KHOA HỌC KỸ THUẬT THỦY LỢI VÀ MÔI TRƯỜNG - SỐ 85 (9/2023)
51
BÀI BÁO KHOA HỌC
NGHIÊN CỨU ẢNH HƯỞNG CỦA CÁC THÔNG SỐ CÔNG NGHỆ
KHI GIA CÔNG BẰNG PHƯƠNG PHÁP XUNG ĐIỆN CHO THÉP SKD11
SAU KHI XỬ LÝ NHIỆT
Đoàn Yên Thế1
Tóm tắt: Trong nghiên cứu này, phương pháp thí nghiệm và xử lý số liệu Taguchi được áp dụng để
đánh giá ảnh hưởng của các thông số công nghệ chính trong quá trình xung điện cho thép SKD11 sau
khi tôi đến độ nhám bề mặt chi tiết xung và thời gian gia công. Thông qua các giá trị độ cứng bề mặt,
độ cứng tế vi xem xét vùng ảnh hưởng nhiệt trong quá trình xung điện. Từ các kết quả thực nghiệm cho
thấy các thông số công nghệ ảnh hưởng lớn đến chất lượng bề mặt chi tiết gia công là cường độ dòng
điện, thời gian đóng xung và thời gian ngắt xung. Trong đó, cường độ dòng điện ảnh hưởng lớn nhất
đến độ nhám bề mặt và thời gian gia công. Quá trình xung điện cũng làm tăng đáng kể độ cứng bề mặt
của thép SKD11 và có sự chênh lệch lớn độ cứng giữa vùng ảnh hưởng nhiệt và vùng kim loại nền sau
khi gia công bằng phương pháp xung điện.
Từ khóa: Gia công xung điện, thép SKD11, phương pháp Taguchi.
1. ĐẶT VẤN ĐỀ *
Gia công bằng phương pháp xung điện là một
trong những phương pháp gia công phi truyền
thống được sử dụng phổ biến hiện nay để gia công
các khuôn mẫu, dụng cụ như khuôn đột; khuôn
đùn, ép kim loại; các loại cối định hình vv...
(Eubank et al., 1993). Trong phương pháp này, sử
dụng dụng cụ gia công đóng vai trò là điện cực
được đặt cách phôi duy trì một khoảng cách đủ
nhỏ để tạo ra vùng plasma tia lửa điện trong môi
trường điện môi (Klocke et al., 2013). Nhiệt độ
vùng plasma tia lửa điện có thể từ 8000 đến
12000oC làm nóng chảy và bay hơi kim loại từ bề
mặt của phôi và điện cực, làm mòn dần bề mặt
phôi tạo nên biên dạng bề mặt gia công theo mong
muốn (DiBitonto et al., 1989). Phương pháp này
đặc biệt hiệu quả khi gia công các vật liệu khó gia
công như thép đã qua nhiệt luyện có độ cứng rất
cao hoặc các chi tiết hình dạng phức tạp có các lỗ
hoặc rãnh nhỏ và sâu mà các phương pháp gia
công truyền thống khác khó thực hiện (Sidda et
al., 2010). Mặc dù có nhiều ưu điểm, phương pháp
gia công xung điện có chi phí gia công lớn, quá
trình gia công phụ thuộc nhiều vào tính chất vật
1 Khoa Cơ khí, Trường Đại học Thủy lợi
liệu gia công và chất lượng chi tiết gia công khó
kiểm soát hơn so với phương pháp gia công cắt
gọt truyền thống khác (Tzeng et al., 2013). Vì vậy,
phương pháp này chỉ sử dụng cho một số trường
hợp đặc biệt mà phương pháp gia công truyền
thống khó thực hiện được và cần phải thí nghiệm
khảo sát ảnh hưởng của các thông số công nghệ
đối với từng loại vật liệu gia công để giảm thời
gian gia công và tăng chất lượng sản phẩm.
Thép SKD11 là loại thép hợp kim dụng cụ được
sử dụng phổ biến hiện nay để chế tạo khuôn dập
nguội (Zhao et al., 2023). Sau khi xử lý nhiệt ở chế
độ phù hợp, độ cứng của thép SKD11 tăng rất cao,
khó thực hiện được trên các thiết bị gia công cắt gọt
truyền thống, đặc biệt khi chi tiết có các lỗ, rãnh
nhỏ. Vì vậy, phương pháp gia công xung điện
thường được áp dụng trong các trường hợp này. Có
nhiều nghiên cứu được thực hiện để khảo sát ảnh
hưởng của các thông số công nghệ trong quá trình
gia công thép SKD11 bằng phương pháp xung điện.
