117
Chương 10
HỆ THỐNG ĐIỀU KHIỂN BẰNG THỦY LỰC
10.1. Các sơ đồ thủy lực
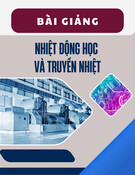
10.1.1. Máy dập thủy lực điều khiển bằng tay
0.1 Bơm; 0.2 Van tràn; 0.3 áp kế;
1.1 Van một chiều;
1.2 Van đảo chiều 3/2, điều khiển bằng tay gạt;
1.0 Xylanh.
Hình 10.1 Máy dập điều khiển bằng tay
Khi có tín hiệu tác động bằng tay, xylanh A mang đầu dập đi xuống. Khi thả tay ra, xylanh lùi về.
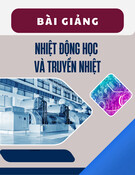
10.1.2. Cơ cấu rót tự động cho quy trình công nghệ đúc
0.1 Bơm; 0.2 Van tràn; 0.3 áp kế; 1.3 Van một chiều;
1.1 Van đảo chiều 4/2, điều khiển bằng tay gạt; 1.0 Xylanh; 1.2 Van cản.
Hình 10.2. Sơ đồ mạch thủy lực cơ cấu rót phôi tự động
118
Để chuyển động của xylanh, gàu xúc đi xuống được êm, ta lắp thêm một van cản 1.2 vào đường
xả dầu về.
