
CHƯƠNG 6
Các nguyên công cơ bản tạo hình dụng cụ trước nhiệt luyện
I. Chọn chuẩn và các nguyên công tạo chuẩn
Nguyên tắc chọn chuẩn: chọn chuẩn thống nhất cho cả các nguyên công, tinh trước
nhiệ luyện, các nguyên công gia công tinh sau nhiệt luyện, kiểm tra đo lường và gá dao khi
làm việc → chuẩn tinh chính.
Các dạng bề mặt chuẩn khi chế tạo dung cụ:
Dụng cụ có dạng bề mặt tròn xoay có lỗ gá (các loại dao phay trụ, dao phay đĩa, dao phay
lăn,….) → bề mặt chuẩn là lỗ gá & có thể kết hợp với mặt đầu
Dụng cụ có dạng trục (mũi khoan, mũi khoét, dao chuốt,…) → bề mặt chuẩn là phần trụ
chuôi dao, lỗ tâm
Dụng cụ có dạng khối lăng trụ ( dao tiện đơn, dao tiên định hình lăng trụ,…) → bề mặt
chuẩn là mặt phẳng đáy dùng cho gá đặt dao
Nguyên công tạo chuẩn thường được thực hiện đầu tiên trong quy trình chế tạo dao
II. Các nguyên công tạo hình các bề mặt kết cấu
Các bề mặt cấu thành nên dụng cụ cắt:
- Các mặt chuẩn
- Bề mặt khởi thủy (là bề mặt ảo sau khi chế tao xong dụng cụ)
- Các bề mặt làm việc: Mặt trước ( có thể kết hợp với rãnh thoát phoi) + Mặt sau
- Các bề mặt kết cấu không trực tiếp tham gia quá trình cắt của dụng cụ cắt nhưng góp
phần tạo ra hình dáng, kết cấu chung dụng cụ cắt.
CHƯƠNG 6
Các nguyên công cơ bản tạo hình dụng cụ trước nhiệt luyện
Các bề mặt kết cấu thường có ý nghĩa về mặt công
nghệ ví dụ như phần lỗ rộng ở giữa của lỗ gá dụng cụ,
phần cổ của các dụng cụ dạng thanh (dao chuốt, mũi
khoan, mũi khoét,..), vòng gờ của các loại dao phay
lăn,…hoặc có tác dụng kẹp chặt, chống xoay như rãnh
then dao phay trụ hay răng khía mặt đầu của DTĐH
hình tròn,….
Các bề mặt kết cấu thường được tạo hình đồng thời
hoặc ngay sau tạo hình bề mặt chuẩn và thực hiện
trước khi tạo hình mặt khởi thủy, mặt trước, mặt sau.
III. Các nguyên công tạo hình mặt khởi thủy của dụng cụ cắt
1. Các dạng bề mặt khởi thủy
Bề mặt khởi thủy của DCC có thể là các bề măt sau:
Mặt phẳng : dao chuốt mặt phẳng,…
Mặt trụ: dao phay trụ,..
Mặt côn: dao phay góc,..
CHƯƠNG 6
Các nguyên công cơ bản tạo hình dụng cụ trước nhiệt luyện
Mặt tròn xoay định hình: dao phay định
hình,..
Các bề mặt xoắn vít: Dao phay lăn răng,
dao phay lăn trục then hoa,..
