http://www.iaeme.com/IJMET/index.asp 69 editor@iaeme.com
International Journal of Mechanical Engineering and Technology (IJMET)
Volume 10, Issue 03, March 2019, pp. 69-79. Article ID: IJMET_10_03_007
Available online at http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=10&IType=3
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
© IAEME Publication Scopus Indexed
STUDY ON PREDICTION OF MECHANICAL
PROPERTIES OF LARGE RING-SHAPED
FORGING DEPENDING ON COOLING RATE
J. H. Kang
Department of Aeromechanical Engineering, Jungwon University, South Korea
Y.C. Kwon
Korea Conformity laboratory, South Korea
ABSTRACT
Large ring-shaped forgings manufactured by ring rolling, as heavy as 10 tons, are
greatly affected by cooling. In the present study, controlled cooling was performed to
improve the mechanical properties of large ring-shaped forgings. To quantify cooling
rate, thermocouples were used to measure the cooling rate and the microstructures of
the products were observed during still air cooling, fan cooling, mist control cooling,
and water quenching. The temperature distribution measured in the four cooling
methods was used to calculate the heat transfer coefficient in each cooling method by
the inverse method. The mechanical properties were tested with specimens obtained
from the test block for each cooling method, and continuous cooling transformation
(CCT) curves were obtained by using measured microstructure contents. The
mechanical properties of the regions corresponding to the regions of the specimens
were calculated on the basis of the CCT curves and the heat transfer coefficients. The
experimental values and the analytical values of the strength of the products
manufactured by each cooling method were compared to verify that the mechanical
properties at each region of the products depending on the cooling methods may be
predicted
Keywords: Mechanical Property prediction, Large sized forging, cooling heat transfer
coefficient, Inverse method, CCT Curve.
Cite this Article: J. H. Kang and Y.C. Kwon, Study on Prediction of Mechanical
Properties of Large Ring-Shaped Forging Depending on Cooling Rate, International
Journal of Mechanical Engineering and Technology, 10(3), 2019, pp. 69-79.
http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=10&IType=3
1. INTRODUCTION
Large forgings show a mass effect due to the presence of a significant difference in the
cooling rate between the surface contacting a coolant and the core. Since larger forging

J. H. Kang and Y.C. Kwon
http://www.iaeme.com/IJMET/index.asp 70 editor@iaeme.com
products require longer cooling time due to the larger volume, their mechanical properties are
relatively poor in comparison with those of smaller forging products cooled by an identical
method. Therefore, it is difficult to use a simple normalizing process to satisfy the mechanical
properties required of large forgings due to the mass effect. Hence, micro-alloys are added or
the cooling rate is controlled to obtain the mechanical properties required of low carbon steel-
based forging products.[1]
Mechanical properties of steel materials, such as large forgings, are greatly affected by the
rate of cooling following heat treatment.[2] Since the cooling rate is determined by the
magnitude of the heat transfer coefficient between a coolant and the surface of the cooled
product, many studies have been conducted to quantify the cooling capacity depending on
cooling methods and coolants.
