HK9, 2005-06 Công nghệhàn điện nóng chảy
1
Ngô Lê Thông, B/m Hàn
& CNKL
ĐHBK Hà Nội1
4. CÔNG NGHỆHÀN THÉP HỢP KIM CAO CROM
4.1 Công nghệhàn thép không gỉcrom
4.2 Công nghệhàn thép không gỉaustenit
4.3 Công nghệhàn thép không gỉduplex
4.4 Công nghệhàn thép không gỉbiến cứng kết
tủa
4.5 Công nghệhàn thép mactenzit hóa già
4.6 Công nghệhàn thép austenit mangan
HK9, 2005-06 Công nghệhàn điện nóng chảy
2
Ngô Lê Thông, B/m Hàn
& CNKL
ĐHBK Hà Nội2
4. CÔNG NGHỆHÀN THÉP HỢP KIM CAO CROM
• Thép hợp kim cao: thép có tổng lượng các nguyên tốhợp kim
>8% (AISI).
• Thép hợp kim cao: là các hợp kim nền sắt chứa >45% Fe, có
tổng lượng các nguyên tốhợp kim ≥10%, và nồng độ nguyên tố
hợp kim chính ≥8% (GOST 5632-72).
• Phân loại:
– Thép không gỉ:
• Thép không gỉmactenzit.
• Thép không gỉferit.
• Thép không gỉaustenit.
• Thép không gỉduplex (còn gọi là thép 2 pha ferit – austenit).
• Thép không gỉbiến cứng kết tủa.
– Thép mactenzit hóa già (thép maraging).
– Thép austenit mangan.
•Thép không gỉferit và thép không gỉmactenzit (kểcảthép không gỉhỗn hợp
mactenzit – ferit) còn được biết dưới tên gọi chung là thép không gỉcrom.
•Thép không gỉ austenit còn được gọi là thép không gỉCr – Ni.
•Thông thường trong thép không gỉ, nồng độ crom tối thiểu là 10,5%.
•Thép không gỉcó được đặc tính không gỉnhờvào lớp oxit bềmặt giàu crom rất
bền vững.
•Các nguyên tốkhác (Ni, Mo, Cu, Ti, Al, Si, Nb, N, S, Se) được đưa vào thép không
gỉnhằm cải thiện một sốtính chất nhất định của thép.
•Nồng độ cacbon trong thép không gỉ thường từ dưới 0,03% đến trên 1,0% (trong
một sốloại thép không gỉmactenzit).
HK9, 2005-06 Công nghệhàn điện nóng chảy
3
Ngô Lê Thông, B/m Hàn
& CNKL
ĐHBK Hà Nội3
4.1 CÔNG NGHỆHÀN THÉP KHÔNG GỈCROM
4.1.1Thành phần và tính chất kim loại cơ bản
– AISI: thép loạt 400, ví dụ410 (11,5 ÷13,5% Cr; max 0,15%
C), 430 (15÷17% Cr; max 0,12% C), 446 (27,5÷29,5% Cr;
max 0,20% C).
– GOST 5632-72: ký hiệu theo thành phần hóa học, ví dụ
08X13 (08 là 0,08% C, và 13% Cr).
–Các chi tiết như dụng cụmổy tế, bộ đồ ăn, bềmặt làm việc
của các loại van, bơm, ống xả xe hơi, chi tiết động cơ phản
lực, v.v.
