BÁO CÁO AN TOÀN LAO Đ NGỘ
Đ TÀI:Ề KĨ THU T AN TOÀN TRONG GIA CÔNG C T G TẬ Ắ Ọ
ξξξξξ
Gi i thi u chung v gia công c t g t kim lo i:ớ ệ ề ắ ọ ạ
Gia công c t g t kim lo i là ph ng pháp c t b đi trên b m t phôi m tắ ọ ạ ươ ắ ỏ ề ặ ộ
l p kim lo i d th a (l ng d gia công) đ cho chi ti t đ t đ c hình dáng,ớ ạ ư ừ ượ ư ể ế ạ ượ
kích th c và ch t l ng b m t gia công theo yêu c u.ướ ấ ượ ề ặ ầ
Gia công kim lo i b ng c t g t có nhi u ph ng pháp khác nhau nh :ạ ằ ắ ọ ề ươ ư
ti n, phay, bào, mài, khoan…,m i ph ng pháp có kh năng đ t ch t l ngệ ỗ ươ ả ạ ấ ượ
và năng su t nh t đ nh, đ ng th i đ c s d ng trong ph m vi thích ng. Doấ ấ ị ồ ờ ượ ử ụ ạ ứ
đó, ng i th ph i n m b t đ c nh ng đ c đi m c b n và nh ng bi nườ ợ ả ắ ắ ượ ữ ặ ể ơ ả ữ ệ
pháp c n thi t t ng ph ng pháp, m i có th v n d ng đ c m t cách linhầ ế ở ừ ươ ớ ể ậ ụ ượ ộ
ho t khi gi i quy t các v n đ công ngh th ng g p.ạ ả ế ấ ề ệ ườ ặ
Nh ng nguyên nhân gây ra tai n n lao đ ng trong gia công c t g t:ữ ạ ộ ắ ọ
−Trong máy công c , máy ti n chi m t l cao (40%) vì máy ti n đ c sụ ệ ế ỷ ệ ệ ượ ử
d ng khá ph bi n. Nguyên nhân gây ch n th ng đ i v i máy ti n là do t cụ ổ ế ấ ươ ố ớ ệ ố
đ cao, phoi ra nhi u và liên t c, phoi ra thành dây dộ ề ụ ài, qu n và văng ra xungấ
quanh, phoi có nhi t đ cao, phoi v n có th b n vào ng i đ ng phía đ iệ ộ ụ ể ắ ườ ứ ở ố
di n ng i đang gia công.ệ ườ
−Khi khoan, mũi khoan l p không ch t có th văng ra, bắ ặ ể àn gá k p phôi khôngẹ
ch t làm cho v t gia công b văng ra.ặ ậ ị
−Khi mài n u đ ng không đúng v trí, khi đá mế ứ ị ài v có th văng ra ngoỡ ể ài, tay