hoặc kết hợp của các dạng bề mặt trên. Ví
dụ mặt khởi thủy của dao phay mặt đầu thép
gió gồm có mặt phẳng đầu và mặt trụ đỉnh
của dao
Dao phay mặt đầu thép gió
CHƯƠNG 6
Các nguyên công cơ bản tạo hình dụng cụ trước nhiệt luyện
2. Tạo hình các bề mặt khởi thủy có dạng bề mặt xoắn vít
DFLR được thiết kế chế tạo gần đúng dựa trên hai loại trục vít cơ bản là trục vít
Acsimet và trục vít Convoloit
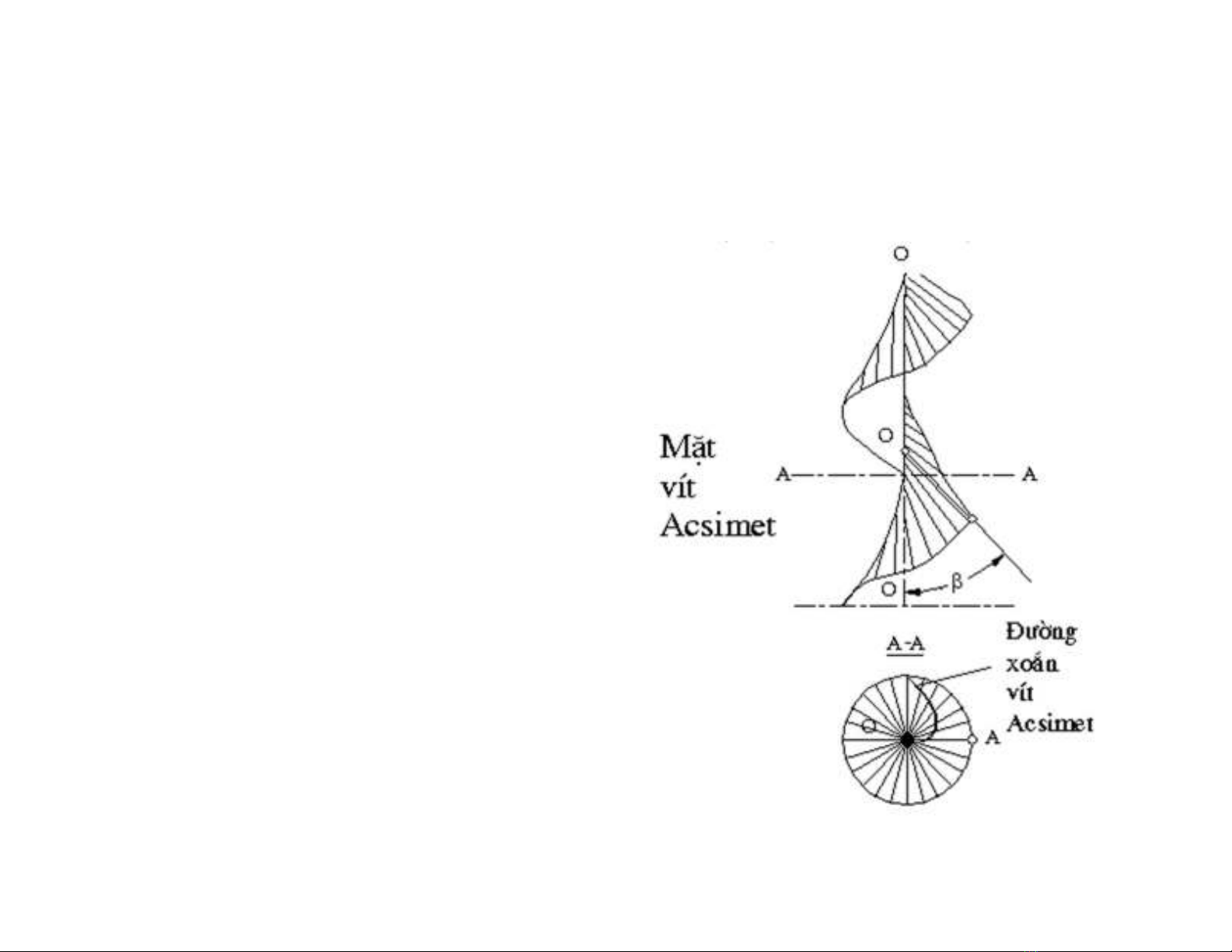
2.1. Trục vít Acsimet