With the development of an analytical method based on the finite element method, the
inverse method has often been applied to calculate the heat transfer coefficients between
coolants and materials using the empirical temperature distribution. Chen et al. proposed
conjugate gradient inverse method is suitable for application to a rapid-heating or cooling
process comparing measured temperature and analysis results.[3] Kim and Oh developed an
inverse heat transfer formulation using two-dimensional finite element method and calculated
heat transfer coefficients with the measured temperature.[4] Buczek and Telejko determined
the values of the local heat transfer coefficient by inverse method for different quenching
conditions.[5] Sugianto et al. insisted zone-based heat transfer coefficient should be applied to
predict precise temperature distribution.[6] To calculated heat transfer coefficient considering
phase transformation, steel probe was developed and validated with the cooling tests of
various alloy steel. [7]
Buczek and Telejko tried to quantify the heat transfer coefficient using 2 kinds of oils and
various working conditions.[8] Pola et.al performed spray quenching tests for Ф840 heavy
forging and compared numerical simulation and experimental tests.[9] Zbigniew et al. applied
nonlinear shape function on inverse analysis to reduce the variation between finite element
analysis and measurements.[10]
Since the heat transfer coefficients in a thermal treatment process or TMCP(a
thermomechanical controlled processing) determine the mechanical properties of steel
products, the correlations among cooling rate, mechanical properties, and metal
microstructure have been important topics of experimental and analytical studies. The
relationship between Microstructure and Mechanical properties was investigated for various
forging steel after hot working and concluded that mechanical properties are influenced by the
microstructure due to cooling rate and hot working temperature.[11-14] Zaky et al. performed
different cooling test after hot forging to improve mechanical properties of micro-alloyed
steel. Air cooling after water quenching to 600℃ satisfied the target values and microstructure
composition.[15] Wu et al. investigated microstructural evolution depending cooling rate after
annealing process for cold rolled 1045 steel and verified the grain size of the rings becomes
smaller and the lamellar spacing of pearlite decreases as the annealing cooling rate increases,
resulting in a stronger and tougher material.[16] And the studies on the mechanical properties
improvement are performed using TMCP process on heavy plate and on low carbon bainitic
steel.[17-18]
The mechanical properties of large ring-shaped forgings manufactured using carbon steel
for general structural purposes need to be improved by means of grain size strengthening by
refining crystal grains though normalizing. While forging products are cooled by still air
cooling or fan cooling after normalizing thermal treatment, large forgings are cooled at a very
slow rate due to the mass effect, at a cooling rate even slower than that of the annealing
process for small products.[19] For this reason, the mechanical properties required of large

Study on Prediction of Mechanical Properties of Large Ring-Shaped Forging Depending on
Cooling Rate
http://www.iaeme.com/IJMET/index.asp 71 editor@iaeme.com
forgings are difficult to obtain only by still air cooling or fan cooling. The present study was
conducted to quantify the effect of cooling rates after normalizing on the mechanical
properties of large forgings. Experiments were performed with structural carbon steel of
different cooling methods, such as still air cooling, fan cooling, mist control cooling, and
water quenching to calculate the heat transfer coefficients by inverse method. And the tensile
strength, microstructure contents and grain size were measured with specimens obtained from
ring rolled forgings. The mechanical properties and grain size can be analyzed by Deform 3D
and Jmatpro software using calculated heat transfer coefficient and CCT curve. In this study,
the CCT curve was obtained by iterative method comparing measured strength and grain size
and calculated ones for different cooling method. The mechanical properties calculated by
obtained CCT curves and F.E analysis were compared with the experimental results to verify
the accuracy of analytical method.
2. COOLING TEST
Fig. 1 shows the shapes of the specimens obtained to measure the temperature of large forging
products made of carbon steel for general structural purposes. The material of the specimens
was EN10025 S355NL; the specimens were obtained from ring-shaped forgings formed by a
hot ring rolling process. To insert thermocouples for the measurement of temperature profiles
at different positions, 12.5 mm (location „a‟) and 130 mm (location „b‟) deep holes were
made. The temperature was measured using K-type thermocouples, which were sealed with
1/4 PT tap to prevent an inflow of the coolant into the materials in the cooling process. The
weight of the ring forging product before the sampling of the specimens was 12.7 tons. The
weight of the specimen block obtained from the ring forgings was 465 kg.