c m không ch c ho c kho ng cách ng n làm cho đá mầ ắ ặ ả ắ ài có th ti p xúc vàoể ế
tay công nhân, …
−Các c c u truy n đ ng trong các máy công c nói chung nh bánh răng, dâyơ ấ ề ộ ụ ư
cu roa, ... cũng có th gây ra tai n n. Áo qu n công nhân không đúng c ,ể ạ ầ ỡ
không g n gọàng, ... có th b qu n vào máy và gây nên tai n n.ể ị ấ ạ
Bi n pháp phòng ng a chung:ệ ừ
− H ng d n cho công nhân cách s d ng máy thành th o. Ph i ch n v tríướ ẫ ử ụ ạ ả ọ ị
đ ng gia công cho thích h p v i t ng lo i máy. Ph i mang d ng c b o hứ ợ ớ ừ ạ ả ụ ụ ả ộ
lao đ ng, ăn m c g n gàng, đeo kính b o h .ộ ặ ọ ả ộ
− Tr c khi s d ng máy ph i ki m tra h th ng đi n, ti p đ t, si t ch tướ ử ụ ả ể ệ ố ệ ế ấ ế ặ
các bu lông c vít, ki m tra đ căng đai, ki m tra các c c u truy n d nố ể ộ ể ơ ấ ề ẫ
đ ng, tra d u m , tr c khi gia công c n ch y th máy đ ki m tra. Nh ngộ ầ ỡ ướ ầ ạ ử ể ể ữ
thi t b trong khi s n xu t gây rung đ ng l n ph i b trí xa n i có m t đế ị ả ấ ộ ớ ả ố ơ ậ ộ
công nhân l n và n n móng ph i có hào ch ng rung.ớ ề ả ố
−Các nút đi u khi n ph i nh y, làm vi c tin c y. Các b ph n đi u khi nề ể ả ạ ệ ậ ộ ậ ề ể
máy ph i b trí v a t m tay cho công nhân thu n ti n thao tác, không ph iả ố ừ ầ ậ ệ ả
v i, không ph i cúi.ớ ả
−Đ i v i các máy có dung d ch n c t i làm mát, xí nghi p ph i cho côngố ớ ị ướ ướ ệ ả
nhân s d ng máy đó bi t tính ch t, đ c đi m và m c đ đ c h i đ ng aử ụ ế ấ ặ ể ứ ộ ộ ạ ể ừ
tr c nh ng nguy hi m có th x y ra.ướ ữ ể ể ả
−Khi h t ca, công nhân đ ng máy ph i ng t ngu n đi n, lau chùi máy, thu d nế ứ ả ắ ồ ệ ọ
d ng c g n gàng, bôi tr n nh ng n i quy đ nh. Vi c thu d n phoi ph i dùngụ ụ ọ ơ ữ ơ ị ệ ọ ả
