim lo i đã đông đ c t i ch th t dòng 2 s b đ y xu ng d i và kim lo iự ầ ạ ặ ạ ỗ ắ ẽ ị ẩ ố ướ ạ
l ng đi n đ y trong khuôn đúc 3.ỏ ề ầ
- Ph ng pháp ép này phù h p v i đúc k m, magiê và nhôm.ươ ợ ớ ẽ
•Máy đúc áp l c bu ng ngu i ki u th ng đ ng, ép t d i lên đ c mô t trên hìnhự ồ ộ ể ẳ ứ ừ ướ ượ ả
1.2b, bu ng ép b trí n a khuôn d i.ồ ố ở ử ướ
- Khi piston 1 đi xu ng, kim lo i l ng n p vào bu ng ép. Khi piston đi lên và v t qua l n p,ố ạ ỏ ạ ồ ượ ỗ ạ
quá trình đi n đ y và ép khuôn b t đ u x y ra và duy trì v t đúc đông đ c hoàn toàn.ề ầ ắ ầ ả ậ ặ
- u nh c đi m c a ph ng pháp này là vi c s d ng m t phân khuôn n m ngang .KhiƯ ượ ể ủ ươ ệ ử ụ ặ ằ
nh c n a khuôn 3, v t đúc v n không r i xu ng. Ph i s d ng h th ng c n đ y đ t ng v tấ ử ậ ẫ ơ ố ả ử ụ ệ ố ầ ẩ ể ố ậ
đúc ra kh i khuôn.ỏ
- Ph ng pháp này phù h p cho các v t đúc l n và n ng.ươ ợ ậ ớ ặ
•M t d ng khác c a ph ng pháp này đ c mô t trên hình 1.2c.ộ ạ ủ ươ ượ ả
- Nguyên lý làm vi c nh sau : Ban đ u, chày đ 2 n m v trí cao nh t, kim lo i l ng rótệ ư ầ ỡ ằ ở ị ấ ạ ỏ
vào bu ng ép. Pittông 1 cùng v i chày đ đi xu ng đ ng th i t o l c ép lên kim lo i l ng, kimồ ớ ỡ ố ồ ờ ạ ự ạ ỏ
lo i đi n đ y h c khuôn d i tác d ng áp l c c a pittông 1. Th c ch t đây là ph ng phápạ ề ầ ố ướ ụ ự ủ ự ấ ươ
ép trên xu ng.ố
![Tài liệu thực hành Công nghệ đúc nâng cao [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250506/vimitsuki/135x160/1953715870.jpg)




![Cơ sở gang thép tốt nhất: [Năm hiện tại] Cập nhật mới nhất](https://cdn.tailieu.vn/images/document/thumbnail/2014/20141002/vuloi11a1/135x160/1716647_2510.jpg)








![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)