(a) Ring rolled forging product (b) Cooling specimen extracted from forging
Figure 1 Temperature measurement block of the forged ring
Four specimens were obtained from a ring forging and then processed to measure the
temperature profiles depending on the cooling conditions in different cooling methods,
including still air cooling, fan cooling, mist control cooling, and water quenching, following a
normalizing process, as the temperature was lowered from 900℃ to room temperature. The
process specimen block was charged into a heat treatment furnace, and cooling tests were
performed under different conditions. For fan cooling, a large cooling fan was used after
normalizing heat treatment. For mist control cooling, the specimen was extracted from the
furnace and moved to a cooling die; then, a cycle including three minutes spraying and three
minutes still air cooling was performed eight times to transfer the inside thermal energy to the
surface quickly and uniformly. Subsequently, still air cooling was performed. Water
quenching was performed for two hours by dipping the specimen block into a cooling bath at
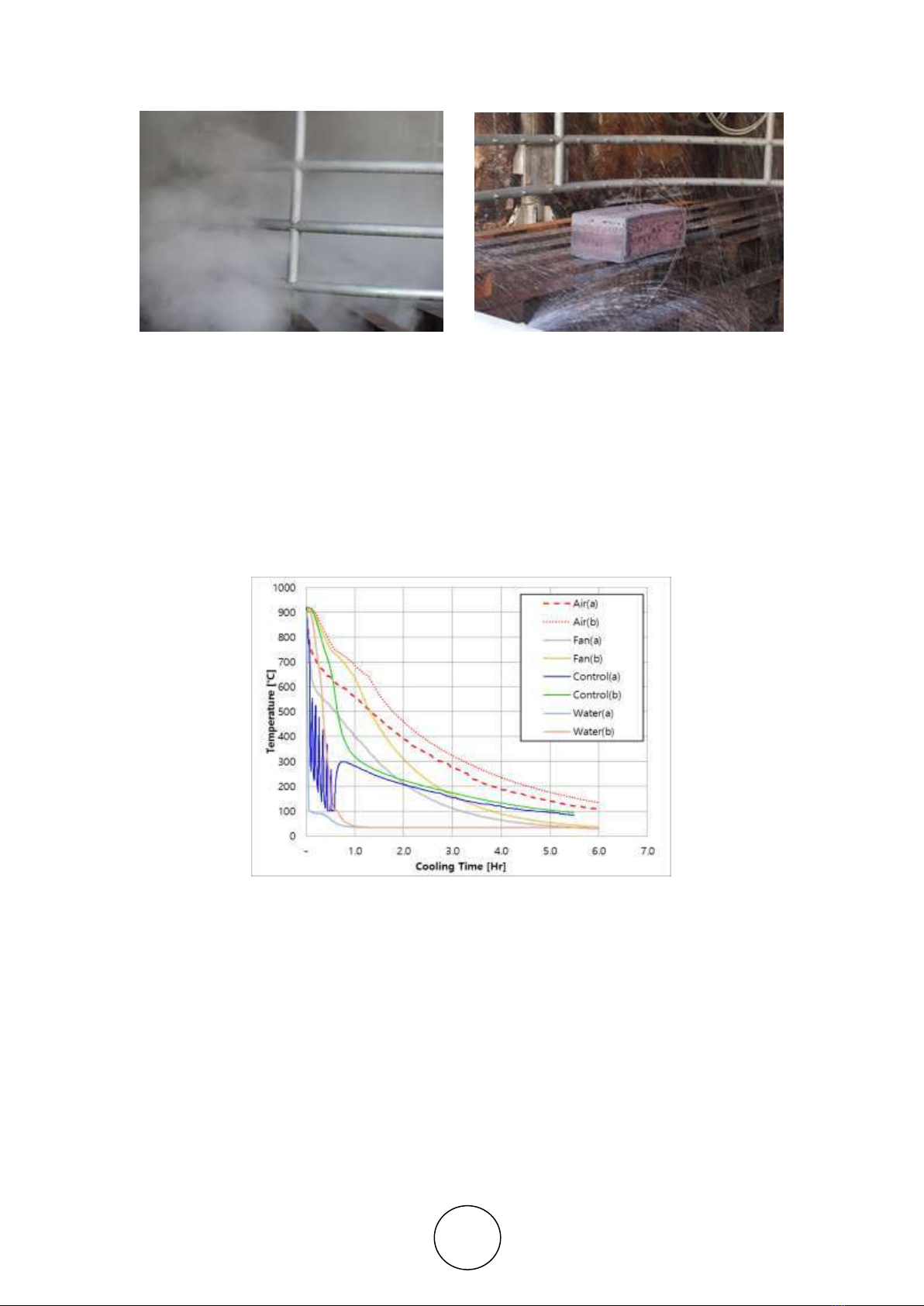
40℃. Fig. 2 shows the methods of fan cooling and mist control cooling.
