
CHƯƠNG 4
Đặc điểm công nghệ chế tạo dụng cụ & các giai đoạn chế tạo dụng cụ
I. Đặc điểm công nghệ chế tạo dụng cụ cắt
1. Đặc điểm về vật liệu dụng cụ cắt
Các loại VLDCC:
- Thép các bon dụng cụ: Thép có %C > 0,7, %P, %S nhỏ
- Thép HK dụng cụ: Thép C bổ sung % Mn, W, Cr, Si
- Thép gió (HSS=High Speed Steel): thép hợp kim cao với hàm lượng W > 9 %, ngoài ra còn có
Mo, Co, V, Cr
- HKC: Hợp kim cứng là loại kim loại bột gồm hỗn hợp các bột WC, TiC, TaC cùng chất kết
dính Co được ép và thiêu kết ở nhiệt đô cao, áp suất cao.
- Gốm +Cermet → Hỗn hợpTiC, TiN, TiCN được thiêu kết cùng với kim loại chịu nhiệt đóng
vai trò chất dính kết (binder) như Ni, Co, W, Ta, Mo
+Ceramics Vật liệu chế tạo bằng phương pháp thiêu kết có nền cơ sở là Al2O3 và Si3N4
- PCBN: Polycrystalline Cubic Boron Nitride
- PCD: PolyCrystalline Diamond
VLDCC có độ cứng cao thường >60 HRC→ khó gia công cơ, khó nhiệt luyện.
Khi gia công tinh tạo hình DCC lần cuối thường phải gia công bằng các p2 mài
•VLDCC thường có giá thành cao.
CHƯƠNG 4
Đặc điểm công nghệ chế tạo dụng cụ & các giai đoạn chế tạo dụng cụ
2. Đặc điểm về độ chính xác hình học của các bề mặt dụng cụ cắt
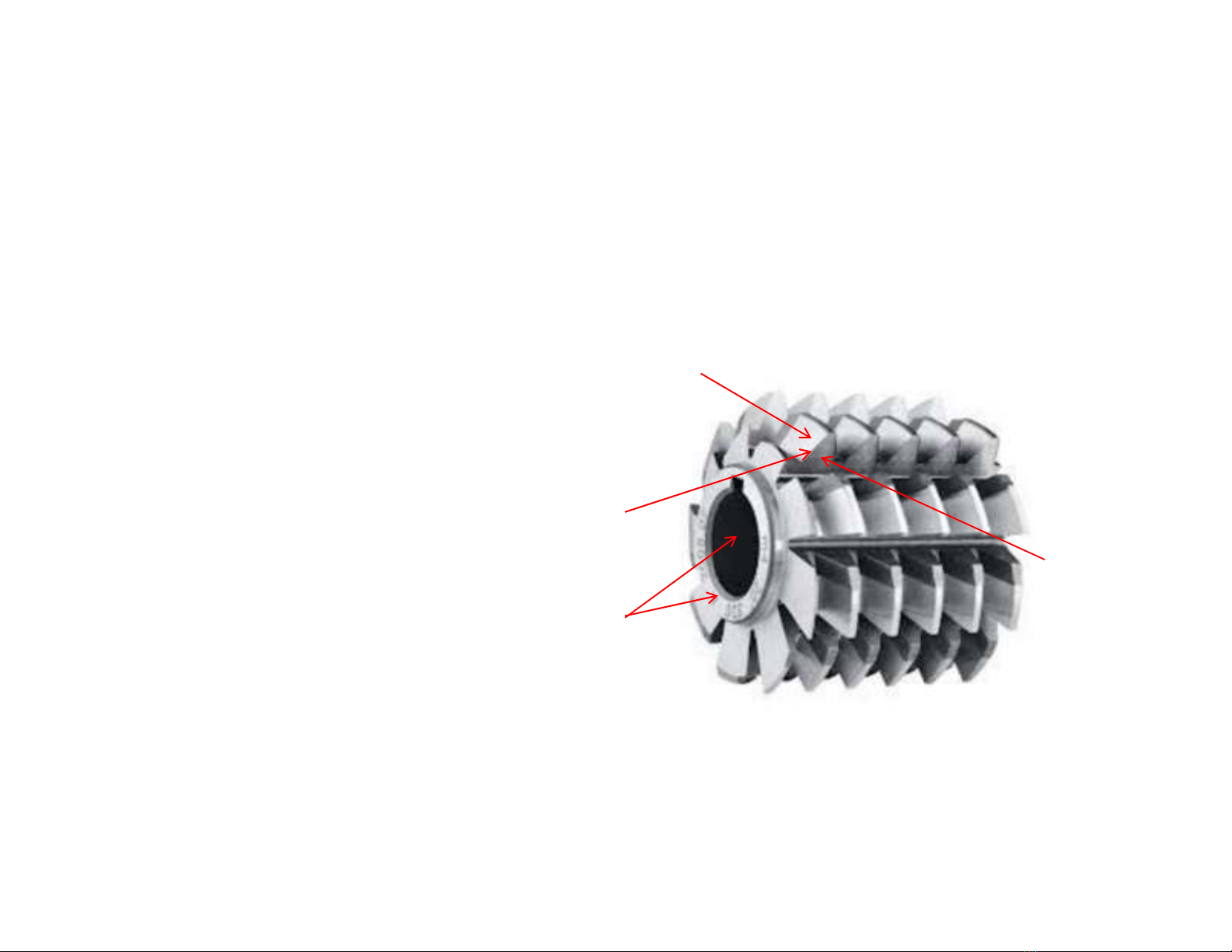
Yêu cầu các bề mặt chuẩn, bề mặt khởi thủy, bề mặt làm việc (mặt trước, mặt sau)
phải có độ chính xác hình học cao
Lưỡi cắt là giao tuyến của mặt trước và mặt sau phải nằm trên bề mặt khởi thủy quyết
định độ chính xác gia công
Độ chính xác hình học bao gồm:
- Độ chính xác về kích thước,
hình dáng hình học
- Độ chính xác hình học tế vi →
Độ nhám thấp; thông thường
các bề mặt làm việc của DCC
phải có Ra ≤ 0.32 μm
- Độ chính xác về vị trí tương đối
của các bề mặt làm việc với mặt
chuẩn
Mặt trước
Mặt sau
Lưỡi cắt
Mặt chuẩn

