§¹i häc §iÖn Lùc Khoa qu¶n lý n¨ng lîng
PH N 1: GI I THI U CHUNGẦ Ớ Ệ
1.1. Vai trò c a ngành g m s trong nên kinh t .ủ ố ứ ế
Ngành g m s Vi t Nam có vai trò quan tr ng trong n n kinh t qu c dân, t o vi cố ứ ệ ọ ề ế ố ạ ệ
làm và thu nh p cho s đông lao đ ng m t s đ a ph ng trên c n c. Hi n nayậ ố ộ ở ộ ố ị ươ ả ướ ệ
s n ph m g m s gia d ng m i đáp ng đ c g n 90% nhu c u tiêu dùng trongả ẩ ố ứ ụ ớ ứ ượ ầ ầ
n c và xu t kh u. M i năm giá tr xu t kh u c a ngành đ t trên 260 tri u USD,ướ ấ ẩ ỗ ị ấ ẩ ủ ạ ệ
chi m 0,5% giá tr GDP. ế ị ( B công nghi p, năm 2003 ).ộ ệ
1.2. Lý do th c hi n đ tài.ự ệ ề
1.2.1. Tình hình s d ng năng l ng và phát th i khí COử ụ ượ ả 2 ( năm 2005 ).
Đ i v i toàn ngành công nghi p s n xu t g m s năm 2005:ố ớ ệ ả ấ ố ứ
Nh ng lo i năng l ng đ c s d ng ph bi n: đi n, than, d u (FO, DO), gasữ ạ ượ ượ ử ụ ổ ế ệ ầ
(LPG). M t s vùng còn s d ng m t s nhiên li u khác nh r m, tr u, c i, v h tộ ố ử ụ ộ ố ệ ư ơ ấ ủ ỏ ạ
đi u… Năng l ng đ c s d ng đ ch y đ ng c đi n, s y và nung s n ph m.ề ượ ượ ử ụ ể ạ ộ ơ ệ ấ ả ẩ
S n l ng g m, s gia d ng toàn ngành s n xu t trong năm 2005 : 439,9 tri uả ượ ố ứ ụ ả ấ ệ
cái
Giá tr s n xu t toàn ngành năm 2005 tính theo giá so sánh 1994 là 16.980,14 tị ả ấ ỷ
VNĐ (t ng đ ng 1.549,73 tri u USD theo t giá gi a VNĐ v i USD năm 1994).ươ ươ ệ ỷ ữ ớ
Năng l ng toàn ngành s d ng năm 2005 tính theo t n d u quy đ i: 202.927,86ượ ử ụ ấ ầ ổ
TOE.
Trong đó:
Than: 41,25 nghìn t n= 18.548,49 TOEấ
Đi n: ệ46,19 tri u kWh = 3.971,42 TOEệ
D u DO:ầ 69,48 nghìn t n = 64.691,52 TOEấ
D u FO: 15.298,13 nghìn lít = 15.270,35 TOEầ
C i: 569,11 nghìn mủ3 = 74.521,41 TOE
Gas: 22.947,00 t n = 25.924,67 TOEấ
T ng chi phí năng l ng toàn ngành năm 2005: 446 t VNĐ/năm [CBC, 2006].ổ ượ ỷ
Nhãm Líp §2-QLNL TiÕt KiÖm N¨ng Lîng
1
§¹i häc §iÖn Lùc Khoa qu¶n lý n¨ng lîng
Trong đó:
Đi n:ệ 47 t VNĐ/năm,ỷ
Than: 24 t VNĐ/năm,ỷ
D u DO:0,55 t VNĐ/năm,ầ ỷ
D u FO: 84 t VNĐ/năm,ầ ỷ
Gas: 248 t VNĐ/năm,ỷ
C i: ủ43 t VNĐ/năm.ỷ
T ng phát th i khí COổ ả 2 c a toàn ngành g m s năm 2005: 520,49 nghìn t n [CBC,ủ ố ứ ấ
2006].