Nguyên lý hình thành mặt vít Acsimet:
đường sinh thẳng cắt trục một góc β
chuyển động xoắn vít dọc trục
Đặc điểm mặt vít Acsimet:
- Nếu cắt mặt vít Acsimet bằng mặt
phẳng vuông góc với trục→ giao tuyến
là đường xoắn vit Acsimet
- Nếu cắt mặt vít Acsimet bằng mặt
phẳng chứa trục→ giao tuyến là đường
thẳng nghiêng với trục một góc β
CHƯƠNG 6
Các nguyên công cơ bản tạo hình dụng cụ trước nhiệt luyện
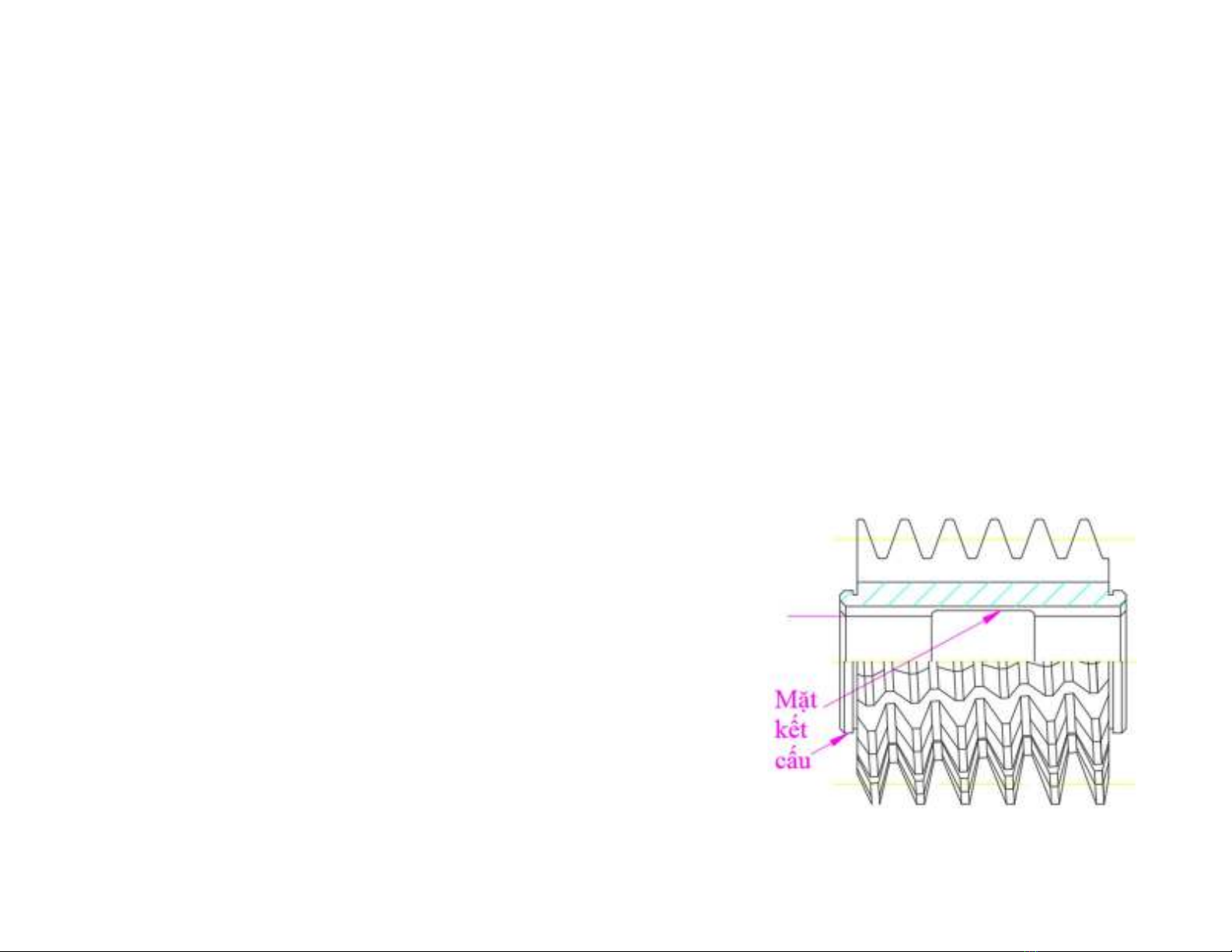
Trục vít Acsimet:
