
HƯỚNG DẪN VẬN HÀNH MÁY CNC FEIKE 12D-2T
Biªn so¹n: 097 178 2898 1
Mục lục
A. GIẢI THÍCH CHỨC NĂNG CÁC BỘ PHẬN CỦA HỆ THỐNG MÁY CNC TRUNG TÂM THAY DAO TỰ ĐỘNG
FEIKE-12D-2T 3
I. Tủ điện, gắn bảng điều khiển 3
1. Tủ điện 3
2. Bảng điều khiển 3
II. Máy gia công – thân máy CNC 6
1. Bàn gia công 6
2. Dầm cầu chạy – cơ cấu di chuyển tọa độ gia công 6
3. Đài dao 7
III. Bàn nâng - xếp nguyên vật liệu 7
IV. Bàn băng tải ra phôi 7
B. VẬN HÀNH MÁY 8
I. Khởi động 8
II. Đưa về tọa độ an toàn (home) 9
III. Di chuyển 10
IV. So dao 11
V. Cấp tấm nguyên vật liệu vào 15
VI. Cài đặt tọa độ mốc (x01,y01,z01) #(0,0,0) – set0 16
VII. Nạp/xóa tệp lệnh chương trình 21
1. Xóa các tệp lệnh không dùng đến 21
2. Nạp các tệp lệnh chuẩn bị dùng đến 23
3. Chọn tệp lệnh để thực thi gia công 24
VIII. Chạy chương trình 25
IX. Đẩy phôi ra 29
X. Kết thúc 30

HƯỚNG DẪN VẬN HÀNH MÁY CNC FEIKE 12D-2T
Biªn so¹n: 097 178 2898 2
HƯỚNG DẪN VẬN HÀNH
MÁY CNC
(DÙNG CHO MÁY CNC TRUNG TÂM THAY DAO TỰ ĐỘNG FEIKE-12D-2T)
TÀI LIỆU NỘI BỘ
XƯỞNG MỘC ĐỨC HIẾU (ĐOÀN KẾT – ĐÔNG TẢO – KHOÁI CHÂU – HƯNG YÊN)
HƯỚNG DẪN VẬN HÀNH MÁY CNC FEIKE 12D-2T
Biªn so¹n: 097 178 2898 3
A. GIẢI THÍCH CHỨC NĂNG CÁC BỘ PHẬN CỦA HỆ THỐNG MÁY CNC
TRUNG TÂM THAY DAO TỰ ĐỘNG FEIKE-12D-2T
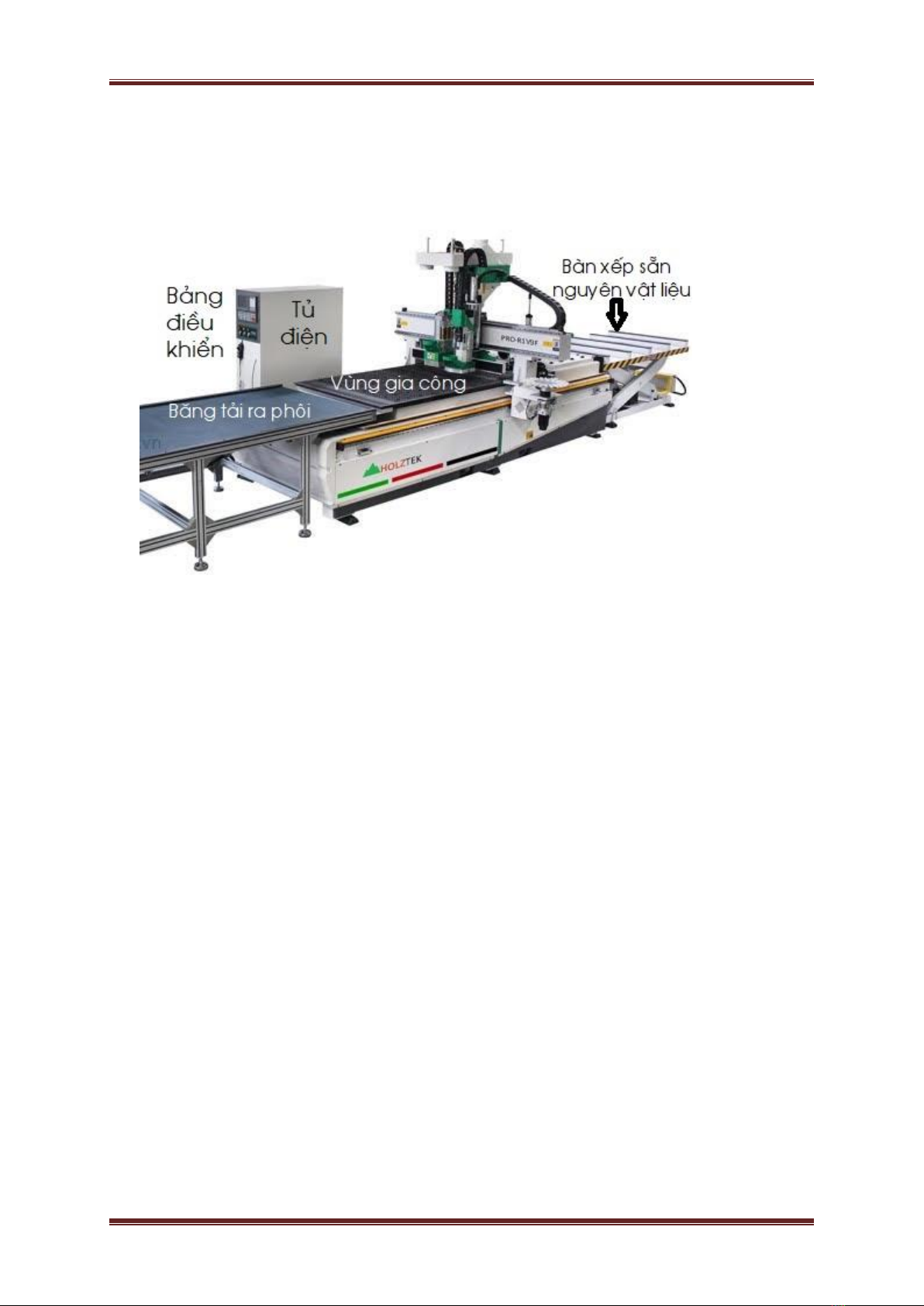
Hệ thống máy CNC trung tâm thay dao tự động gồm các bộ phận chính sau
hợp thành:
Tủ điện, gắn bẳng điều khiển
Máy gia công – thân máy CNC