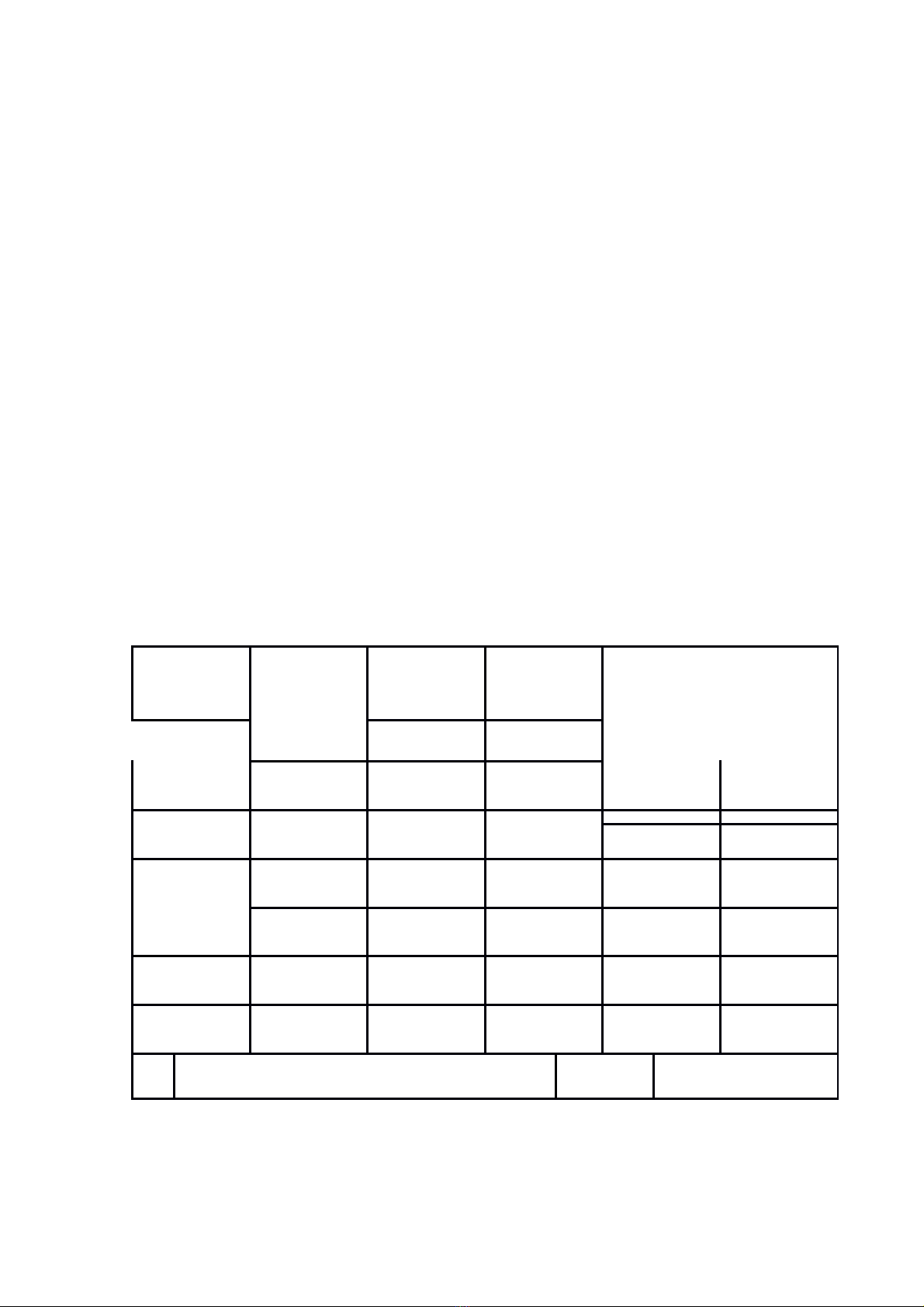
B ng1: S d ng năng l ng và phát th i khí COả ử ụ ượ ả 2 trong năm 2005 c a toàn ngànhủ
s nxu t g m s (t ng s và t ng lo i năng l ng).ả ấ ố ứ ổ ố ừ ạ ượ
STT Lo i năngạ
l ngượ
Năng l ngượ
s d ngử ụ
Giá trị
(tỷ VNĐ) Phát ph iả khí
CO2 (nghìn t n)ấ
Đ n vơ ị Kh i l ngố ượ
1 Đi nệTri u ệkWh 46,19 47,10 19,08
2 Than Nghìn t nấ41,25 24,16 76,27
3
D u DOầNghìn lít 69,48 0,55 0.2
D u FOầNghìn lít 15.298,13 84,19 48,97
4 Gas T nấ22.947,00 247,82 68,11
5 C iủNghìn m3569,11 42,55 307,86
T ngổ446,38 520,49
Nh trên đã trình bày, ta th y g m s là ngành c n s d ng nhi u năng l ngư ấ ố ứ ầ ử ụ ề ượ
trong quá trình s n xu t, nhi u c s s n xu t mang tính làng ngh . Vì v y, ngànhả ấ ề ơ ở ả ấ ề ậ
này còn ti m n nhi u bi n pháp ti t ki m năng l ng. Xu t phát t th c t trên,ề ẩ ề ệ ế ệ ượ ấ ừ ự ế
Nhãm Líp §2-QLNL TiÕt KiÖm N¨ng Lîng
2
§¹i häc §iÖn Lùc Khoa qu¶n lý n¨ng lîng
nhóm sinh viên chúng em đã đi th c t t i Bát Tràng và hoàn ch nh đ tài: ự ế ạ ỉ ề Nghiên
c u quy trình công ngh ngành g m s , các c h i ti t ki m năng l ng.ứ ệ ố ứ ơ ộ ế ệ ượ
M t s hình nh v chuy n đi th c tộ ố ả ề ế ự ế:
Nhãm Líp §2-QLNL TiÕt KiÖm N¨ng Lîng
3

§¹i häc §iÖn Lùc Khoa qu¶n lý n¨ng lîng
1.3. L ch s làng ngh s n xu t g m Bát Tràng.ị ử ề ả ấ ố
Bát Tràng là m t làng c n m bên sông H ng,ộ ổ ằ ồ xã Bát Tràng g m hai thôn Bát Tràng vàồ
Giang Cao thu c huy n Gia Lâm, Hà N i. Theo s sách thì làng ngh Bát Tràng cũngộ ệ ộ ử ề
đã có đ n 500 năm tu i. M t s th t ch c có ghi vi c th i Lê s , th k 15, cácế ổ ộ ố ư ị ổ ệ ờ ơ ế ỷ
c ng ph m tri u đình c ng n p cho nhà Minh bên Trung Qu c g m các s n v t quýố ẩ ề ố ạ ố ồ ả ậ