Zhao và cộng sự (Zhao et al., 2023) đã nghiên cứu
ảnh hưởng của điện áp và cường độ dòng điện đến
vùng ảnh hưởng nhiệt và chi phí năng lượng khi gia
công thép SKD11 trên máy xung. Nghiên cứu chỉ ra
khi điện áp tăng dẫn đến chi phí năng lượng tăng
theo và vùng ảnh hưởng nhiệt trên chi tiết gia công

KHOA HỌC KỸ THUẬT THỦY LỢI VÀ MÔI TRƯỜNG - SỐ 85 (9/2023)
52
mở rộng, ảnh hưởng đến tính chất (độ cứng) của sản
phẩm gia công. Ảnh hưởng của việc bổ sung thêm
hỗn hợp graphit và cabit boron vào trong dung dịch
điện môi đến khả năng gia công thép SKD11 được
thực hiện bởi Mookam và cộng sự (Mookam et al.,
2021). Nguyễn Văn Đức và cộng sự (Nguyễn Văn
Đức và cộng sự 2022) đã nghiên cứu ảnh hưởng của
một số thông số công nghệ khi gia công xung định
hình bằng điện cực đồng cho thép SKD11. Nghiên
cứu chỉ ra thông số công nghệ quan trọng nhất trong
quá trình gia công xung điện là cường độ dòng điện,
thời gian đóng xung và thời gian ngắt xung. Để
nghiên cứu ảnh hưởng đa yếu tố trong quá trình
xung định hình, nhiều nghiên cứu đã áp dụng
phương pháp Taguchi (Khare et al., 2020). Đây là
phương pháp quy hoạch thực nghiệm đơn giản và
lựa chọn thông số tối ưu nhanh nhất với số lượng thí
nghiệm ít hơn các phương pháp quy hoạch thực
nghiệm khác mà vẫn cho biết xu hướng và mức độ
ảnh hưởng của từng thông số công nghệ đến kết quả
đầu ra.
Mặc dù một vài nghiên cứu ảnh hưởng của các
thông số khi xung điện cho thép SKD11 được thực
hiện, các kết quả chỉ phù hợp với một chủng loại
máy xung. Việc nghiên cứu thực nghiệm theo quy
hoạch thực nghiệm để tối ưu hóa thông số công
nghệ khi gia công thép SKD11 sau khi xử lý nhiệt
trên thiết bị xung điện CNC EDM OSCARMAX
S430S tại trường Đại học Thủy Lợi là cần thiết.
Trong nghiên cứu này, phương pháp thí nghiệm và
xử lý số liệu Taguchi được áp dụng để đánh giá ảnh
hưởng của các thông số công nghệ chính trong quá
trình xung điện cho thép SKD11 sau khi tôi đến độ
nhám bề mặt chi tiết xung. Vùng ảnh hưởng nhiệt
được xem xét thông qua giá trị độ cứng bề mặt, độ
cứng tế vi. Từ các kết quả thực nghiệm sẽ lựa chọn
bộ thông số công nghệ tối ưu để đạt độ nhám bề
mặt gia công nhỏ nhất.
2. NỘI DUNG NGHIÊN CỨU
2.1. Vật liệu
Trong nghiên cứu này sử dụng mẫu thí nghiệm
bằng thép SKD11. Thành phần của thép SKD11
được cho trong Bảng 1. Chọn 9 mẫu thí nghiệm có
kích thước 25x25x60 mm để dễ tiến hành gá đặt
mẫu trên bàn máy xung và thuận lợi cho việc đo
đạc độ cứng, chụp ảnh tổ chức của mẫu. Trước khi
xung, mẫu thí nghiệm được đem đi xử lý nhiệt
theo quy trình như sau: nung nóng lên nhiệt độ
1050oC trong lò điện trở LHT 08/16, giữ nhiệt tại
nhiệt độ đó 50 phút rồi sau đó làm nguội nhanh
trong nước. Độ cứng bề mặt mẫu thử được đo trên
máy đo độ cứng Rocwell Mitutoyo HR-400. Giá
trị độ cứng trước và sau khi nhiệt luyện đo được
trung bình khoảng 278HV và 636HV, tương ứng.