CHƯƠNG 4
Đặc điểm công nghệ chế tạo dụng cụ & các giai đoạn chế tạo dụng cụ
3. Đặc điểm về thiết bị tạo hình các bề mặt dụng cụ cắt
Thiết bị gia công tạo hình kết cấu, hình dáng hình học sơ
bộ ban đầu: các máy công cụ vạn năng thông thường
Thiết bị gia công tạo hình lần cuối:
- Các máy mài vạn năng với độ chính xác cao
- Các máy mài dụng cụ vạn năng + đồ gá chuyên dùng (ê
tô 3 chiều, đồ gá mài sắc mũi khoan, đồ gá mài sắc dao
phay lăn răng,….)
- Các máy mài dụng cụ chuyên dùng tự động:
+ Máy mài chuyên dùng mài sắc mũi khoan
+ Máy mài chuyên dùng mài sắc dao chuốt
+ Máy mài chuyên dùng mài sắc dao phay lăn răng

CHƯƠNG 4
Đặc điểm công nghệ chế tạo dụng cụ & các giai đoạn chế tạo dụng cụ
4. Đặc điểm về quá trình kiểm tra độ chính xác dụng cụ cắt
Thiết bị kiểm tra cơ tính, độ cứng, kiểm tra khuyết tật phôi liệu chế tạo DCC
Thiết bị kiểm tra kích thước, các thông số hình học :
- Thiết bị đo kiểm vạn năng: thước cặp, panme, CMM,…
- Thiết bị đo kiểm chuyên dùng: dụng cụ đo góc trước dao xọc, góc sau mũi khoan, đo
kiểm các thông số dao phay lăn răng

1. Dụng cụ cắt bằng vật liệu thép (nguyên khối)
a) Quy trình truyền thống
•Chuẩn bị phôi
•Gia công cơ trước nhiệt luyện
•Nhiệt luyện (tôi, ram,..)
•Gia công tinh sau nhiệt luyện
•Tổng kiểm tra
•Cắt thử
•Đánh số hiệu, bao gói, bảo quản
b) Quy trình tiên tiến
Chuẩn bị phôi: phôi thanh đã nhiệt luyện tiêu chuẩn
Gia công thô và tinh trên máy mài dụng cụ nhiều trục → tập trung nguyên công
•Tổng kiểm tra
•Phủ bề mặt phần cắt
•Cắt thử
•Đánh số hiệu, bao gói, bảo quản
II. Các giai đoạn chế tạo dụng cụ cắt
CHƯƠNG 4
Đặc điểm công nghệ chế tạo dụng cụ & các giai đoạn chế tạo dụng cụ















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)