J. H. Kang and Y.C. Kwon
http://www.iaeme.com/IJMET/index.asp 72 editor@iaeme.com
(a) Spraying in control cooling (b) Spraying in control cooling(spray off)
Figure 2 cooling and mist control cooling
Fig. 3 shows the temperature distribution in different regions of the specimen obtained by
still air cooling, fan cooling, mist control cooling, and water quenching. As Fig. 3 shows, the
cooling rate increased in the order of still air cooling, fan cooling, mist control cooling, and
water quenching. While the cooling rate of mist control cooling, where mist cooling and still
air cooling were performed alternately, was faster than that of fan cooling down to 300℃, the
cooling rate in the still air cooling stage of mist control cooling below 300℃ was slower than
that of fan cooling.
Figure 3 Temperature distribution of the specimen measured by cooling tests.
3. TEST OF MECHACNICAL PROPERTIES OF SPECIMENS
The mechanical properties of the specimens obtained from the cooling test block were
compared among the cooling methods by performing a tensile test and taking pictures of the
microstructures. The tensile tests were performed and the microstructure images were
obtained with respect to three specimens obtained at 1/2", which was the EN10025 specimen
sampling position, and the average values from the three specimens were tabulated. The test
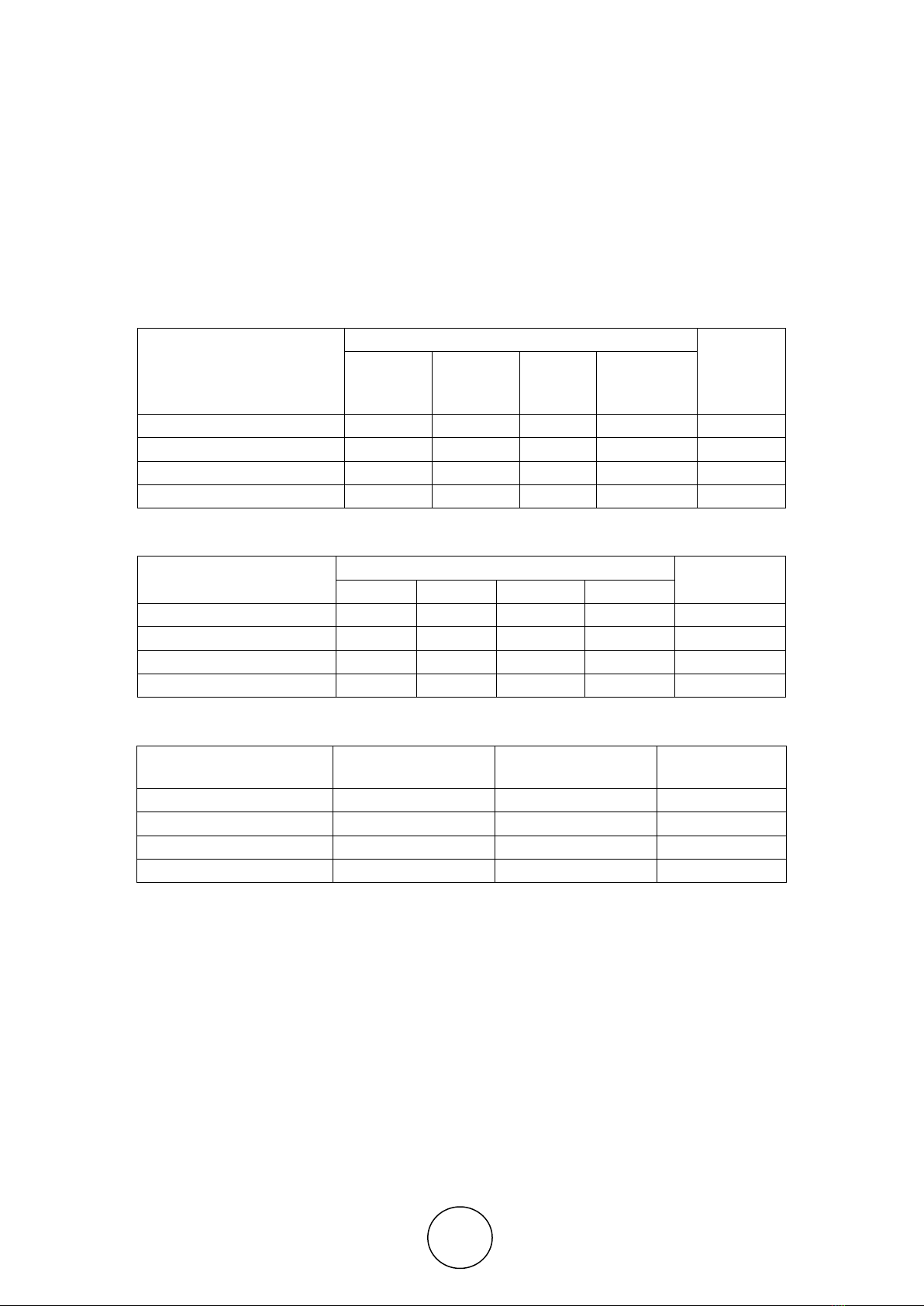
specimens were prepared according to the ISO 862 specifications. Table 1 shows the yield
strength, tensile strength, elongation rate, and reduction of area obtained from the tensile tests
of the specimens cooled using the different cooling methods. As was predicted, the yield
strength of the specimens increased from 296 MPa to 304 MPa, 321.3 MPa, and 349.4 MPa as
the cooling rate increased. The tensile strength of the specimens also increased from 508.6
Study on Prediction of Mechanical Properties of Large Ring-Shaped Forging Depending on
Cooling Rate
http://www.iaeme.com/IJMET/index.asp 73 editor@iaeme.com
MPa to 515 MPa, 542.5 MPa, and 563.2 MPa as the cooling rate increased. On the contrary,
the elongation rate and the reduction of area decreased as the cooling rate increased, as shown