nh g m, vóc, l a là, châu ng c , và có c đ g m Bát Tràng. Nh ng có th nói,ư ấ ụ ọ ả ồ ố ư ể
ngh g m Bát Tràng c c th nh là vào th k 16, th k 17. Nhi u đ th quý giá ề ố ở ự ị ế ỷ ế ỷ ề ồ ờ ở
nh ng đình, đ n, chùa, mi u còn đ n nay, th y có ghi tên tu i nh ng ng i cúng ti nữ ề ế ế ấ ổ ữ ườ ề
và th i gian ch tác, thì bi t nh ng đ g m Bát Tràng c c kỳ đ p c c t, dáng, nét vàờ ế ế ữ ồ ố ự ẹ ả ố
men đã ra đ i vào th i M c M u H p và th i Lê Trung H ng.ờ ờ ạ ậ ợ ờ ư
T các th k tr c, g m Bát Tràng ch y u là đ th . V sau g m Bát Tràng đã cóừ ế ỷ ướ ố ủ ế ồ ờ ề ố
nhi u đ gia d ng, ph bi n nh t là bát, đĩa, bình, l , m chén. Và ngày nay, g m Bátề ồ ụ ổ ế ấ ọ ấ ố
Tràng đã có khá nhi u m t hàng phong phú v ch ng lo i và ki u dáng, bao g m cề ặ ề ủ ạ ể ồ ả
nh ng m t hàng m ngh nh đĩa treo t ng, l hoa, con gi ng, t ng phiên b n vàữ ặ ỹ ệ ư ườ ọ ố ượ ả
phù điêu v i k thu t và công ngh cao. Các b s u t p g m s Bát Tràng đã đ t t iớ ỹ ậ ệ ộ ư ậ ố ứ ạ ớ
đ nh cao c a ngh thu t và k thu t ch t o đ g m s Vi t Nam.ỉ ủ ệ ậ ỹ ậ ế ạ ồ ố ứ ở ệ
Ngoài bát đĩa, m chén thông d ng, Bát Tràng còn làm nhi u hàng khác, nh các đấ ụ ề ư ồ
Nhãm Líp §2-QLNL TiÕt KiÖm N¨ng Lîng
4

§¹i häc §iÖn Lùc Khoa qu¶n lý n¨ng lîng
th t và các đ cho trang trí n i, ngo i th t : đ c bình, l , đ nh, đèn th , các bờ ự ồ ộ ạ ấ ộ ư ỉ ờ ộ
t ng tam đa, tam thánh, ch u hoa, con gi ng, g ch trang trí cao c p... Hàng Bátượ ậ ố ạ ấ
Tràng t xa x a đã n i ti ng v ch t men ph , ph bi n là men màu búp dong, lo iừ ư ổ ế ề ấ ủ ổ ế ạ
men này s c đ tr ng h i ng xanh ho c xám, trong vào sâu.ắ ộ ắ ơ ả ặ
S n ph m g m s Bát Tràng không nh ng n i ti ng trong c n c mà còn đ cả ẩ ố ứ ữ ổ ế ả ướ ượ
xu t kh u sang nhi u n c trên th gi i t năm 1990 nh Nh t B n, Hàn Qu c, Mấ ẩ ề ướ ế ớ ừ ư ậ ả ố ỹ