các móc, cào, bàn ch i, ch i… C m không đ c dùng tay tr c ti p thu d nả ổ ấ ượ ự ế ọ
phoi. Công nhân làm vi c máy nào thì ch đ c phép lau chùi máy đó vì hệ ỉ ượ ọ
hi u rõ máy mình đang làm vi c t t h n máy khác. C m dùng tay không lauể ệ ố ơ ấ
chùi máy mà ph i dùng gi , bàn ch i s t. Các thi t b làm s ch phôi li uả ẻ ả ắ ế ị ạ ệ
ph i b trí bu ng riêng, có thi t b thông gió và có các thi t b hút b i c cả ố ở ồ ế ị ế ị ụ ụ
b nh ng n i sinh b i. T t c các b ph n truy n đ ng c a các máy đ uộ ở ữ ơ ụ ấ ả ộ ậ ề ộ ủ ề
ph i che ch n kín, có c a cài ch c ch n k c các kh p n i ma sát, kh p n iả ắ ử ắ ắ ể ả ớ ố ớ ố
tr c các đăng.ụ
Các bi n pháp an toàn khi s d ng m t s máy công c : ệ ử ụ ộ ố ụ (Khoan, Mài, Bào)
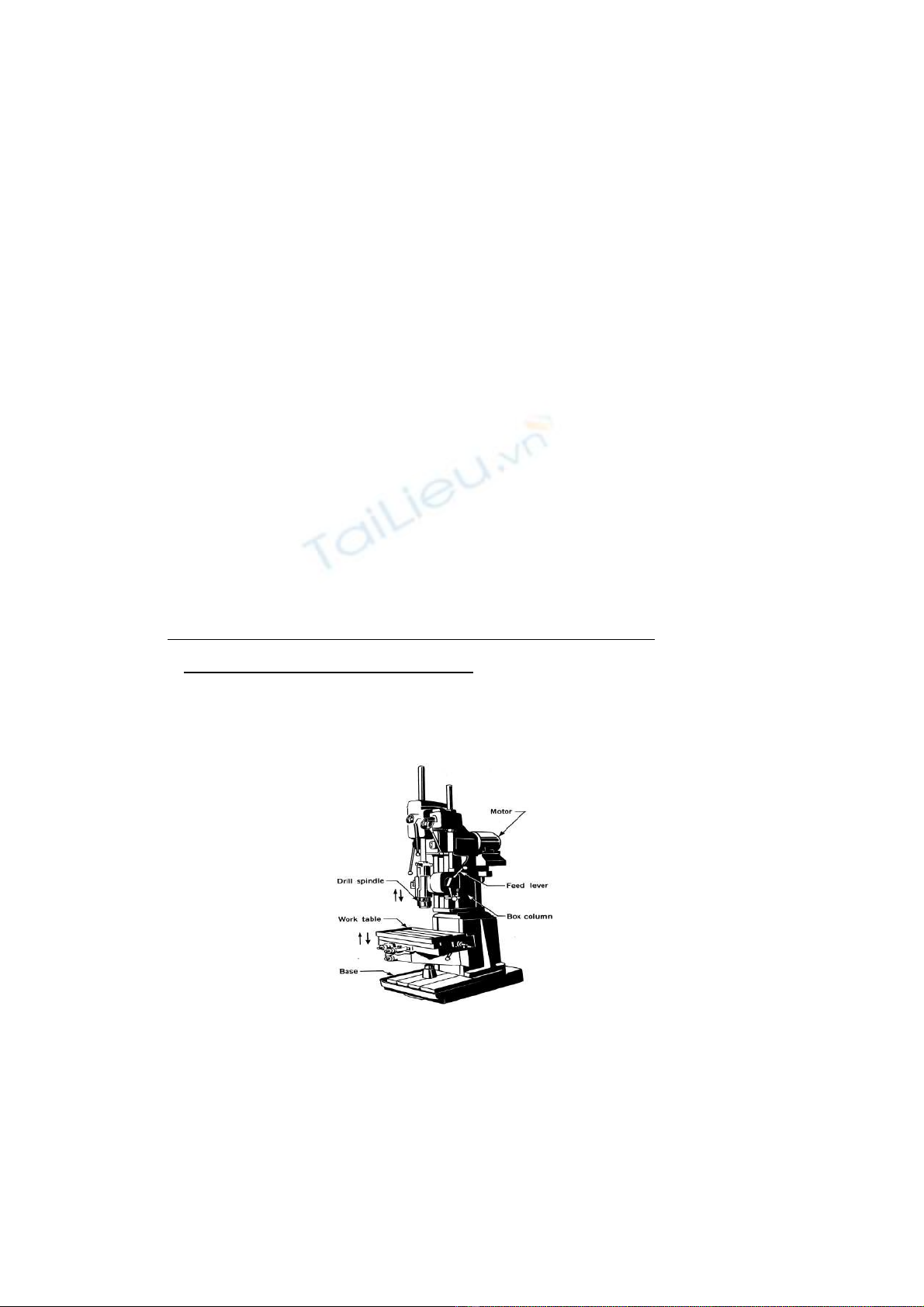
a. K thu t an toàn trên máy khoan: ỹ ậ
# Khoan là ph ng pháp c b n đ gia công l trên v t li u đ c.ươ ơ ả ể ỗ ậ ệ ặ Khoan
không nh ng ch th c hi n trên nhóm máy khoan; mà còn th c hi n đ cữ ỉ ự ệ ự ệ ượ
trên các lo i máy khác nh : máy ti n v n năng, máy phay.v.v..ạ ư ệ ạ
+Đ i v i máy khoan, khi gá l p mũi khoan ph i k p ch t mũi khoan vàố ớ ắ ả ẹ ặ
đ m b o đ ng tâm v i tr c ch đ ng.ả ả ồ ớ ụ ủ ộ
+Các chi ti t gia công ph i đ c k p ch t tr c ti p ho c qua gá đ v i bànế ả ượ ẹ ặ ự ế ặ ỡ ớ
khoan. Tuy t đ i không đ c dùng tay đ gi chi ti t gia công và khôngệ ố ượ ể ữ ế
đ c dùng găng tay khi ti n hành khoan.ượ ế
+Khi phoi ra b qu n vào mũi khoan ho c đ gá mũi khoan, không đ cị ấ ặ ồ ượ
dùng tay tr c ti p tháo g phoi khoan.ự ế ỡ
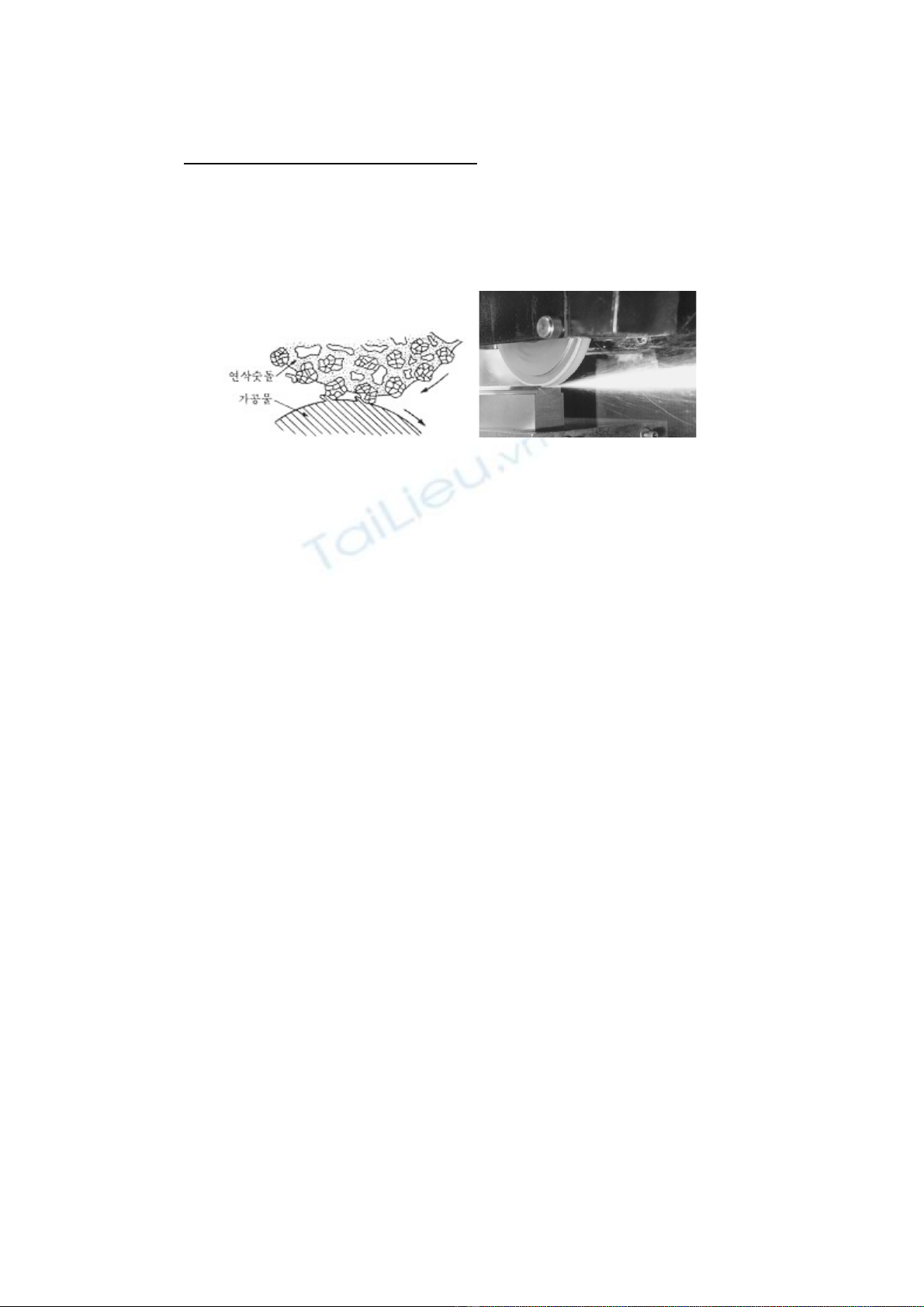
b. K thu t an toàn đ i v i máy mài:ỹ ậ ố ớ
