CỤC HÀNG HẢI VIỆT NAM
TRƯỜNG CAO ĐĂNG HÀNG HẢI II
GIÁO TRÌNH
Tên mô đun:Công Nghệ Kim Loại
NGHỀ: CẮT GỌT KIM LOẠI
TRÌNH ĐỘ CAO ĐẲNG NGHỀ
TP. HCM, năm 20..
Lêi nãi ®Çu
§Ó ®¸p øng nhu cÇu vÒ c«ng nghÖ kim lo¹i häc tËp cho sinh viªn vµ t¹o ®iÒu kiÖn
thuËn lîi cho gi¸o viªn khi gi¶ng d¹y Tæ m«n Lý thuyÕt c¬ b¶n ®· biªn so¹n gi¸
o
tr×nh C«ng nghÖ kim lo¹i .
Gi¸o tr×nh C«ng nghÖ kim lo¹i ®
•
îc biªn so¹n theo ch
•
¬ng tr×nh m«n häc tr
o
ng
ch
•
¬ng tr×nh khung quèc gia nghề CGKL- Tr×nh ®é Cao ®¼ng bao gåm nh÷ng kiÕn
thøc c¬ b¶n ®Ó lµm c¬ së cho viÖc tiÕp thu c¸c m«n häc chuyªn m«n nghÒ.
Trong qu¸ tr×nh biªn so¹n tæ m«n ®· tham kh¶o nhiÒu tµi liÖu C«ng nghÖ kim
lo¹i cña c¸c tr
•
êng ®µo t¹o nghÒ vµ mét sè tµi liÖu cña c¸c trường §¹i häc SPKT
trường §HBKHN, §H c«ng nghiÖ
p
...
MÆc dï ®· cã nhiÒu cè g¾ng, song kh«ng tr¸nh khái nh÷ng thiÕu sãt. Chóng t«i
rÊt mong nhËn ®
•
îc ý kiÕn ®ãng gãp x©y dùng cña ®ång nghiÖp vµ b¹n ®äc ®Ó gi¸
o
tr×nh nµy ngµy cµng hoµn thiÖn h¬n.
Xin ch©n
thµnh
c¶m ¬
n
!
Ch
ư
ơng I: ĐÚC KIM LOẠI - HỢP KIM
Bài 1: Khái niệm và đặc điểm đúc kim loại - hợp kim
I. Mục tiêu bài giảng
Sau khi học bài này học sinh cần:
- Nêu được khái niệm, đặc điểm đúc kim loại, hợp kim
- Vẽ sơ đồ trình bày được quá trình sản xuất đúc trong khuôn cát
- Lựa chọn được vật liệu chế tạo hỗn hợp làm khuôn
- Có tính chuyên cần, ham học hỏi, sáng tạo trong học tập
II. Nội dung bài giảng
1. Khái niệm
Là quá trình nấu chảy rồi rót kim loại vào khuôn. Sau khi kim loại đông đặc ta
thu được vật đúc theo yêu cầu.
- Vật đúc đem sử dụng ngay gọi là chi tiết đúc
- Vật đúc đưa qua gia công tiếp theo gọi là phôi đúc.
2. Đặc điểm
* Ưu điểm:
- Có thể đúc được nhiều vật liệu khác nhau: Gang, thép,...Khối lượng vài gam
đến hàng trăm tấn.
- Chế tạo được những vật đúc có hình, dạng kết cấu phức tạp
- Có khả năng cơ khí hoá, tự động hoá
- Giá thành chế tạo vật đúc rẻ
* Nhược điểm
- Độ chính xác về hình dạng kích thước và độ bóng không cao
- Dễ gây khuyết tật (rỗ khí, cháy cát)
- Khó kiểm tra khuyết tật
Bài 2: Đúc trong khuôn cát
1. Quá trình sản xuất đúc trong khuôn cát
Bước 1 Bộ phận kỹ thuật căn cứ bản vẽ chi tiết vẽ bản vẽ vật đúc.
Bản vẽ vật đúc cần phải thể hiện được mặt phân khuôn, lõi, độ dốc đúc, lượng
dư gia công cơ, dung sai khi đúc.
Bước 2 Bộ phận mộc mẫu căn cứ bản vẽ vật đúc chế tạo ra bộ mẫu.
Bộ mẫu gồm:
* Mẫu
- Mẫu vật đúc → tạo lòng khuôn → hình dáng bên ngoài vật đúc. Mẫu chia
làm 2 nửa, lắp với nhau bằng chốt định vị.
- Mẫu hệ thống rót, đậu hơi, đậu ngót → tạo ra hệ thống rót, đậu hơi, đậu ngót
khi làm khuôn.
* Hộp lõi: dùng tạo ra lõi → tạo phần rỗng bên trong vật đúc. Hộp lõi chia làm
2 nửa lắp với nhau bằng chốt định vị.