Như vậy, sau khi xử lý nhiệt, độ cứng của thép rất
cao (khoảng 57HRC), khó gia công bằng các
phương pháp gia công cắt gọt truyền thống.
Vật liệu điện cực được sử dụng trong các thí
nghiệm là đồng thau. Đây là vật liệu phổ biến nhất
dùng làm dụng cụ trong xung tia lửa điện. Độ
cứng của vật liệu làm điệc cực chỉ khoảng 100HB,
nhỏ hơn nhiều so với độ cứng thép SKD11 sau khi
xử lý nhiệt. Đây là một điểm khác biệt của
phương pháp gia công xung điện so với các
phương pháp gia công cắt gọt truyền thống khác
khi mà dụng cụ cắt có độ cứng nhỏ hơn rất nhiều
so với độ cứng của chi tiết gia công.
2.2. Thiết kế thí nghiệm
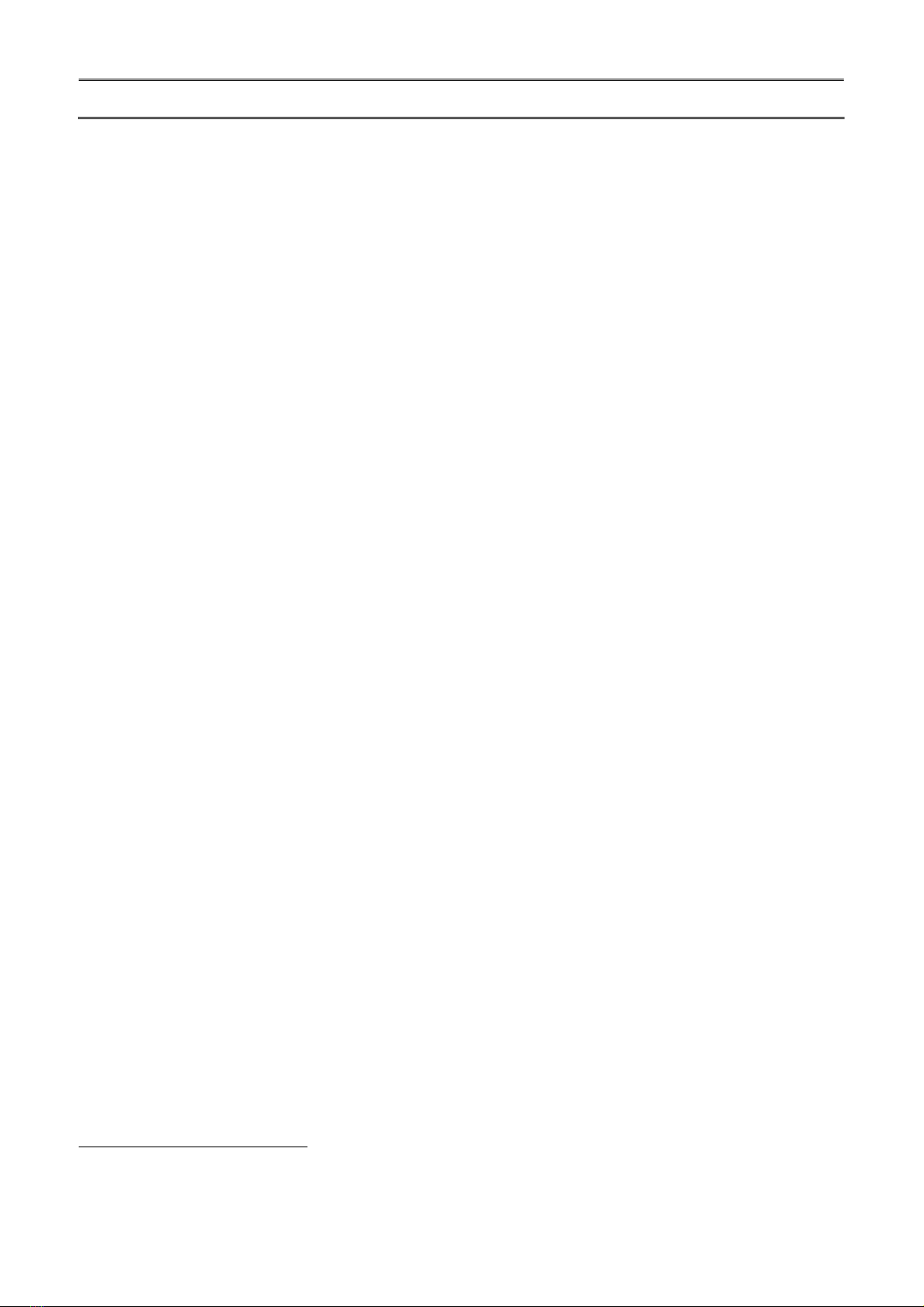
Thí nghiệm xung điện được thực hiện trên máy
xung CNC EDM OSCARMAX S430S của hãng
Oscarmax EDM Taiwan - Đài Loan (Hình 1a).