# B n ch t c a quá trình mài là s c sát t vi b m t c a v t r n b ngả ấ ủ ự ọ ế ề ặ ủ ậ ắ ằ
nh ng h t mài có v n t c cao. Ph n làm vi c c a đá mài g m vô s nh ngữ ạ ậ ố ầ ệ ủ ồ ố ữ
l i c t c a nh ng h t mài riêng bi t, chúng không có hình d ng gi ng nhauưỡ ắ ủ ữ ạ ệ ạ ố
và đ c phân b r t l n x n trong ch t dính k t c a đá mài.ượ ố ấ ộ ộ ấ ế ủ
+Đá mài g m nh ng h t mài k t dính l i b ng các ch t k t dính (nhồ ữ ạ ế ạ ằ ấ ế ư
bakelit, g m, …) nên ch u kéo kém. Đá mài c ng nh ng dòn, d b v ,ố ị ứ ư ễ ị ỡ
không ch u đ c rung đ ng và t i tr ng va đ p. Đ m c a đá mài cũngị ượ ộ ả ọ ậ ộ ẩ ủ
nh h ng nhi u đ n đ b n c a đá.ả ưở ề ế ộ ề ủ
+Đ c đi m chung c a máy mài là t c đ l n ( V= 35 ÷ 300 m/s). Vì v y khiặ ể ủ ố ộ ớ ậ
đá mài quay s gây ra l c ly tâm r t l n. N u đá mài không đ m b o liênẽ ự ấ ớ ế ả ả
k t t t, không cân b ng s gây v đá.ế ố ằ ẽ ỡ
+Vi c ch n đá mài ph i căn c vào yêu c u k thu t c a quy trình gia côngệ ọ ả ứ ầ ỹ ậ ủ
đ ch n đúng lo i đá. Sau khi l p đá ph i cân b ng đ ng và ph i thể ọ ạ ắ ả ằ ộ ả ử
nghi m đ b n c h c c a đá nh sau: đ i v i đá có đ ng kính t Ø30ệ ộ ề ơ ọ ủ ư ố ớ ườ ừ
÷ Ø 90 mm ph i ki m tra v i t c đ cao h n t c đ đ nh m c 50% trongả ể ớ ố ộ ơ ố ộ ị ứ
th i gian 3 phút, đ ng kính Ø150 ÷ Ø475mm trong 5 phút và Ø > 500 mmờ ườ
trong 7 phút. N u không bi t t c đ quay cho phép c a đá thì ph i th v iế ế ố ộ ủ ả ử ớ
t c đ l n h n 60% t c đ làm vi c trong 10 phút.ố ộ ớ ơ ố ộ ệ
+Đá mài ph i đ c b o qu n n i khô ráo. Không đ c đ trong môiả ượ ả ả ở ơ ượ ể
tr ng có axit và có ch t ăn mòn khác. C m không đ c x p đá ch ng lênườ ấ ấ ượ ế ồ