Bàn nâng – xếp nguyên vật liệu (đầu vào)
Bàn băng tải ra phôi (đầu ra)
Máy hút chân không
Máy hút bụi
I. Tủ điện, gắn bảng điều khiển
1. Tủ điện
Chứa bộ xử lý - hệ điều hành máy CNC
2. Bảng điều khiển
Chứa màn điều khiển, các nút nguồn điều khiển
HƯỚNG DẪN VẬN HÀNH MÁY CNC FEIKE 12D-2T
Biªn so¹n: 097 178 2898 4
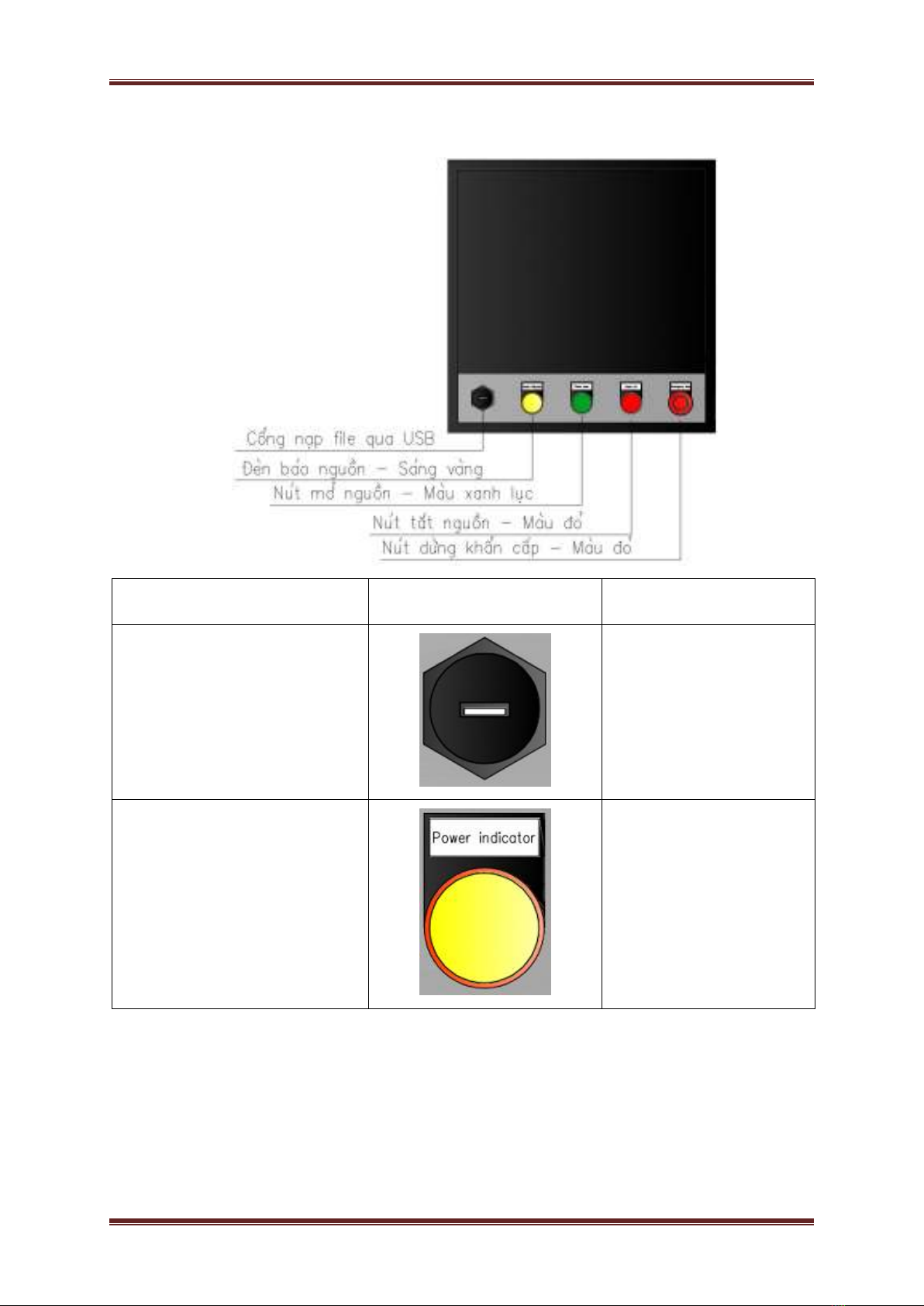
2.1. Các nút nguồn điều khiển
Loại nút
Hình ảnh
Chức năng
Cổng nạp file qua USB
Nhận cắm USB khi nạp
file lệnh
Đèn báo nguồn – sáng màu
vàng
Báo hiệu trạng thái
nguồn: khi có nguồn thì
đèn sáng màu vàng cam
HƯỚNG DẪN VẬN HÀNH MÁY CNC FEIKE 12D-2T
Biªn so¹n: 097 178 2898 5
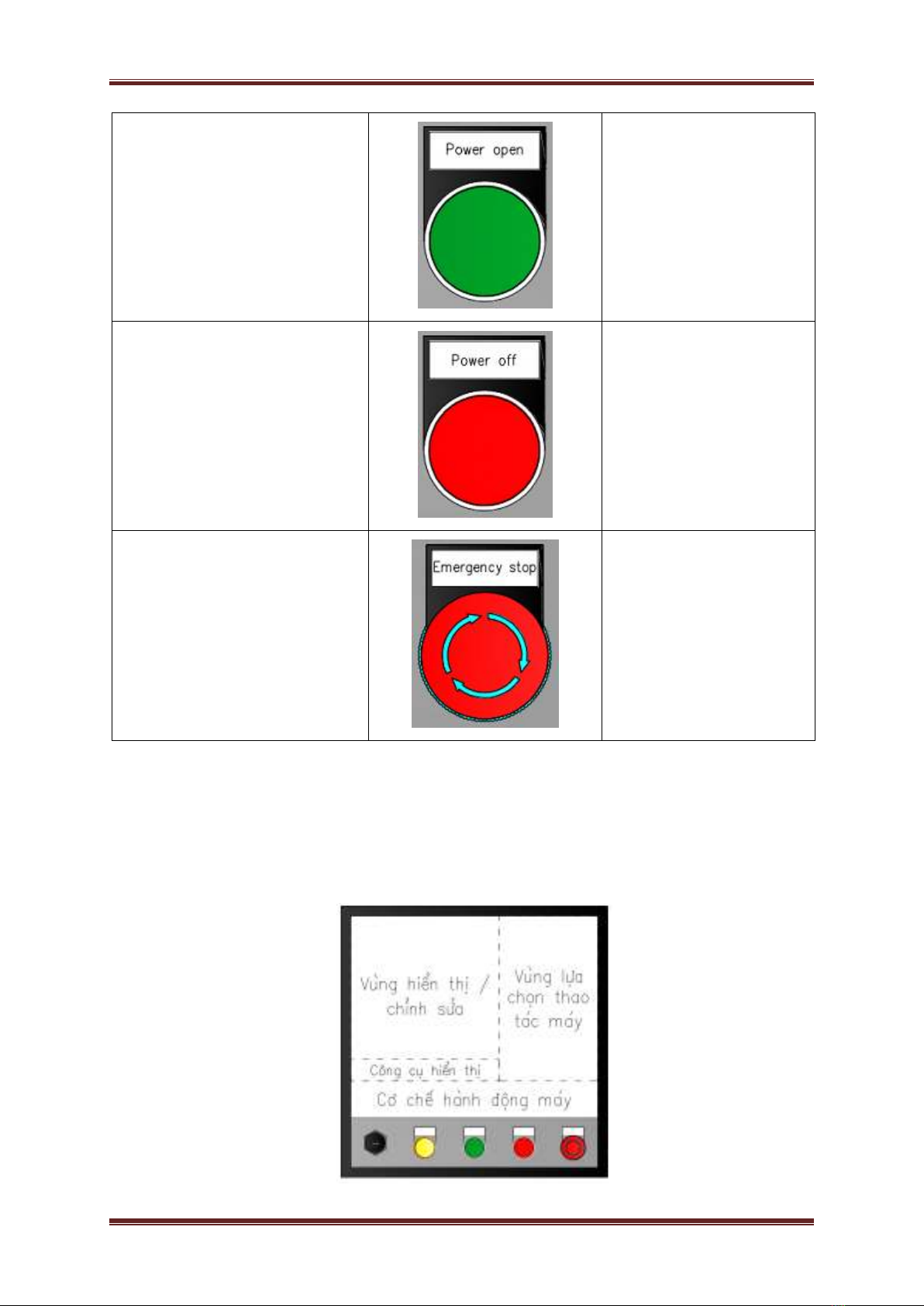
Nút mở nguồn – Màu xanh
lục
Mở nguồn năng lượng
(điện) hoạt động
Nút tắt nguồn – Màu đỏ
Tắt nguồn năng lượng
(điện) hoạt động
Nút dừng khẩn cấp – Màu đỏ
Dừng mọi hành động
toàn hệ thống máy. Sử
dụng trong trường hợp
khẩn cấp
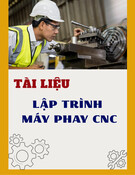
2.2. Màn điều khiển - các phân vùng điều khiển
Màn điều khiển được liên kết với thiết bị đầu vào (bàn phím và chuột máy
tính). Trên màn điều khiển, có thể phân các vùng như trong hình dưới:







![Giáo trình Máy phay CNC nâng cao (Nghề Cắt gọt kim loại) - CĐ Cơ Giới Ninh Bình [PDF]](https://cdn.tailieu.vn/images/document/thumbnail/2021/20210520/calliope09/135x160/3041621505507.jpg)

![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)