Thông số kỹ thuật của thiết bị được cho trong
Bảng 2. Mẫu thí nghiệm (phôi) sau khi xử lý nhiệt
được gá đặt trên bàn gá đặt phôi với sự trợ giúp
của nam châm điện, mẫu được hút chặt trên bàn
gá phôi (Hình 1b). Trong quá trình xung điện phải
luôn đảm bảo dung dịch điện môi được cung cấp
đầy đủ và chảy vào khe hở giữa chi tiết gia công
và điện cực dụng cụ. Trong nghiên cứu này sử
dụng dung dịch điện môi là dầu xung điện HD-1.
Bảng 1. Thành phần hóa học của mẫu thép SKD11 (Zhao et al., 2023)
Nguyên
tố
% Nguyên
tố
% Nguyên
tố
% Nguyên
tố
% Nguyên
tố
%
C 1,4÷1,6 Si 0,4 Cu 0,25 Mn 0,6 S 0,03
Mo 0,8÷1,2 Cr 11÷13 V 0,2÷0,5 Ni 0,5 P 0,03
KHOA HỌC KỸ THUẬT THỦY LỢI VÀ MÔI TRƯỜNG - SỐ 85 (9/2023)
53
a) b)
Hình 1. Máy xung S430S CNC
Bảng 2. Thông số kỹ thuật của máy xung S430S CNC
Thông số Giá trị
Kích thước tank làm việc LxWxH (mm) 970 x 550 x 350
Kích thước bàn làm việc LxH (mm) 650 x 350
Hành trình trục X (mm) 400
Hành trình trục Y (mm) 300
Hành trình trục Z (mm) 300
Khối lượng điện cực tối đa (kg) 120
Khối lượng phôi tối đa (kg) 550
Kích thước máy LxWxH (mm) 1440 x 1380 x 2250
Khối lượng máy (kg) 1150
Như đã phân tích ở trên, các thông số ảnh