Mặt khởi thủy của DFLR có trục vít cơ bản là trục vít Acsimet gồm có:
Mặt trụ đỉnh + hai mặt bên sườn vít là mặt xoắn vít Acsimet
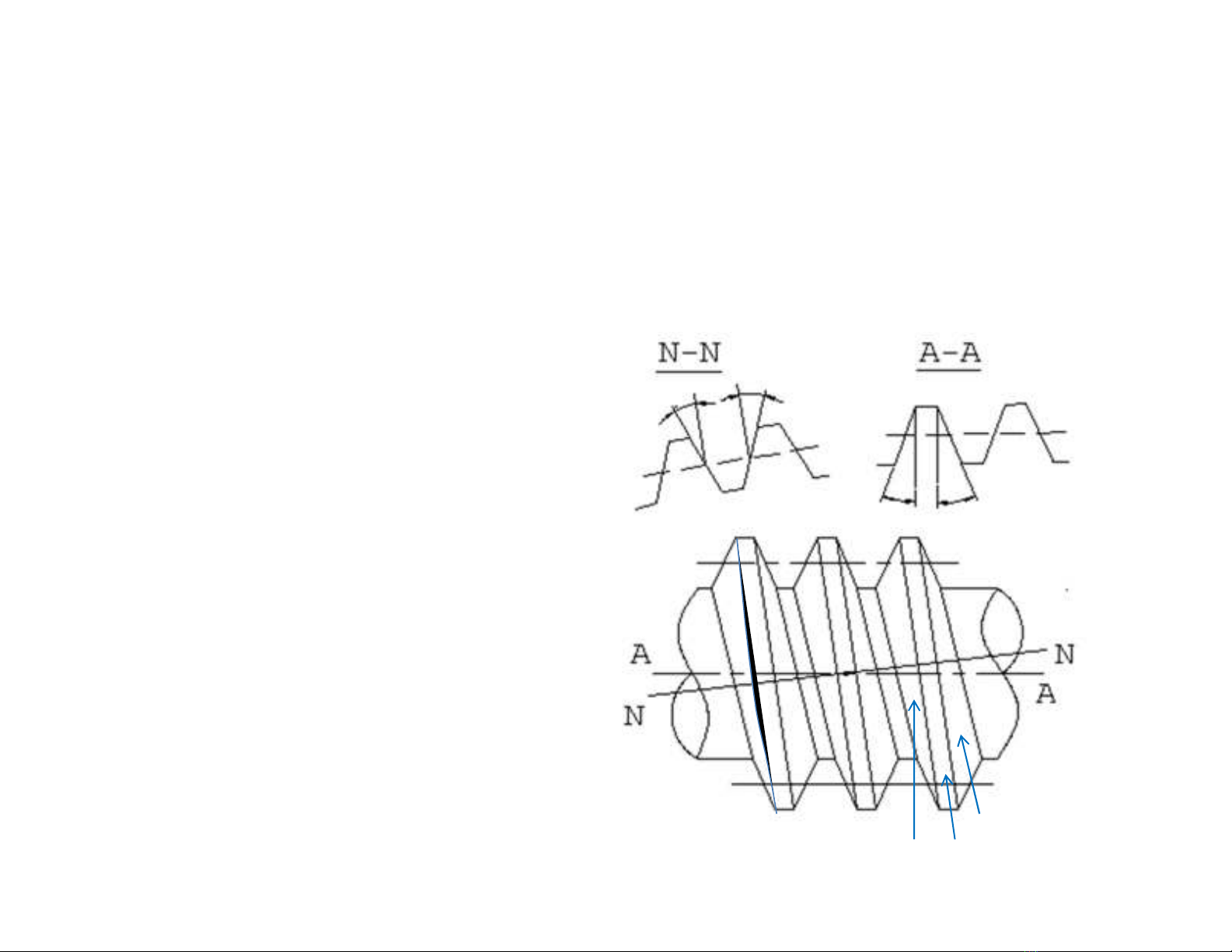
Trục vít Acsimet có các đặc điểm:
- Profin trong tiết diện dọc trục (AA)
→ thẳng
- Profin trong tiết diện pháp tuyến (NN)
→ cong
Chế tạo trục vít Acsimet
- Tiện bằng dao tiện định hình
→ SX nhỏ, đơn chiếc → phổ biến
- Phay bằng dao phay định hình
→ SX lớn
Mặt K















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)