HK9, 2005-06 Công nghệhàn điện nóng chảy
4
Ngô Lê Thông, B/m Hàn
& CNKL
ĐHBK Hà Nội4
4.1.1 Thành phần và tính chất kim loại cơ bản
4.1 CÔNG NGHỆHÀN THÉP KHÔNG GỈCROM
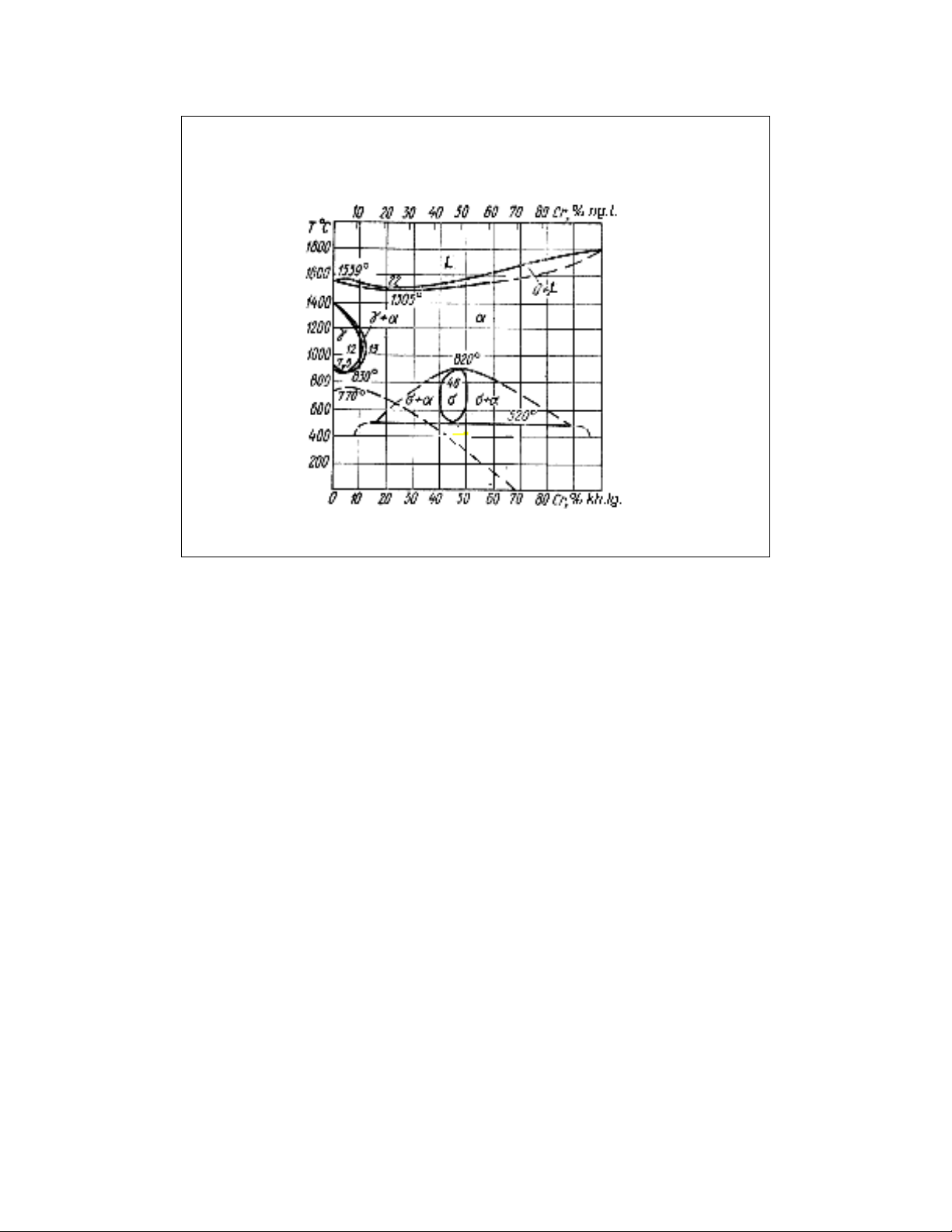
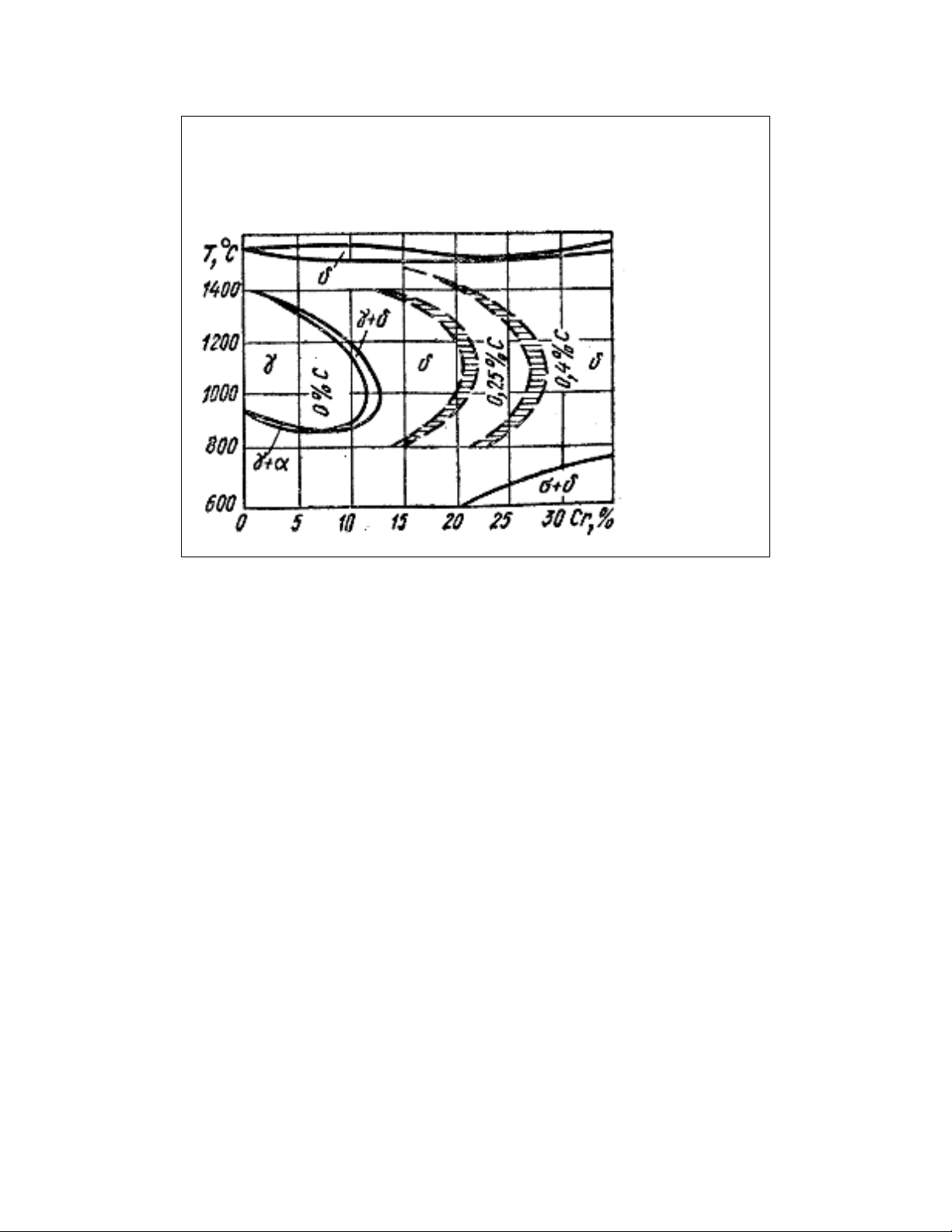
•Cr: lập phương thể tâm, đồng hình với α–ferit. Do đó, khi hợp kim hóa Fe bằng Cr,
vùng dung dịch rắn γ–austenit bịthu hẹp, vùng α–ferit được mởrộng.
•Cr ởnồng độ 12% sẽtạo thành màng oxit (Cr2O3có nhiệt độ nóng chảy cao) mang
tính thụ động trên bềmặt thép, làm cho thép trởnên không gỉởnhiệt độ bình
thường (để thép không gỉởnhiệt độ cao, nồng độ Cr ≥30%).
•Cr có ái lực mạnh với cacbon, tạo thành cacbit Cr7C3và Cr23C6. Cr có thể hòa tan
trong cementit để thạo thành (Fe, Cr)3C hoặc tạo hỗn hợp cacbit có hòa tan Fe như
(Fe, Cr)23C6. Cacbit crom có tính ổn định nhiệt cao hơn cementit: chúng bịhòa tan
vào trong thép ởnhiệt độ cao hơn và quá trình hòa tan cũng xảy ra chậm hơn (ở
thép cacbon bình thường, nhiệt độ A1 là 710 oC, còn với thép không gỉcrom là 900
