Ngân hàng câu h i ôn t p môn h c công ngh ch t o máy ỏ ậ ọ ệ ế ạ
Câu1 :Đ nh nghĩa các đ i l ng c b n ch đ c t và thông s l p c t g t kim lo i.Vi t côngị ạ ượ ơ ả ế ộ ắ ố ớ ắ ọ ạ ế
th c tính toán.ứ
a)+ T c đ c t V là đo n đ ng đi trong m t đ n v th i gian c a m t đi mố ộ ắ ạ ườ ộ ơ ị ờ ủ ộ ể
trên b m t gia công ho c m t đi m trên l i c t d ng c .ề ặ ặ ộ ể ưỡ ắ ụ ụ
* Đ i v i máy có phôi ho c d ng c c t quay tròn: ố ớ ặ ụ ụ ắ
phm
Dn
V/
100
π
=
D : đ ng kính chi ti t (mm).ườ ế
n : t c đ quay tr c chính (V/ phút).ố ộ ụ
* Đ i v i máy có phôi ho c d ng c c t chuy n đ ngố ớ ặ ụ ụ ắ ể ộ
th ng: ẳ
phm
t
L
V/
.1000
=
L : Chi u dài hành trình (mm)ề
t : Th i gian c a m t hành trìnhờ ủ ộ
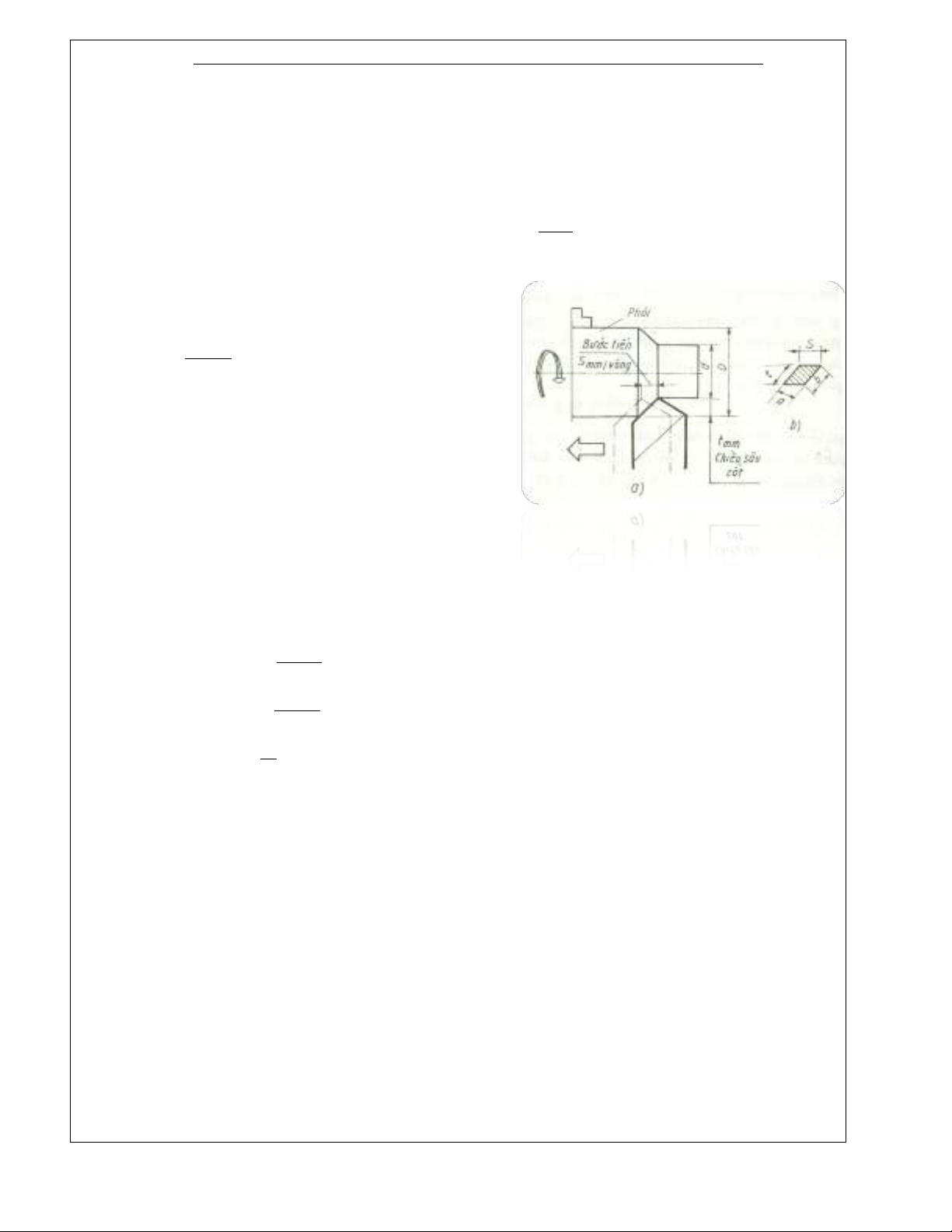
b) + L ng ch y dao ( B c ti n S): Là kho ng di đ ngượ ạ ướ ế ả ộ
c a d ng c c t ủ ụ ụ ắ
theo chi u d c khi phôi quay m t vòng.ề ọ ộ