hưởng đến chất lượng sản phẩm gia công xung
điện là điện áp, cường độ dòng điện, dung dịch
điện môi, thời gian đóng xung và thời gian ngắt
xung, khoảng cách từ đầu điện cực đến phôi…
Trong nghiên cứu này, các thí nghiệm được thực
hiện với cùng loại dung dịch điện môi và khoảng
cách giữa điện cực và phôi không thay đổi; do đó
chỉ nghiên cứu ảnh hưởng của các thông số công
nghệ chính đến chất lượng sản phẩm gia công
bằng phương pháp xung điện là thời gian đóng
xung (Ton), thời gian ngắt xung (Toff), cường độ
dòng điện (I). Để giảm số thí nghiệm, tiết kiệm chi
phí mà vẫn chọn được bộ thông số công nghệ tối
ưu, nghiên cứu này sử dụng phương pháp bố trí thí
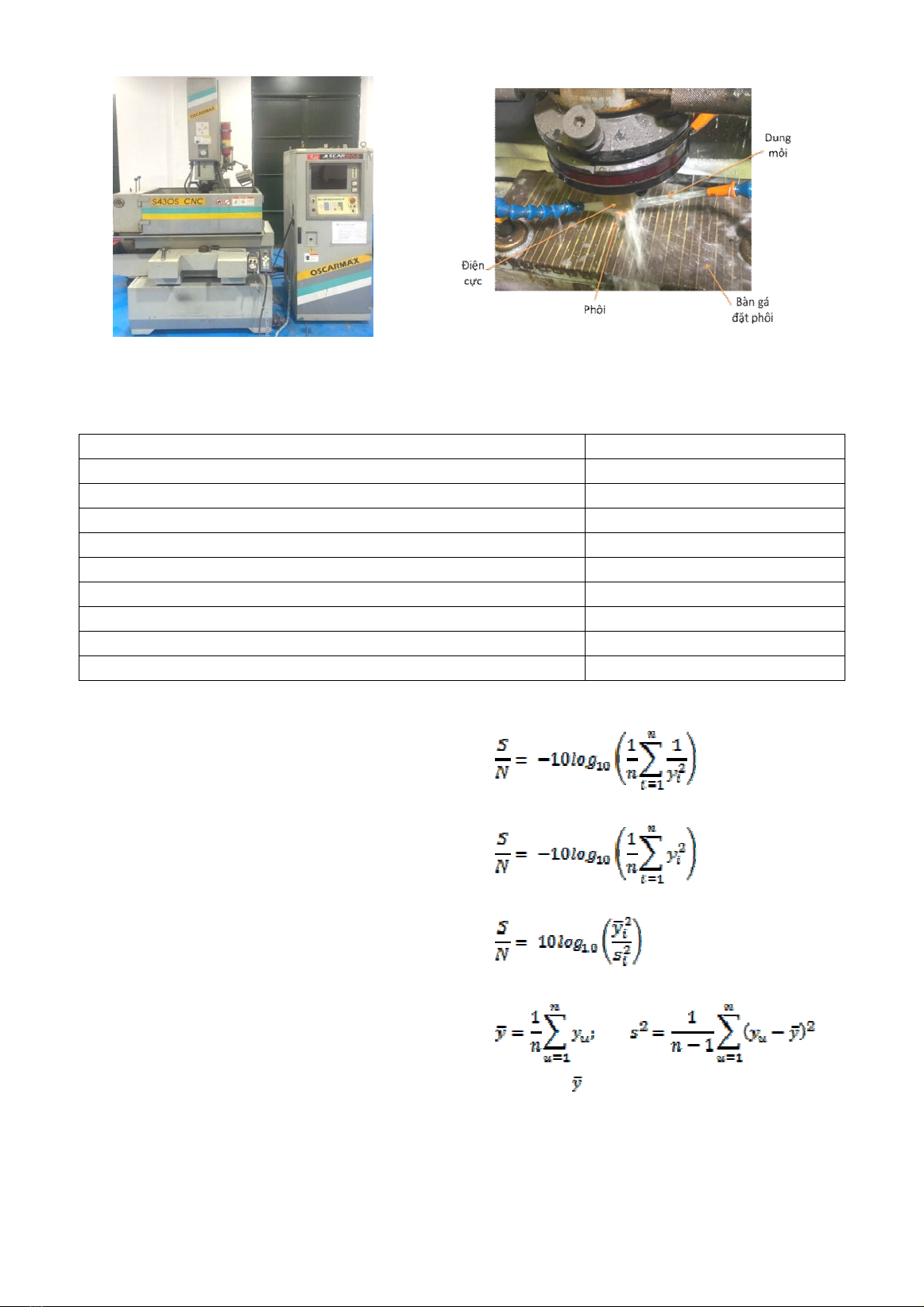
nghiệm Taguchi. Theo phương pháp Taguchi, có
ba trường hợp chính xảy ra là “Lớn hơn tốt hơn”,
“Nhỏ hơn tốt hơn” và “Trung bình tốt hơn” được
đánh giá thông qua tỷ số tín hiệu/nhiễu (signal – to
– noise) S/N cụ thể như sau:
Nếu “Lớn hơn tốt hơn” thì:
(1)
Nếu “Nhỏ hơn tốt hơn” thì:
(2)
Nếu “Trung bình tốt hơn” thì:
(3)
Trong đó:
Với n, s, lần lượt là số thí nghiệm lặp, độ
lệch chuẩn và giá trị trung bình. Trong mọi trường
hợp, tỷ số S/N càng lớn thì đặc tính nhận được
càng tốt.