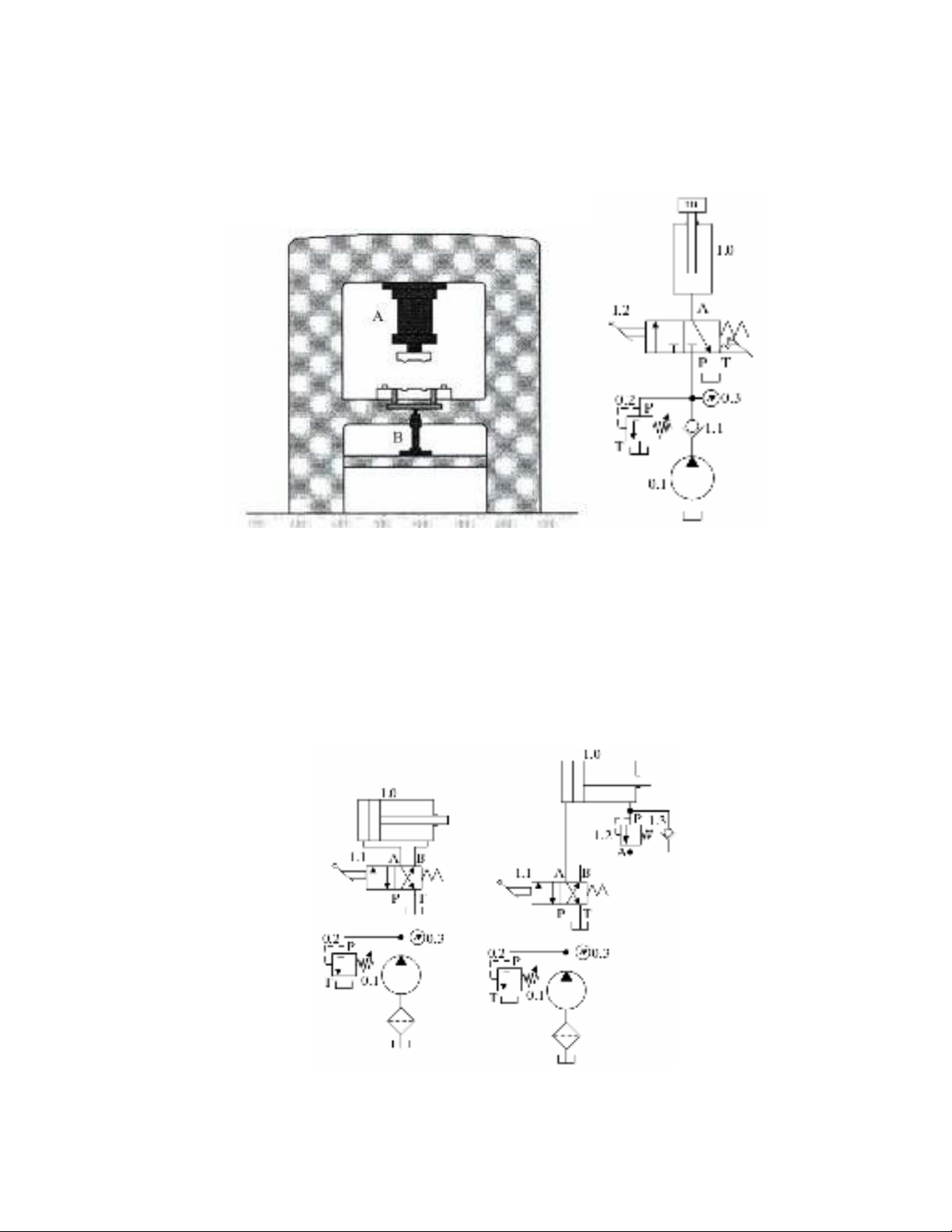
10.1.3. Cơ cấu nâng hạ chi tiết sơn trong lò sấy
Hình 10.3. Cơ cấu nâng hạ chi tiết sơn trong lò sấy
0.1 Bơm; 0.2 Van tràn; 0.3 áp kế;
1.1 Van đảo chiều 4/3, điều khiển bằng tay gạt;
1.2 Van một chiều điều khiển được hướng chặn;
1.0 Xylanh.
Hình 10.4. Sơ đồ mạch thủy lực nâng hạ chi tiết được sơn trong lò sấy
Để cho chuyển động của xylanh đi xuống được êm và có thể dừng lại vị trí bất kỳ, ta lắp thêm van
một chiều điều khiển được hướng chặn 1.2 vào đường nén của xylanh.