* Khi ti n b c ti n là (mm/vòng).ệ ướ ế
* Khi phay: Là s d ch chuy n c a phôi (mm) khi daoự ị ể ủ
quay m t vòng (Sộ0)
ho c khi dao quay m t răng (Sặ ộ Z), ho c (Sặph): S0 = SZ. Z
( Z: S răng dao phay)ố
Sph = S0.n = SZ. Z .n (n: s vòng quay c a dao sau 1 phút)ố ủ
c)+ Chi u sâu c t t (mm): Là kho ng cách gi a b m t ch a gia công và bề ắ ả ữ ề ặ ư ề
m t đã gia công sau m t l n ch y dao.ặ ộ ầ ạ
* Khi ti n ngoài: ệ
)(
2mm
dD
t−
=
* Khi ti n trong: ệ
)(
2mm
Dd
t−
=
* Khi khoan:
)(
2mm
D
t=
( Khoan l trên phôi đ c)ỗ ặ
(D: Đ ng kính phôi ch a gia công, d: Đ ng kính phôi đã qua gia ườ ư ườ
công)
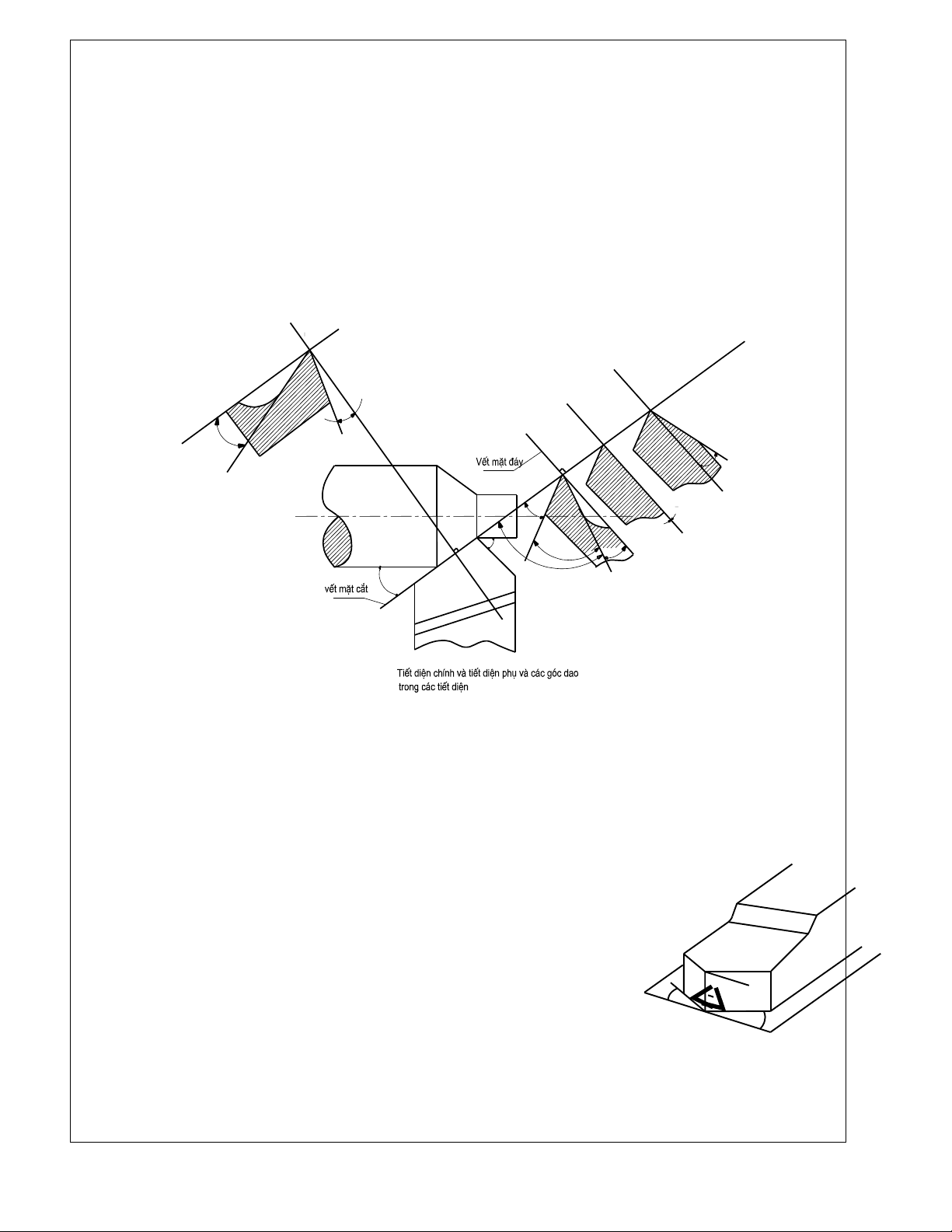
Câu 2: Đ nh nghìa các góc đ trên dao ti n tiêu chu n trong tr ng thái tĩnh. (Hình v minh ho ).ị ộ ệ ẩ ạ ẽ ạ
Các góc c a dao trong ti t di n chính và ti t di n ph .ủ ế ệ ế ệ ụ
-Góc tr c ướ
γ
.