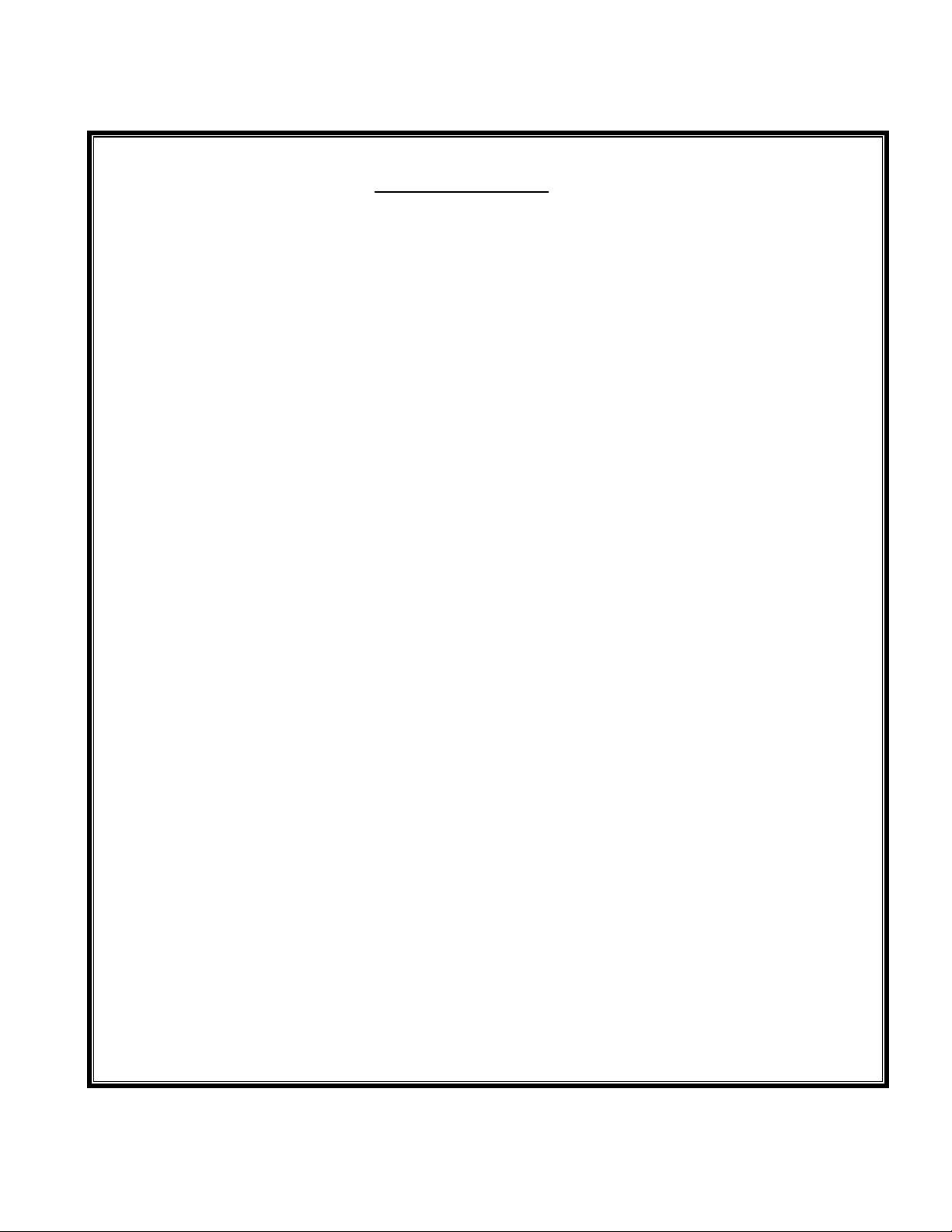
Sơ đồ quá trình sản xuất đúc
Bản vẽ kỹ thuật
Chế tạo bộ mẫu
Chế tạo hỗn hợp làm Chế tạo hỗn hợp làm lõi
Làm khuôn Làm lõi
Làm lõi Nấu KL, HK lỏng Làm lõi
Lắp khuôn, lõi – Rót KL, HK lỏng vào khuôn
Rỡ khuôn lấy
vật đúc
Tháo lõi khỏi
vật đúc
Làm sạch
vật đúc
Kiểm tra
vật đúc
Bước 3: Bộ phận làm khuôn dùng mẫu và hỗn hợp làm khuôn chế tạo ra
khuôn.
- Khuôn chia làm 2 nửa để dễ rút mẫu khi làm khuôn.
- Để dẫn kim loại lỏng vào khuôn trong hòm khuôn có hệ thống rót. Đậu ngót
dùng để bổ sung kim loại còn thiếu vào trong khuôn khi kim loại co ngót trong quá
trình đông đặc → tránh lõm co. Đậu hơi dùng tăng cường thoát khí trong lòng khuôn
và trong hỗn hợp ra ngoài → tránh rỗ khí.