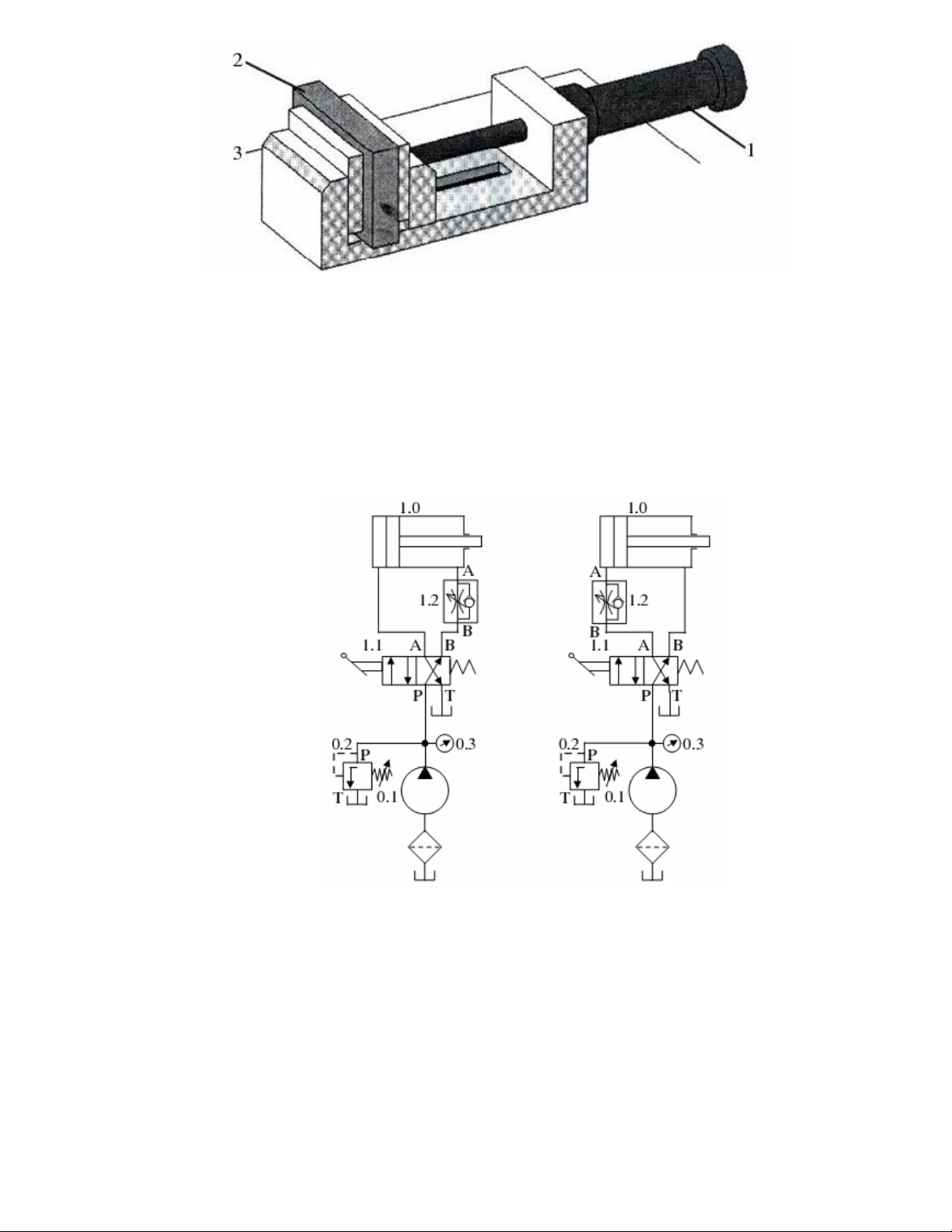
10.1.4. Cơ cấu kẹp chặt chi tiết gia công
119
1. Xylanh; 2. Chi tiết; 3. Hàm kẹp.
Hình 10.5. Cơ cấu kẹp chặt chi tiết gia công
Khi tác động bằng tay, pittông mang hàm kẹp di động đi ra, kẹp chặt chi tiết. Khi gia công xong,
gạt bằng tay cần điều khiển van đảo chiều, pittông lùi về, hàm kẹp mở ra.
Để cho xylanh chuyển động đi tới kẹp chi tiết với vận tốc chậm, không va đập với chi tiết, ta sử
dụng van tiết lưu một chiều.
Trên sơ đồ, van tiết lưu một chiều đặt ở trên đường ra và van tiết lưu đặt ở đường vào.
0.1 Bơm; 0.2 Van tràn; 0.3 áp kế;
1.1. Van đảo chiều 4/2, điều khiển bằng tay gạt;
1.2 Van tiết lưu một chiều; 1.0 Xylanh.
Hình 10.6. Sơ đồ mạch thủy lực cơ cấu kẹp chặt chi tiết gia công
120
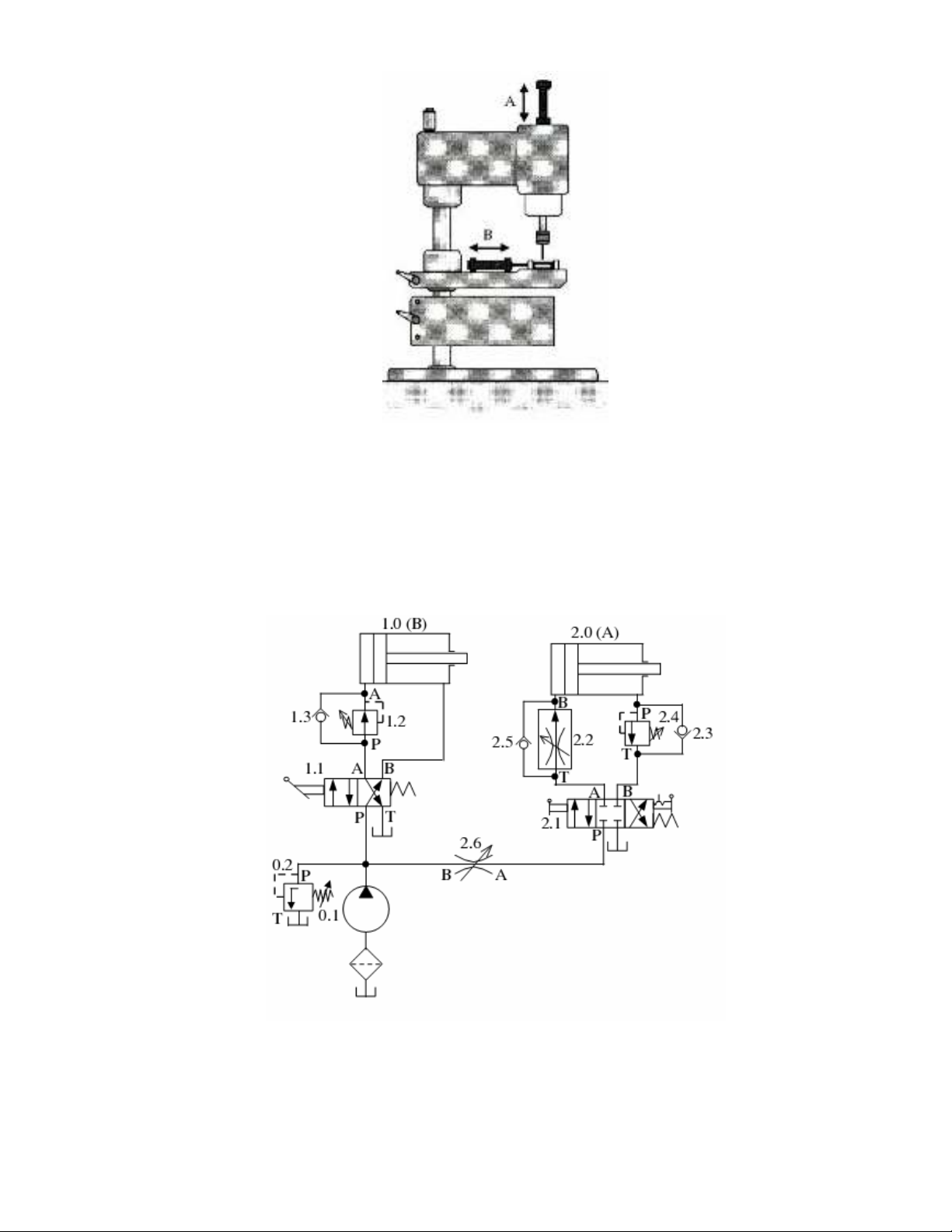
10.1.5. Máy khoan bàn
Hình 10.7. Máy khoan bàn
Hệ thống thủy lực điều khiển hai xylanh. Xylanh A mang đầu khoan đi xuống với vận tốc đều
được điều chỉnh trong quá trình khoan, xylanh B làm nhiệm vụ kẹp chặt chi tiết trong quá trình khoan.
Khi khoan xong, xylanh A mang đầu khoan lùi về, sau đó xylanh B lùi về mở hàm kẹp, chi tiết