KHOA HỌC KỸ THUẬT THỦY LỢI VÀ MÔI TRƯỜNG - SỐ 85 (9/2023)
54
Thí nghiệm được thiết kế theo phương pháp
Taguchi với các mức được cho trong Bảng 3 theo
ma trận quy hoạch L9 với 9 thí nghiệm. Các giá trị
của thông số công nghệ trong bảng được xác định
bằng phương pháp xung thử trên cơ sở tham khảo
các giá trị đề xuất trong catalog của thiết bị. Tuy
nhiên, các thông số này chỉ là tham khảo chung
cho các loại vật liệu mà không đề cập đến vật liệu
cụ thể như thép SKD11 sau khi xử lý nhiệt có độ
cứng cao. Do đó, việc nghiên cứu thí nghiệm theo
phương pháp Taguchi là cần thiết để tìm ra bộ
thông số tối ưu để đạt được giá trị độ nhám nhỏ
nhất. Bố trí thí nghiệm theo phương pháp Taguchi
được cho trong Bảng 4.
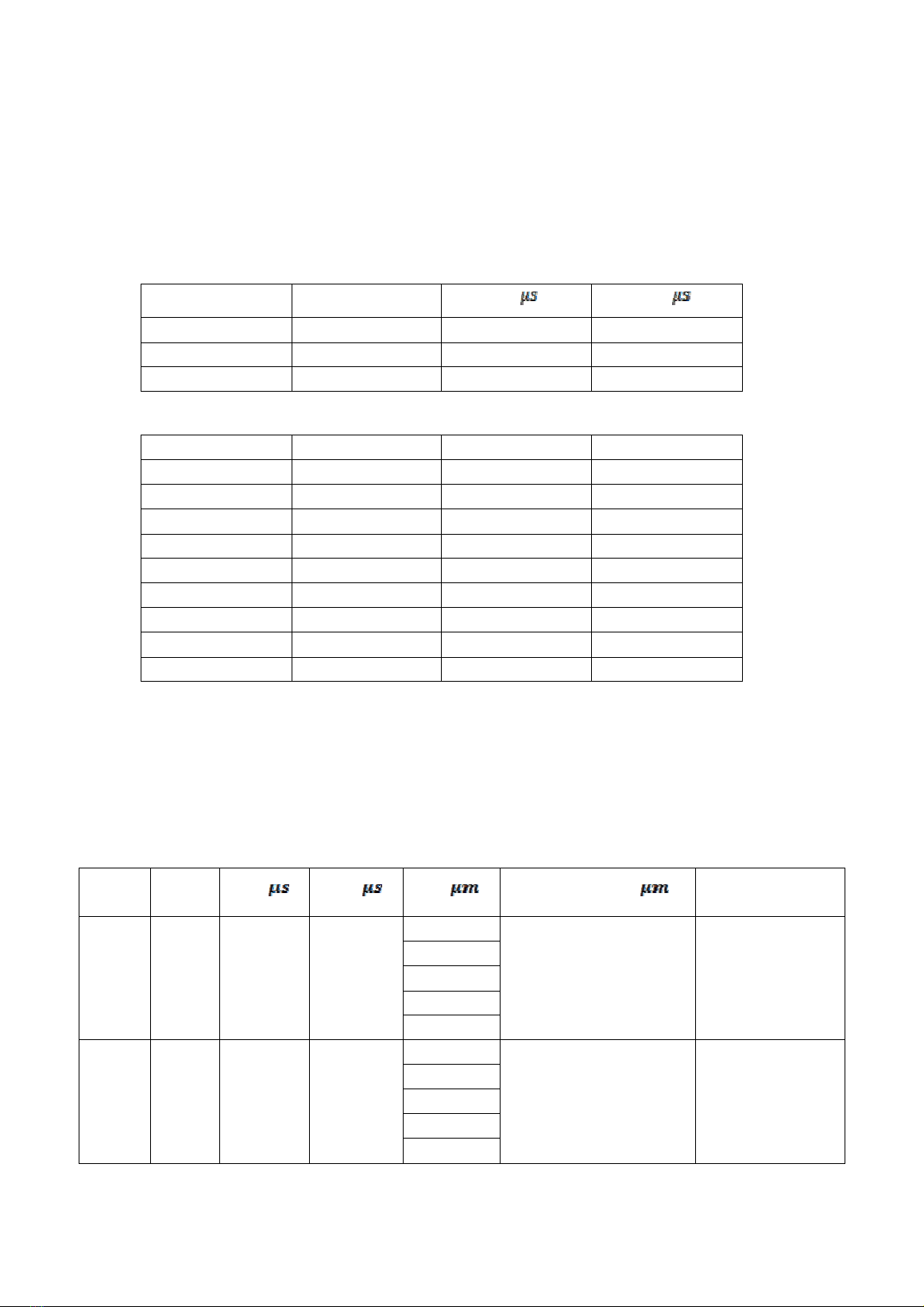
Bảng 3. Bảng thông số đầu vào cho thí nghiệm xung thép SDK11 sau khi tôi
Mức I (A) Ton ( ) Toff ( )
Mức 1 1 50 25
Mức 2 2 55 30
Mức 3 3 60 35
Bảng 4. Bố trí thí nghiệm theo phương pháp Taguchi
STT I Ton Toff
TN 1 Mức 1 Mức 1 Mức 3
TN 2 Mức 1 Mức 2 Mức 2
TN 3 Mức 1 Mức 3 Mức 1