in Table 1.
Table 2 shows the room temperature impact toughness of the specimens obtained from the
position of 1/2" from the material surface and the grain size measured from the microstructure
images. The impact toughness and the ASTM number for the grain size increased as the
cooling rate increased.
Table 1 Mechanical properties depending on cooling methods
Method
Tensile Test
Remark
Yield
Strength
[MPa]
Tensile
Strength
[MPa]
Elong-
ation [%]
Reduction of
Area [%]
Still air Cooling
296.0
508.6
33.2
74.6
Forced air cooling
304.0
515.0
32.7
75.7
Mist control cooling
321.3
542.5
31.8
75.9
Water quenching
349.4
563.2
31.2
78.0
Table 2 Impact toughness and grain size
Method
Charpy Impact Test [J]
Grain Size
[ASTM]
1
2
3
Ave.
Still air Cooling
51.9
70.8
54.9
59.2
6.6
Forced air cooling
45.9
70.7
71.2
62.6
6.9
Mist control cooling
69.7
113.7
90.1
91.1
7.6
Water quenching
151.0
125.2
154.1
143.4
8.8
Table 3 Microstructure contents depending on the cooling methods
Cooling Method
Ferrite Contents
[%]
Pearlite Contents
[%]
Remark
Still air Cooling
63.8
36.2
Forced air cooling
57.0
43.0
Mist control cooling
55.3
44.7
Water quenching
50.2
49.8
Fig. 4 shows optical microscope images of the microstructure of the specimens obtained
from the position 1/2" from the surface depending on the cooling methods. Table 3 shows the
microstructure contents of individual specimens measured using the microstructure images.
The results show that the ferrite content decreased from 63.8% to 57%, 55.3%, and 50.2% as
the cooling rate increased. Neither martensite nor bainite microstructure was found even in
the water quenching specimens, because the cooling rate was slow due to the heavy weight of
the specimens and because the material of the specimens was low carbon steel.















![Giáo trình Cấu trúc dữ liệu và giải thuật - Trường CĐ Cơ điện Hà Nội [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260323/lionelmessi01/135x160/58171774381670.jpg)





![Giáo trình Tiện nâng cao (Nghề Cắt gọt kim loại, Trình độ Cao đẳng) - Trường Cao đẳng Cơ điện Hà Nội [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260323/lionelmessi01/135x160/48101774403543.jpg)