được tháo ra.
Hình 10.8. Sơ đồ mạch thủy lực cơ cấu kẹp chặt chi tiết gia công
0.1 Bơm; 0.2 Van tràn;
1.1. Van đảo chiều 4/2, điều khiển bằng tay gạt;
1.2. Van giảm áp; 1.0 Xylanh A;
121
1.3. Van một chiều;
2.1. Van đảo chiều 4/3, điều khiển bằng tay gạt;
2.2. Bộ ổn tốc; 2.3. Van một chiều;
2.4. Van cản; 2.5. Van một chiều;
2.6. Van tiết lưu; 2.0. Xylanh B.
Để cho vận tốc trong quá trình không đổi, mặc dù trọng thay có thể tải đổi, ta dùng bộ ổn tốc 2.2.
áp suất cần để kẹp chi tiết nhỏ, ta sử dụng van giảm áp 1.2.
10.2. Điều khiển kết hợp điện – thủy lực
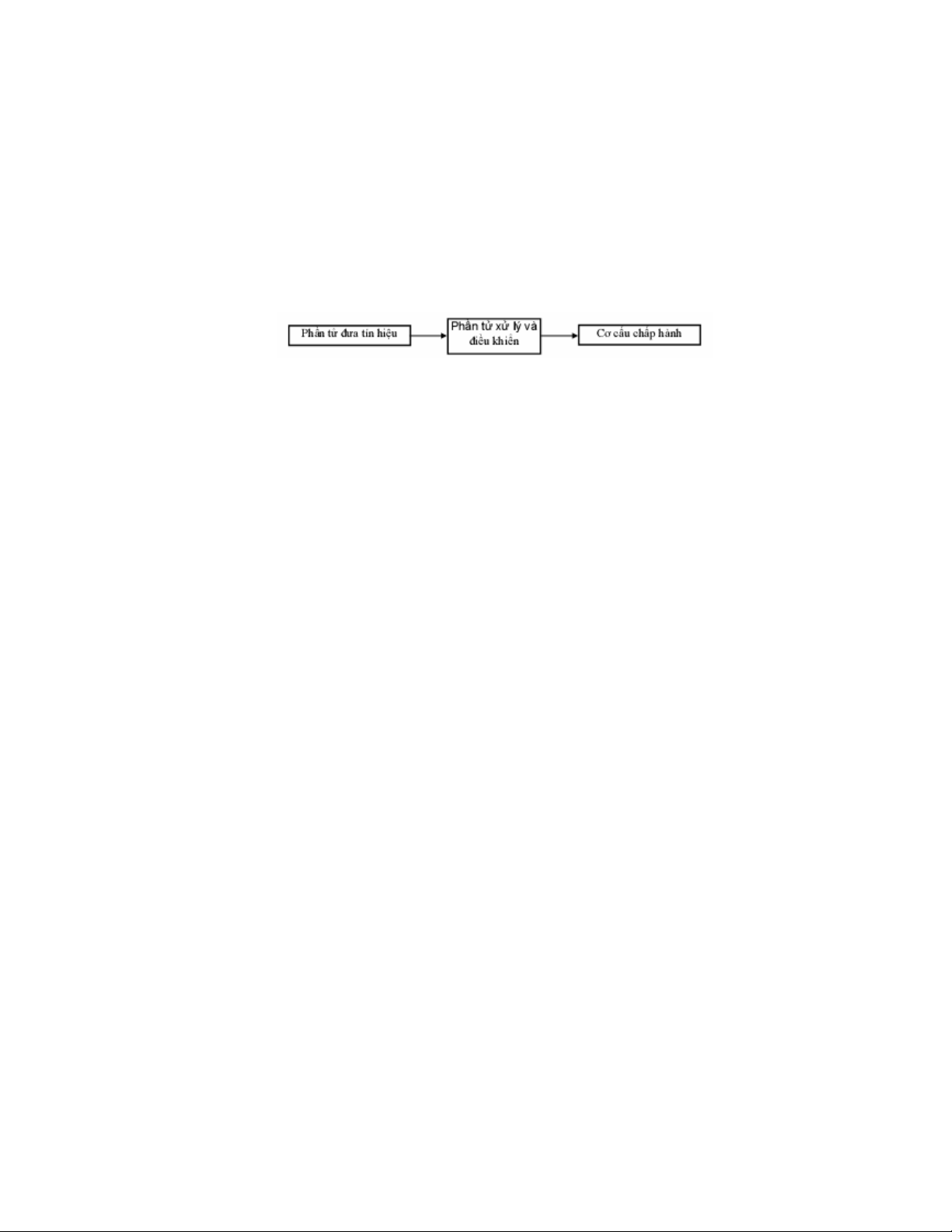
10.2.1. Cấu trúc hệ thống điều khiển điện – thủy khí
Ví dụ: Ví dụ: Ví dụ:
- Công tắc, nút bấm - Van đảo chiều - Xylanh.
- Công tắc hành trình - Van chắn - Động cơ khí nén, thủy lực.
- Cảm biến bằng tia - Van tiết lưu. - Bộ biến đổi áp lực.
- Van áp suất.
- Phần tử khuếch đại
10.2.2. Nguyên tắc thiết kế
Một sơ đồ điều khiển điện – thủy khí bao gồm 2 phần:
+ Sơ đồ mạch điện điều khiển.
+ Sơ đồ mạch thủy khí.
Khi biểu diễn trên sơ đồ mạch điện điều khiển, các phần tử phải ở trạng thái chưa có tín hiệu tác