Góc tr c t i m t đi m trên l i c t chính là góc h p b i m t tr c và m t đáy xét trong ti t di n chínhướ ạ ộ ể ưỡ ắ ợ ở ặ ướ ặ ế ệ
t i đi m đó. Góc tr c đ c quy c có giá tr d ng khi m t tr c th p h n m t đáy, B ng không khiạ ể ướ ượ ướ ị ươ ặ ướ ấ ơ ặ ằ
m t tr c trùng v i m t đáy và âm khi m t tr c cao h n m t đáy.ặ ướ ớ ặ ặ ướ ơ ặ
-Góc sau
α
.
Góc sau α : T i m t đi m trên l i c t chính là góc h p b i m t sau chính và m t c t xét trong ti t di nạ ộ ể ưỡ ắ ợ ở ặ ặ ắ ế ệ
chính t i đi m đóạ ể
Góc s c ắ
β
: T i m t đi m trên l i c t chính là góc h p b i m t tr c và m t sau chính xét trongạ ộ ể ưỡ ắ ợ ở ặ ướ ặ
ti t di n chính t i đi m đó.ế ệ ạ ể
Ta có:
α
+
β
+
γ
= 90°
Góc c t ắ
δ
. Góc c t ắ
δ
t i m t đi m trên l i c t chính là góc h p b i m t tr c và m t c t xét trong ti tạ ộ ể ưỡ ắ ợ ở ặ ướ ặ ắ ế
di n chính t i đi m đó.ệ ạ ể
ta có:
α
+
β
=
δ
δ
+
γ
= 90°
- Góc tr c ph ướ ụ γ1.
Góc tr c phướ ụ γ1 t i m t đi m trên l i c t ph là góc t o b i m t tr c và m t đáy xét trong ti t di nạ ộ ể ưỡ ắ ụ ạ ở ặ ướ ặ ế ệ
ph t i đi m đó.ụ ạ ể
-Góc sau ph ụα1.
Góc sau phụ
α
1 t i m t điêm trên l i c t ph là góc h p b i m t sau ph và m t c t xét trong ti t di nạ ộ ưỡ ắ ụ ợ ở ặ ụ ặ ắ ế ệ
ph t i đi m đó.ụ ạ ể
Gócnghiêng chính ϕ.Góc nghiêng chính ϕ t i m t đi m trên l i c t chính là góc h p b i hình chi uạ ộ ể ưỡ ắ ợ ở ế
c a l i chính trên m t đáy và ph ng ch y dao.ủ ưỡ ặ ươ ạ
- Góc nghiêng ph ụϕ1.
Góc nghiêng ph ụϕ1 t i m t đi m trên l i c t ph là góc t o b i hình chi u c a l i c t ph trên m tạ ộ ể ưỡ ắ ụ ạ ở ế ủ ưỡ ắ ụ ặ
đáy và ph ng ch y dao.ươ ạ
-Góc mũi dao ε.