và các n c trong kh i EU. Nhi u s n ph m g m c Bát Tràng đang đ c l u trướ ố ề ả ẩ ố ổ ượ ư ữ
t i m t s vi n b o tàng l n trên th gi i nh Vi n b o tàng Royaux-B , Vi n b oạ ộ ố ệ ả ớ ế ớ ư ệ ả ỉ ệ ả
tàng Guimet-Pháp.
T năm 2002, các ngh nhân Bát Tràng b t đ u liên k t đ s n xu t và tiêu th s nừ ệ ắ ầ ế ể ả ấ ụ ả
ph m thông qua Hi p h i g m s Bát Tràng. Nh ng thành viên c a hi p h i khôngẩ ệ ộ ố ứ ữ ủ ệ ộ
ch là nh ng gia đình s n xu t g m mà còn có c các công ty kinh doanh g m s .ỉ ữ ả ấ ố ả ố ứ
Thông qua hi p h i, ng i Bát Tràng có c h i tìm hi u, n m b t thông tin v thệ ộ ườ ơ ộ ể ắ ắ ề ị
tr ng, các ki n th c m i trong công ngh s n xu t g m s , ph ng th c buôn bánườ ế ứ ớ ệ ả ấ ố ứ ươ ứ
th i th ng m i đi n t và cách nâng cao năng l c c nh tranh.ờ ươ ạ ệ ử ự ạ
PH N 2: TI T KI M NĂNG L NG TRONG NGÀNH G M SẦ Ế Ệ ƯỢ Ố Ứ
Nhãm Líp §2-QLNL TiÕt KiÖm N¨ng Lîng
5


![Báo cáo thực tập tốt nghiệp Công ty TNHH Cơ điện Samwa Tek: [Mô tả chi tiết hơn về nội dung báo cáo nếu có thể]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250917/trantiendat_ct2/135x160/96461758161119.jpg)
![Báo cáo thực tập tại Garage Car Plus [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250810/nguyenanhquoc2809@gmail.com/135x160/25661754896300.jpg)



![Đồ án tốt nghiệp: Tính toán, kiểm tra hệ thống điều hòa không khí cho tòa nhà Depot Tham Lương [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250717/vijiraiya/135x160/40421752722146.jpg)


![Thiết kế cung cấp điện cho tòa nhà B2 Đại học Vinh: Đồ án môn học [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/phanduchung10072004@gmail.com/135x160/65851765594609.jpg)