động vào.
Trên sơ đồ mạch điện và sơ đồ mạch thủy khí được ghi chú bằng các ký hiệu số tương ứng của
rơle trong mạch điều khiển và nam châm điện của van đảo chiều hoặc rơle áp suất điện trong mạch thủy
khí.
10.2.3. Một số ví dụ thiết kế
Ví dụ10.1:
Cơ cấu một đầu khoan tự động thủy lực mô tả hình 10.9, với yêu cầu kỹ thuật như sau:
Đưa chi tiết cần khoan vào vị trí cần khoan, khi đó ta ấn nút Start PB, đầu khoan tịnh tiến đến và
khoan chi tiết.
Đạt đến chiều sâu cần thiết (S2) đầu khoan tự động quay về.
Trong quá trình khoan nếu xảy ra sự cố ta ấn nút Stop PB đầu khoan tự động lùi về.


![Đề Cương Truyền Động Thuỷ Khí Trường Đại Học Bách Khoa Đà Nẵng [Mới Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130331/hoangnhat2112/135x160/3321364956510.jpg)
![Giáo trình Thủy Khí: Dòng Khí Trên Âm [Mới Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130331/hoangnhat2112/135x160/2961364956516.jpg)









![Ngân hàng trắc nghiệm Kỹ thuật lạnh ứng dụng: Đề cương [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251007/kimphuong1001/135x160/25391759827353.jpg)