Góc mũi dao ε là góc h p b i hình chi u c a l i c t chính và hình ợ ở ế ủ ưỡ ắ
chi u c a l i c t ph trên m t đáy. ế ủ ưỡ ắ ụ ặ
Ta có: ϕ+ ϕ1 +ε = 180°
Câu 3:Phoi đ c hình thành trong quá trình c t g t kim lo i bao g mượ ắ ọ ạ ồ
các d ng nào? Ý nghĩa c a vi c nghiên c u s hình thành các d ngạ ủ ệ ứ ự ạ
phoi
Tuỳ theo v t li u gia công, thông s hình h c c a dao và ch đ c t, mà phoi c t ra có nhi u hình d ngậ ệ ố ọ ủ ế ộ ắ ắ ề ạ
khác nhau và đ c phân ra các d ng sau:ượ ạ
N
N
1
γ=
0
γ<
0
γ
β
α
δ
ϕ
ϕ
1
γ
1
α1
φ1
φε
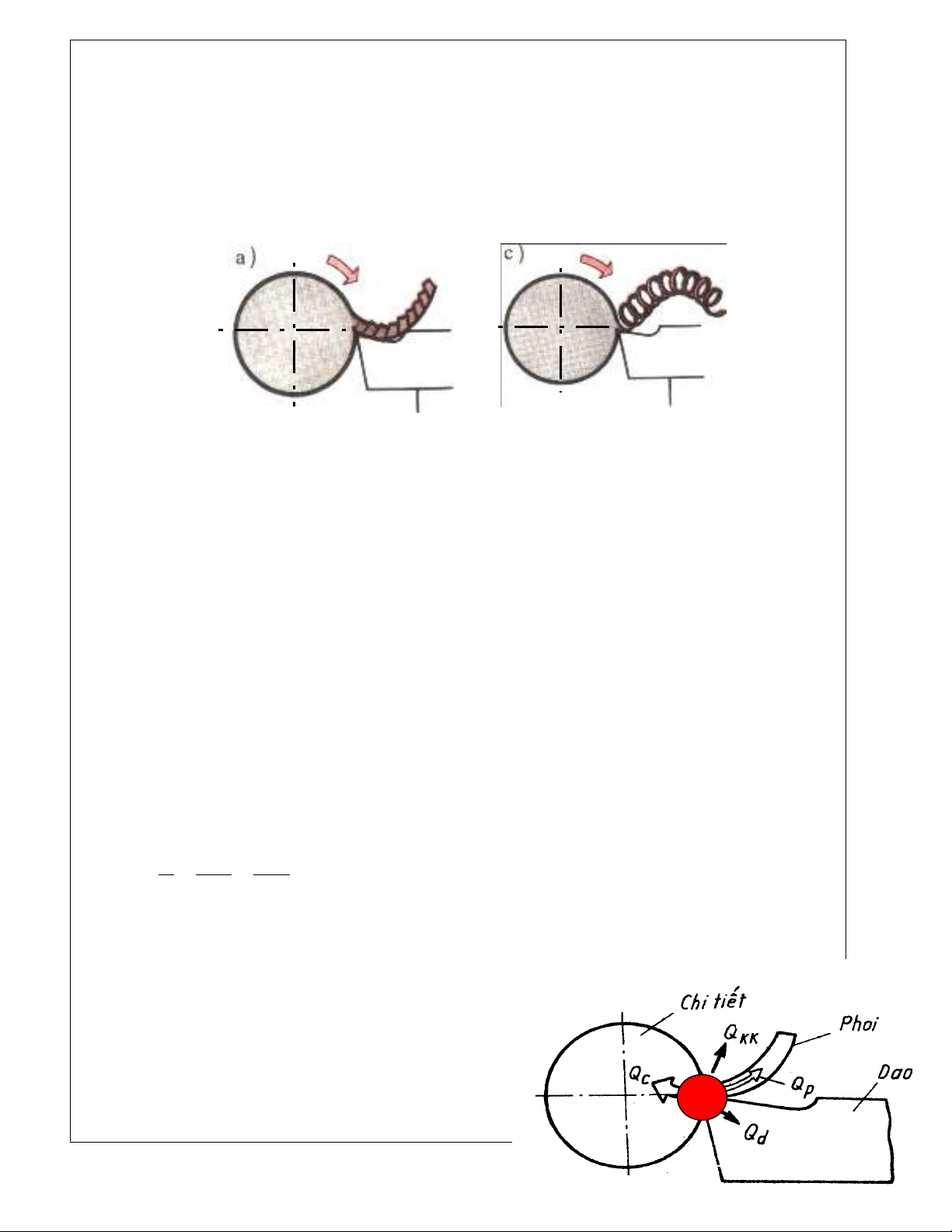
a- Phoi x p. ếPhoi thu đ c sau khi gia công v t li u gi o v i t c đ c t th p ( đ ng, thép, Hình a).ượ ậ ệ ẻ ớ ố ộ ắ ấ ồ
Chi u dày c t l n và góc c t c a dao có giá tr d ng t ng đ i l n. Phoi kéo thành t ng t ng đo n. M tề ắ ớ ắ ủ ị ươ ươ ố ớ ừ ừ ạ ặ
đ i di n v i m t tr c c a dao r t bóng. M t kia có nhi u g n n . Nhìn chung phoi có d ng đ t x p l i.ố ệ ớ ặ ướ ủ ấ ặ ề ợ ẻ ạ ố ế ạ
b- Phoi dây. Phoi thu đ c khi gia công v t li u d o v i t c đ cao, chi u dày c t bé. Phoi kéo dài liênượ ậ ệ ẻ ớ ố ộ ề ắ
t c, m t phoi k v i m t tr c c a dao r t bóng, còn m t đ i di n h i b g n. ( Hình-b)ụ ặ ề ớ ặ ướ ủ ấ ặ ố ệ ơ ị ợ
c- Phoi v n. ụThu đ c khi gia công v t li u giòn ( gang, đ ng thau c ng) ta thu đ c lo i phoi này.ượ ậ ệ ồ ứ ượ ạ
Trong quá trình c t dao không làm cho các y u t phoi tr t mà d ng nh d t nó lên.Nh v y khi c tắ ế ố ượ ườ ư ứ ư ậ ắ