nhau ho c ch ng các v t n ng khác lên đá đ tránh r n n t. Các lo i đáặ ồ ậ ặ ể ạ ứ ạ
mài dùng ch t k t dính b ng magiê, n u th i h n b o qu n quá m t nămấ ế ằ ế ờ ạ ả ả ộ
thì không đ c s d ng n a vì ch t k t dính không b o đ m n a.ượ ử ụ ữ ấ ế ả ả ữ
+Khi l p vào tr c chính, đá mài ph i đ c k p đ u gi a hai m t bích b ngắ ụ ả ượ ẹ ề ữ ặ ằ
nhau. Gi a đá và m t bích k p ph i đ n m t l p v t li u đàn h i. Khi l pữ ặ ẹ ả ộ ộ ớ ậ ệ ồ ắ
và đi u ch nh đá c m dùng búa thép đ gõ đá mài. Khe h gi a tr c và lề ỉ ấ ể ở ữ ụ ỗ
đá ph i đ m b o trong kho ng t 25% đ ng kính l đ đ phòng tr cả ả ả ả ừ ườ ỗ ể ề ụ
giãn n nhi t trong quá trình làm vi c. C n ph i cân b ng tĩnh ho c cânở ệ ệ ầ ả ằ ặ
b ng đ ng. ằ ộ
+Khi đ ng kính đá mài gi m và kho ng cách gi a đá và bích k p nh h nườ ả ả ữ ẹ ỏ ơ

3 mm thì ph i thay đá m i. Đá mài khi làm vi c ph i có bao che ch n, kheả ớ ệ ả ắ
h gi a đá và m t bên ph i n m trong kho ng t 10 ÷ 15mm, v t li u cheở ữ ặ ả ằ ả ừ ậ ệ
ch n không đ c quá m ng và ph i làm theo tiêu chu n quy đ nh, góc mắ ượ ỏ ả ẩ ị ở
c a v che ch n ch n sao cho nh nh t đ tránh gây tai n n.ủ ỏ ắ ọ ỏ ấ ể ạ
+Công nhân đ ng máy không đ c đ ng phía không có bao che ch n. Khiứ ượ ứ ở ắ
mài thô, mài nh n b ng ph ng pháp khô thì yêu c u ph i có máy hút b i.ẵ ằ ươ ầ ả ụ
c. K thu t an toàn đ i v i máy bào:ỹ ậ ố ớ
# Bào là quá trình gia công c t g t kim lo i do dao bào th c hi n trên máyắ ọ ạ ự ệ
bào. Ð gia công đ c b ng c t g t, d ng c c t và phôi ph i th c hi n haiể ượ ằ ắ ọ ụ ụ ắ ả ự ệ
chuy n đ ng xác đ nh nh sau:Chuy n đ ng công tác là chuy n đ ng để ộ ị ư ể ộ ể ộ ể