oC).
HK9, 2005-06 Công nghệhàn điện nóng chảy
5
Ngô Lê Thông, B/m Hàn
& CNKL
ĐHBK Hà Nội5
L
+L
4.1.1 Thành phần và tính chất kim loại cơ bản
4.1 CÔNG NGHỆHÀN THÉP KHÔNG GỈCROM
•Nồng độ trên 16% Cr và dưới 0,2% C, thép không còn chứa γ–austenit ởbất kỳ
nồng độ và nhiệt độ nào nữa.
•Vùng tồn tại của pha γphụthuộc vào nồng độ Cr, C là chính, ngoài ra còn một số
nguyên tốkhác nữa (Ni. Mo, v.v.)
![Giáo trình Hàn TIG cơ bản (Ngành Hàn - CĐ) - Trường Cao đẳng Công nghiệp Thanh Hóa [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/97451778728709.jpg)
![Giáo trình Hàn MIG/MAG, FCAW cơ bản (Ngành Hàn - CĐ) - Trường Cao đẳng Công nghiệp Thanh Hóa [PDF]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/63851778728711.jpg)





![Giáo trình Kiểm tra đánh giá chất lượng mối hàn và quy trình hàn (Ngành Hàn - CĐ/TC) - Trường Cao đẳng Công nghiệp Thanh Hóa [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260511/hoatrami2026/135x160/71281778732236.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)