không qua giai đo n bi n d ng d o. ạ ế ạ ẻ
* Ý nghĩa:Vi cệ xác đ nh cácị
lo i phoi t o raạ ạ cú ý nghĩa r tấ
l n trong vi c nâng cao ch t l ng b m t chi ti t gia công.ớ ệ ấ ượ ề ặ ế
-Phoi x p ch u bi n d ng r t l n, làm bi n c ng b m t gia công.ế ị ế ạ ấ ớ ế ứ ề ặ
-M c đ bi n d ng d o khi t o thành phoi dây ít h n so v i khi hình thành phoi x p, quá trình c t x yứ ộ ế ạ ẻ ạ ơ ớ ế ắ ẩ
ra d dàng h n, l c c t đ n v bé và ít bi n đ i, đ bóng b m t đ t đ c cao h n khi huình thành phoiễ ơ ự ắ ơ ị ế ổ ộ ề ặ ạ ượ ơ
x p.ế
- Đ bóng b m t chi ti t khi c t ra phoi v n không cao. B m t kim lo iộ ề ặ ế ắ ụ ề ặ ạ
gia công gi ng nh m t kim lo i b phá hu giòn.ố ư ặ ạ ị ỷ
Câu 4: Nguyên nhân sinh nhi t t i vùng c t khi c t g t kim lo i. Đ kh c ph c hi n t ng nhi t trong quáệ ạ ắ ắ ọ ạ ể ắ ụ ệ ượ ệ
trình c t, ta dùng các bi n pháp nào?ắ ệ
Nh ng quy lu t v phát sinh và truy n nhi t nhi t cho phép ta gi i thích nhi u hi n t ng v t lý trong quá trìnhữ ậ ề ề ệ ệ ả ề ệ ượ ậ
c t. S mài mòn, tu i b n c a dao, ch t l ng b m t gia công. Đ s d ng d ng c c t m t cách h p lý c nắ ự ổ ề ủ ấ ượ ề ặ ể ử ụ ụ ụ ắ ộ ợ ầ
n m v ng các quy lu t v nhi t.ắ ữ ậ ề ệ
*Nhi t l ng Q sinh ra trong quá trình c t là k t qu c a:ệ ượ ắ ế ả ủ
-Công ma sát trong gi a các phân t c a v t li u gia công trong quá trình bi n d ng: Qữ ử ủ ậ ệ ế ạ 1
-Công ma sát gi a phoi và m t tr c c a dao: Qữ ặ ướ ủ 2.