TN 4 Mức 2 Mức 1 Mức 3
TN 5 Mức 2 Mức 2 Mức 2
TN 6 Mức 2 Mức 3 Mức 1
TN 7 Mức 3 Mức 1 Mức 3
TN 8 Mức 3 Mức 2 Mức 2
TN 9 Mức 3 Mức 3 Mức 1
Để đánh giá chất lượng gia công, các thông số
độ nhám bề mặt gia công xung điện, độ nhám bề
mặt được đo bằng máy đo độ nhám Mitutoyo
Surftest RJ-210 tester. Độ cứng tế vi đo trên máy
đo độ cứng tế vi Mitutoyo HM-200. Thời gian gia
công được đánh gia khi gia công với cùng lượng
dư là 1mm.
3. KẾT QUẢ VÀ THẢO LUẬN
3.1. Ảnh hưởng của các thông số công nghệ
đến độ nhám bề mặt gia công
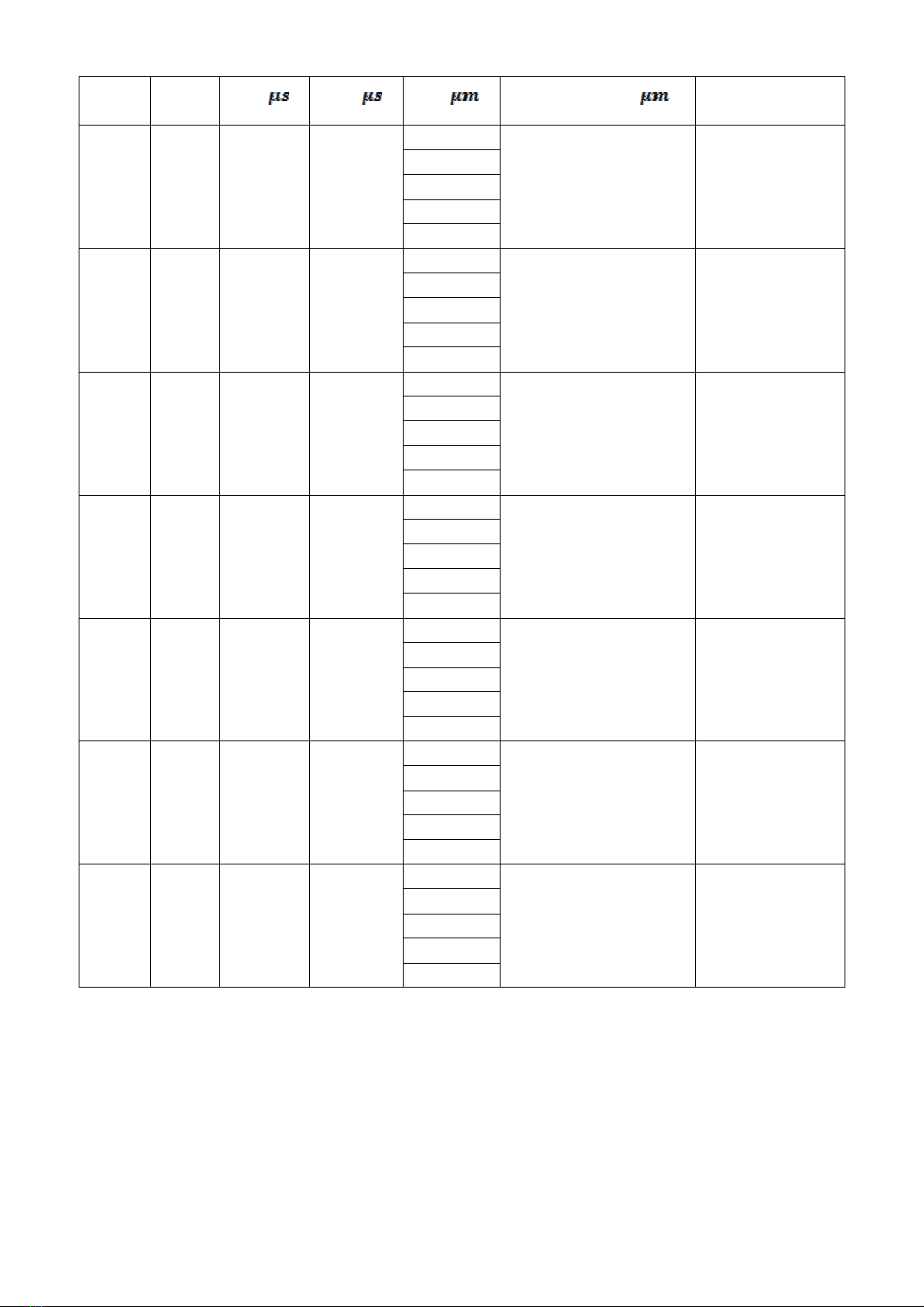
Bảng 5. Kết quả đo độ nhám bề mặt Rz và thời gian gia công
TT I (A) Ton ( ) Toff ( ) Rz ( ) Rz trung bình ( ) Thời gian gia
công (phút)
22,961
18,672
16,616
21,219
TN 1 1 50 35
20,039
19,901 70
21,630
18,981
21,565
20,566
TN 2 1 55 30
19,761
20,706 60
KHOA HỌC KỸ THUẬT THỦY LỢI VÀ MÔI TRƯỜNG - SỐ 85 (9/2023)
55
TT I (A) Ton ( ) Toff ( ) Rz ( ) Rz trung bình ( ) Thời gian gia
công (phút)
18,69
18,75
21,54
17,61
TN 3 1 60 25
19,31
19,18 50
24,813
25,239
20,223
23,158