tách phoi, là chuy n đ ng t nh ti n qua l i c a bàn máy và phôi…ể ộ ị ế ạ ủ
+T t c máy bào đ u c n kh ng ch kho ng hành trình c a đ u bào.ấ ả ề ầ ố ế ả ủ ầ
+Trong khi máy ch y không đ c qua l i tr c hành trình chuy n đ ngạ ượ ạ ướ ể ộ
c a máy. Các thi t b ph i có đ y đ các c c u an toàn. Nh ng c m k tủ ế ị ả ầ ủ ơ ấ ữ ụ ế
c u có chuy n đ ng lui t i trên máy bào gi ng hay bào ngang ph i b tríấ ể ộ ớ ườ ả ố
v trí v n xa nh t c a b ph n đó di chuy n quay vào t ng, cách t ngị ươ ấ ủ ộ ậ ể ườ ườ
t i thi u 0,5 m ho c cách mép đ ng v n chuy n t i thi u 1m.ố ể ặ ườ ậ ể ố ể
+Ph i bao che các c c u bánh răng, thanh răng, c c u d ch chuy n. Trongả ơ ấ ơ ấ ị ể
khi máy đang ch y, tuy t đ i không gá l p đi u ch nh v t gia công.ạ ệ ố ắ ề ỉ ậ






![Giáo trình an toàn lao động hàng hải part 3 [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110914/artemis07/135x160/an_toan_hh2_quang_split_3_6886.jpg)
![Giáo Trình An Toàn Lao Động Hàng Hải Part 2: [Thêm Mô Tả Chi Tiết Hơn Để Tăng SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110914/artemis07/135x160/an_toan_hh2_quang_split_2_8731.jpg)
![Giáo trình an toàn lao động hàng hải part 1: [Thêm từ mô tả nếu cần]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110914/artemis07/135x160/an_toan_hh2_quang_split_1_0904.jpg)
![An Toàn Lao Động Phần 5: [Mô tả chi tiết hơn về nội dung phần 5 nếu có thể, ví dụ: Kinh nghiệm, Quy trình...]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20110822/hoa_layon/135x160/an_toan_ve_sinh_lao_dong_4__5207.jpg)
















%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)