-Công ma sát gi a m t sau dao và b m t chi ti t đã gia công: Qữ ặ ề ặ ế 3
-Công b t phoi (Đ t o ra b m t m i) Qứ ể ạ ề ặ ớ 4
Khi đó ph ng trình cân b ng nhi t s là:ươ ằ ệ ẽ
Q= Q1+ Q2+ Q3+ Q4 (1)
N u cho toàn b công c h c bi n đ i thành nhi t thì:ế ộ ơ ọ ế ổ ệ
Q=
phKcal
VP
E
VP
E
AVV /
427
.. ==
Trong đó:
Q: Nhi t l ng (kcal)ệ ượ
A: Công su t c t (KG m/p)ấ ắ
E: T ng đ ng gi a nhi t và công (E=ươ ươ ữ ệ
427KGm/Kcal
- Nhiêt l ng sinh ra trong qua trinh căt đ c truy n ra( ươ( ) * ) ươ( ề
ngoài thê hiên qua công th c:+ ( ư)
• Q = Qc + Qp + Qd + Qkk + QN
• Q: Tông nhiêt l ng sinh ra+ ( ươ(
• Qc: L ng nhiêt truyên vao chi tiêt ( 4% ).ươ( ( * * )
• Qd: L ng nhiêt truyên vao dao (15 - 20%).ươ( ( * *
• Qp: L ng nhiêt truyên vao phoi (75 - 80%).ươ( ( * *
• Qkk: L ng nhiêt truyên vao không khi (1%). ươ( ( * * )
•Qdn : L ng nhiêt truyên vao ch t làm ngu i.ươ( ( * * ấ ộ
- Đ kh c ph c hi n t ng nhi t:ể ắ ụ ệ ượ ệ
+ V t li u làm dao ph i có kh năng truy n nhi t t t.ậ ệ ả ả ề ệ ố
+ T o đi u ki n cho phoi thoát ra ngoài vùng c t.ạ ề ệ ắ
+ Ch làm vi c ph i thoáng mát, thông gió.ổ ệ ả
+ S d ng ch t làm ngu i đúng ch c năng, th ng xuyênử ụ ấ ộ ứ ườ
Câu 5 : Phân tích các nguyên nhân gây rung đ ng trong quá trình c t và bi n pháp kh c ph c.ộ ắ ệ ắ ụ
Hi n t ng rung đ ng trong quá trình c t s t o ra chuy n đ ng t ng đ i có chu kỳ gi a d ng c c tệ ượ ộ ắ ẽ ạ ể ộ ươ ố ữ ụ ụ ắ
và b m t chi ti t gia công gây nên đ sóng và đ nhám trên b m t gia công. Trong th c t khi gia côngề ặ ế ộ ộ ề ặ ự ế
xu t hi n hai lo i rung đ ng: Rung đ ng c ng b c và t rung đ ngấ ệ ạ ộ ộ ưỡ ứ ự ộ
Rung đ ng c ng b c: ộ ưỡ ứ Gây ra trong quá trình c t do các nguyên nhân sau:ắ
+ Quá trình c t các b m t không liên t c, đ c ng c a v t li u không đ ng đ u, rung đ ng c a cácắ ề ặ ụ ộ ứ ủ ậ ệ ồ ề ộ ủ
máy xung quanh.
+ Do s không cân b ng c a các b ph n máy, dao, chi ti t gia công.ự ằ ủ ộ ậ ế
+ Do h th ng truy n đ ng c a máy có s va đ p tu n hoàn.ệ ố ề ộ ủ ự ậ ầ
+ Do phôi c t không cân b ng đ ng, l ng d không đ ng đ u.ắ ằ ộ ượ ư ồ ề