Bước 4 Bộ phận làm lõi dùng hộp lõi và hỗn hợp làm lõi chế tạo ra lõi.
Bước 5 Sấy khuôn và lõi - Nấu kim loại hợp, kim lỏng.
Bước 6 Lắp khuôn, lõi
- Lõi tựa trong khuôn nhờ gối lõi và các mã đỡ hoặc mã chống.
- Dùng các gân hòm khuôn để nâng cao độ bền khuôn.
- Xiên các lỗ để tăng khả năng thoát khí khi rót khuôn.
- Hai hòm khuôn lắp chính xác với nhau nhờ chốt định vị.
- Kẹp chặt hai hòm khuôn bằng bu lông hoặc tải trọng đè.
Bước 7 Rót kim loại hợp, kim lỏng vào khuôn
Bước 8 Dỡ khuôn - Phá lõi - Làm sạch - Kiểm tra vật đúc
2. Hỗn hợp làm khuôn, lõi
a. Các yêu cầu với hỗn hợp làm khuôn lõi
- Tính dẻo: Khả năng biến dạng vĩnh cửu của hỗn hợp sau khi bỏ tác dụng của
ngoại lực (tạo lòng khuôn rõ nét theo đúng hình dạng và kích thước).
- Độ bền: Khả năng hỗn hợp chịu được tác dụng của ngoại lực mà không bị
phá huỷ (không vỡ khi vận chuyển, lắp ráp khuôn và chịu áp lực thuỷ tĩnh, thuỷ động
của kim loại lỏng khi rót khuôn).

- Tính lún: Khả năng giảm thể tích của hỗn hợp khi chịu tác dụng của ngoại
lực (không cản trở vật đúc khi đông đặc và làm nguội tránh hiện tượng nứt, công
vênh).
- Tính thông khí: Khả năng thoát khí từ trong lòng khuôn, hoặc trong hỗn hợp
ra ngoài (không khí từ kim loại lỏng, nơi ẩm từ vật liệu khuôn...thoát ra ngoài đễ
dàng, tránh được rỗ khí).
- Độ ẩm: Lượng nước chứa trong hỗn hợp tính theo %.
- Độ bền nhiệt: Khả năng giữ được độ bền khi làm việc ở nhiệt độ cao (không
bị chảy, cháy, mềm ở nhiệt độ cao).
- Độ bền lâu: Khả năng làm việc lâu dài, nhiều lần của hỗn hợp (giữ được tính
chất ban đầu).
b. Các vật liệu làm khuôn, lõi
* Cát
Thành phần chủ yếu là SiO2 còn gọi thạch anh, ngoài ra lẫn ít đất sét và các tạp
chất như: Aℓ2O3, Fe2O3.
* Đất sét
Thành phần chủ yếu là Cao lanh mAℓ2O3. n SiO2. qH2O và một số tạp chất
khác CaCO3; Fe2O3; Na2CO3. Nghiền nhỏ đất sét rồi trộn với cát khi làm khuôn.
Đặc điểm
→
Dẻo dính khi có lượng nước thích hợp.
→
Tăng độ bền, không cháy nhưng giòn dễ vỡ khi sấy khô.
* Chất dính kết
- Chất đưa vào hỗn hợp để tăng độ bền, độ dẻo.
- Thường dùng
+ Dầu thực vật: dầu lanh, dầu bông, dầu trẩu
→
trộn với cát.
+ Chất hoà tan nước: nước đường, bột hồ.
- Chất hoá cứng: hắc ín, thuỷ tinh, xi măng nhựa thông.
* Chất phụ
Dưa vào hỗn hợp để tăng tính lún, tính thông khí, làm nhẵn bề mặt khuôn, lõi
và tăng tính chịu nhiệt.
- Chất phụ pha trộn hỗn hợp: mùn cưa, rơm vụn, bột than.
- Chất sơn khuôn
Quyét lên bề mặt khuôn, lõi tăng độ nhẵn bóng và tính chịu nóng bề mặt.
c. Các loại hỗn hợp làm khuôn, lõi
* Hỗn hợp làm khuôn
- Cát áo: Dùng để phủ sát mẫu khi làm khuôn, trực tiếp tiếp xúc với kim loại
lỏng cần độ bền, dẻo, chịu nhiệt cao, hạt nhỏ, tăng độ nhẵn ở bề mặt. Thường sử dụng
cát mới chiếm (10 ÷ 15)% lượng cát chứa trong khuôn.
- Cát đệm: Dùng đệm phần khuôn còn lại nhằm nâng cao độ bền khuôn. Cần
tính lún, tính thông khí. Thường sử dụng cát cũ chiếm (55 ÷ 90)% lượng cát trong
khuôn.
→
Tuỳ thuộc kim loại vật đúc mà hỗn hợp làm khuôn có tỷ lệ pha trộn khác
nhau.















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)