TN 4 2 50 35
23,184
23,323 40
22,938
18,174
22,727
19,183
TN 5 2 55 30
22,278
21,06 35
23,34
22,555
23,167
22,666
TN 6
2
60
25
22,166
22,778 35
26,067
25,820
25,704
27,560
TN 7
3
50
35
24,363
25,902 30
33,821
33,708
35,134
34,715
TN 8 3 55 30
32,744
34,224 25
25,018
23,045
29,017
26,867
TN 9 3 60 25
28,740
26,537 25
Sau khi thí nghiệm, tiến hành đo độ nhám bề
mặt lấy chỉ tiêu Rz. Chỉ tiêu Rz là chỉ tiêu nhám
tính theo sai lệch trung bình số học được xác định
bằng tất cả các điểm cao nhất và các điểm thấp nhất
trong phạm vi chiều dài tiêu chuẩn 4,8mm. Đây là
chỉ tiêu quan trọng để đánh giá chất lượng bề mặt
chi tiết gia công và ảnh hưởng lớn đến tính năng
làm việc của chi tiết máy như khả năng chống mài
mòn, ăn mòn, độ bền mối ghép khi lắp ghép chặt,
hệ số ma sát trong các cặp lắp ghép lỏng… Trên
mỗi mẫu thử thực hiện phép đo độ nhám 5 lần và
lấy giá trị trung bình. Kết quả thí nghiệm được cho
trong Bảng 5. Dựa trên các giá trị thu được trong
Bảng 5, phương pháp phân tích thiết kế Taguchi là

