+ Do gá dao không cân b ng.ằ
* Kh c ph c: - Tăng đ c ng v ng c a h th ng công ngh . B ng cách tìm các ph ng pháp gá l pắ ụ ộ ứ ữ ủ ệ ố ệ ằ ươ ắ
dao, gá l p chi ti t h p lý. Cân b ngắ ế ợ ằ
đ ng t t các chi ti t chuy n đ ng v a và nhanh.ộ ố ế ể ộ ừ
- Ngoài ra c n gi m rung b ng các d ng c gi m rung chuyên dùng.ầ ả ằ ụ ụ ả
- Rung đ ng t rung đ ng. ộ ự ộ Sinh ra b i qúa trình c t và nó đ c duy trì b i l c c t. Khi ng ng c t thìở ắ ượ ở ự ắ ừ ắ
hi n t ng t rung cũng k t thúc) ệ ượ ự ế
Là nh ng rung đ ng mà l c gây ra và duy trì nó đ c t o thành và đi u khi n b i chính các rung đ ng đó.ữ ộ ự ượ ạ ề ể ở ộ
Có nhi u cách gi i thích nguyên nhân.ề ả
+ Do s thay đ i c a l c ma sát m t tr c và m t sau c a daoự ổ ủ ự ở ặ ướ ặ ủ trong quá trình c t.ắ
+ Do s thay đ i tính d o c a v t li u gia công trong quá trình c t, khi n cho l c ma sát thay đ i.ự ổ ẻ ủ ậ ệ ắ ế ự ổ
+ Do s phát sinh và m t đi c a l o dao.ự ấ ủ ẹ
+ Do s bi n d ng đàn h i c a dao, chi ti t gia công.ự ế ạ ồ ủ ế
* kh c ph c: Ngoài ra biên đ dao đ ng không nh ng ph thu c vào kh i l ng và đ c ng v ng c aắ ụ ộ ộ ữ ụ ộ ố ượ ộ ứ ữ ủ
h th ng công ngh mà còn ph thu c vào hình d ng hình h c c a dao c t, ch đ c t, tính c lý c a v tệ ố ệ ụ ộ ạ ọ ủ ắ ế ộ ắ ơ ủ ậ
li u gia công.ệ
- Tăng t c đ c t thì biên đ dao đ ng tăng, Sau khi biên đ đ t t i giá tr c c đ i nào đó thì t c đ c tố ộ ắ ộ ộ ộ ạ ớ ị ự ạ ố ộ ắ
càng tăng, biên đ dao đ ng càng gi m.ộ ộ ả
- Không c t vùng t c đ s nh l o dao (20 ắ ở ố ộ ị ẹ ÷40) m/ph
- Tăng chi u sâu c t t và chi u r ng c t b thì biên đ dao đ ng gi m.ề ắ ề ộ ắ ộ ộ ả
- Góc ϕ càng l n biên đ dao đ ng càng gi m.ớ ộ ộ ả
- Góc tr c càng gi m biên đ dao đ ng càng tăng.ướ ả ộ ộ
- Góc sau khi l n h n 3ớ ơ ° ít nh h ng t i biên đ và t n s rung đ ng.ả ưở ớ ộ ầ ố ộ
- Tăng bán kính mũi dao s làm tăng biên đ dao đ ng.ẽ ộ ộ
Câu 6: Trình bày tác d ng c a vi c s d ng dung d ch tr n ngu i trong quá trình gia công c t g t.ụ ủ ệ ử ụ ị ơ ộ ắ ọ
Khi s d ng dung d ch tr n ngu i c n chú ý t i các yêu c u gì?ử ụ ị ơ ộ ầ ớ ầ
Tác d ng: ụ
L
l
H
h
- Làm gi m nhi t t i vùng c t Gi m ma sát gi a phoi và dao, gi a daoả ệ ạ ắ ả ữ ữ
và chi ti t gia công.ế
-Bôi tr n đ c các b m t gia công.ơ ượ ề ặ
-Làm cho quá trình bi n d ng d o di n ra d dàng h n. Nên gi m công tiêu hao trong quá trình giaế ạ ẻ ễ ễ ơ ả
công.
-Làm ngu i d ng c c t và chi ti t gia công, nâng cao tu i b n c a dao.ộ ụ ụ ắ ế ổ ề ủ
-Cu n đ c phoi ra kh i vùng c t.ố ượ ỏ ắ
Cách s d ng:ử ụ Vi c ch n dung d ch tr n ngu i hoàn toàn ph thu c vào đi u ki n làm vi c. Khi giaệ ọ ị ơ ộ ụ ộ ề ệ ệ
công thô nên ch n dung d ch tr n ngu i có tính ch t làm ngu i là ch y u. Khi gia công tinh ch n dungọ ị ơ ộ ấ ộ ủ ế ọ
d ch ch y u có tính bôi tr n, vì trong đi u ki n này c n đ bóng b m t chi ti t cao.ị ủ ế ơ ề ệ ầ ộ ề ặ ế
Tác d ng l n c a dung d ch tr n ngu i còn ph thu c vào vi c đ a dung d ch tr n ngu i vào vùng c t.ụ ớ ủ ị ơ ộ ụ ộ ệ ư ị ơ ộ ắ
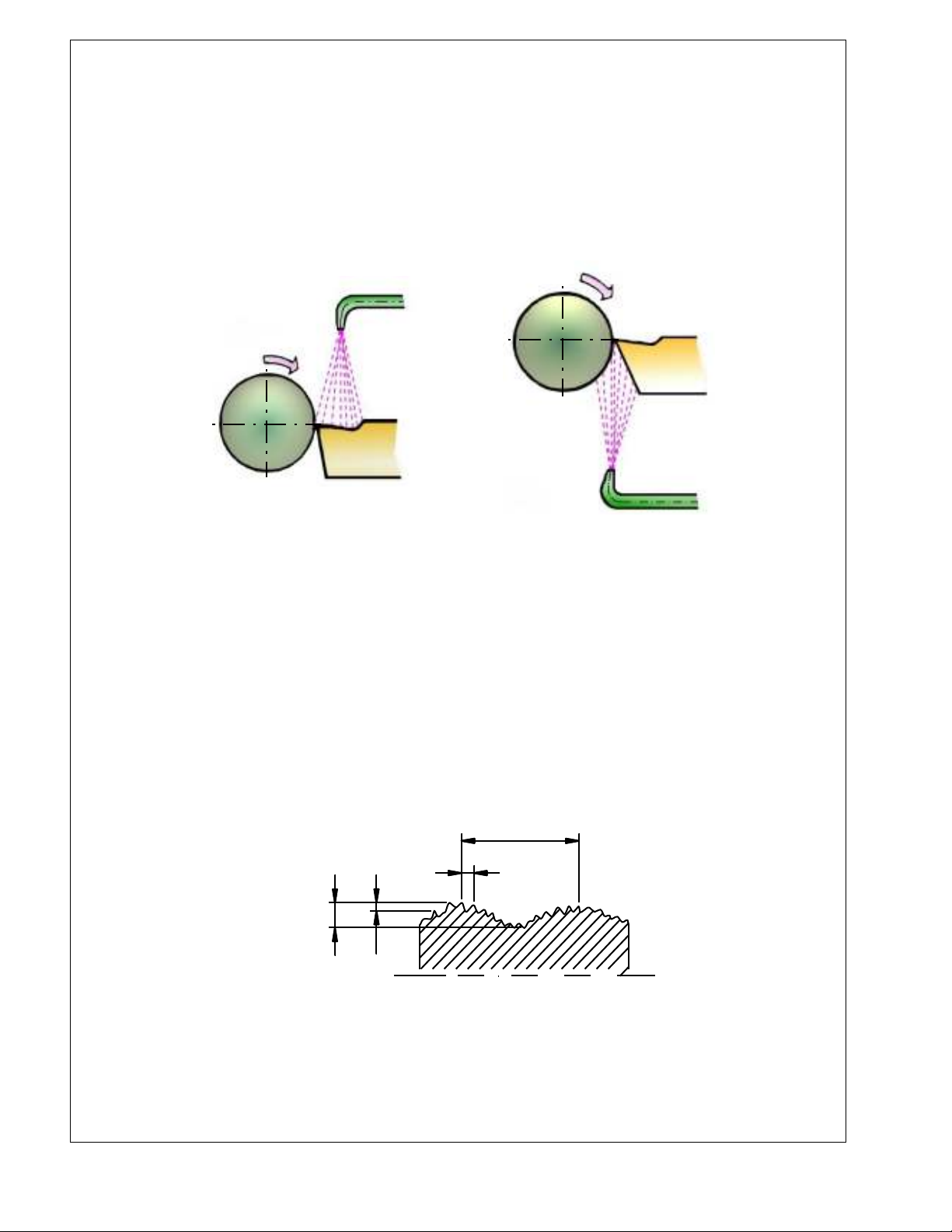
Câu 7:Ch t l ng b m t chi tiêt máy đ c đ c tr ng các y u t nào ? Trình bày n i dung vấ ượ ề ặ ượ ặ ư ế ố ộ ề
tính ch t hình h c c a b m t gia công ?ấ ọ ủ ề ặ
* Tính ch t hình h c c a b m t gia công.ấ ọ ủ ề ặ
Tính ch t hình h c c a b m t gia công đ c đánh giá b ng đ nh p nhô t vi và đ sóng c a b m t.ấ ọ ủ ề ặ ượ ằ ộ ấ ế ộ ủ ề ặ
b. Đ sóng:ộ
Đ sóng b m t là chu kỳ không b ng ph ng c a b m t chi ti t đ c quan sát trong ph m vi l n h n độ ề ặ ằ ẳ ủ ề ặ ế ượ ạ ớ ơ ộ
nhám b m t (t 1 đ n 10 ề ặ ừ ế mm). D a vào t l g n đúng gi a chi u cao nh p nhô và b c sóng đ phânự ỷ ệ ầ ữ ề ấ ướ ể
bi t gi a chi u cao nh p nhô t vi (Đ nhám) b m t và đ sóng b m t.ệ ữ ề ấ ế ộ ề ặ ộ ề ặ
- ng v i t l l/h = 0 Ứ ớ ỷ ệ ÷50 g i là đ nhám b m t.ọ ộ ề ặ
- ng v i t l L/H = 50 Ứ ớ ỷ ệ ÷1000 g i là đ sóng b m t.ọ ộ ề ặ
Hình 2.1 Khái quát v đ nhám và đ sóng b m t chi ti t máy.ề ộ ộ ề ặ ế
h: chi u cao nh p nhô t vi.ề ấ ế
l: kho ng cách gi a hai đ nh náp nhô t vi.ả ữ ỉ ế
H: chi u cao c a sóng.ề ủ
L:kho ng cách gi a hai đ nh sóng.ả ữ ỉ















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)