TR NG Đ I H C H I PHÒNGƯỜ Ạ Ọ Ả
KHOA CÔNG NGHỆ
C NG HÒA XÃ H I CH NGHĨA VI T NAMỘ Ộ Ủ Ệ
Đ c l p – T do – H nh phúcộ ậ ự ạ
Đ THI H C PH N: MÁY T Đ NG VÀ RÔB T CÔNG NGHI PỀ Ọ Ầ Ự Ộ Ố Ệ
Th i gian làm bài: 90 (Phút)ờ
(Dùng cho h chính qui)ệ
Đ thi s : ề ố 05
Câu 1: So sánh ph ng th c th c hi n quá trình gia công trên máy thôngươ ứ ự ệ
th ng, máy NC và máy CNC? ườ (Đ u vào, đi u khi n, đi u khi n kíchầ ề ể ề ể
th c).ướ
Câu 2: Các b c thi t l p ph ng trình đ ng h c c a rôb t? ướ ế ậ ươ ộ ọ ủ ố
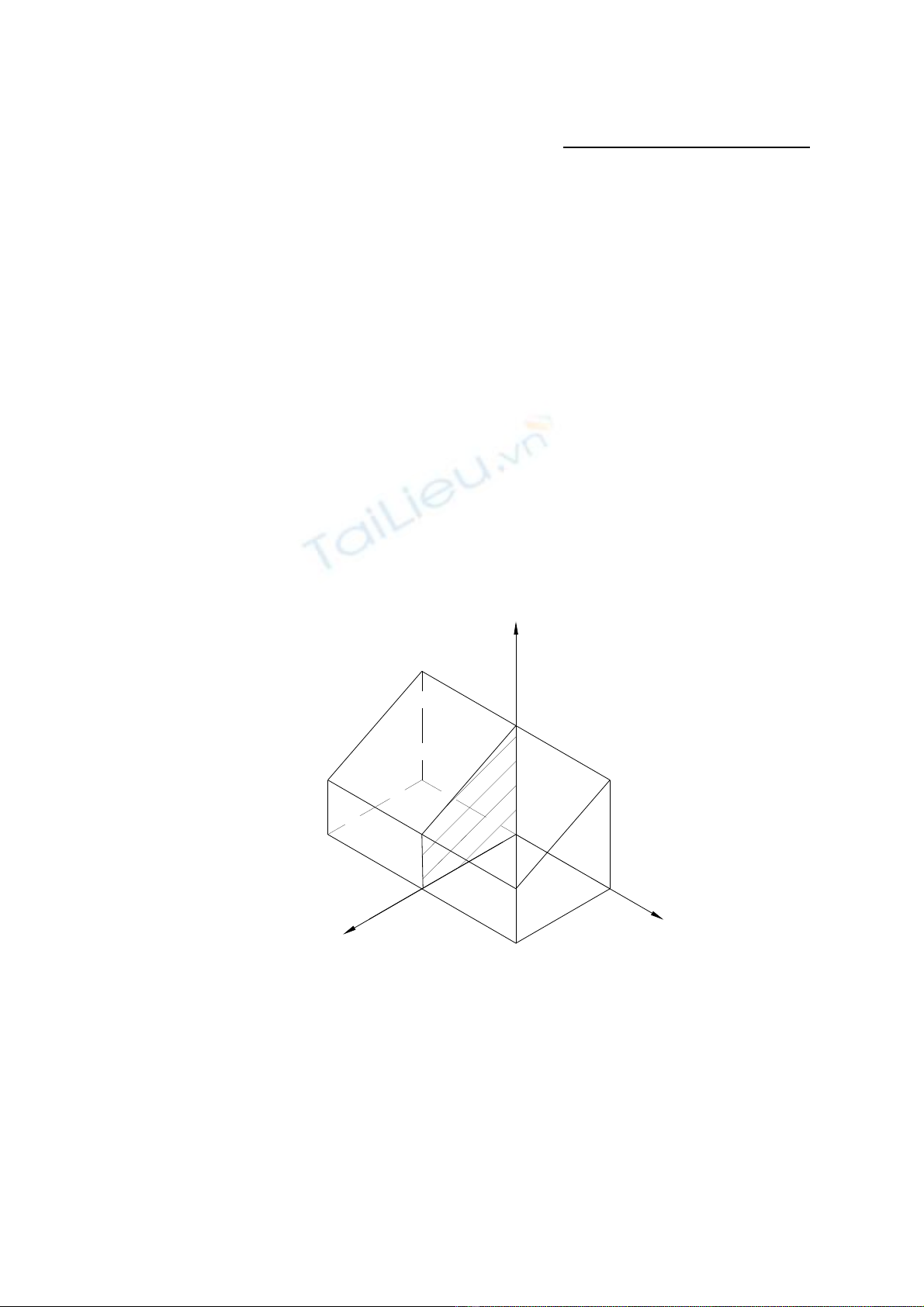
Câu 3: Cho m t v t th ộ ậ ể đ c đ t trong h t a đ chu n O(x,y,z) nh hìnhượ ặ ệ ọ ộ ẩ ư
v . Hãy th c hi n phép bi n đ i sau:ẽ ự ệ ế ổ
H = Tp [0,10,0].R[x,-90o].R[y,-900]
X
0
Y
0
Z
0
O
0
B
A
D
C
H
G
E
F
(10,10,0,1)
(10,10,5,1)
(0,10,0,1)
(0,10,10,1)
(0,-10,10,1)
(0,-10,0,1)
(10,-10,5,1)
(10,-10,0,1)
Chú ý: SV không đ c s d ng tài li u.ượ ử ụ ệ
Cán b coi thi không gi i thích gì thêm.ộ ả
TR NG Đ I H C H I PHÒNGƯỜ Ạ Ọ Ả
KHOA CÔNG NGHỆ
C NG HÒA XÃ H I CH NGHĨA VI T NAMỘ Ộ Ủ Ệ
Đ c l p – T do – H nh ộ ậ ự ạ phúc
ĐÁP ÁN H C PH N: MÁY T Đ NG VÀ RÔB T CÔNG NGHI PỌ Ầ Ự Ộ Ố Ệ
Đ thi s : ề ố 05
Câu 1: So sánh các ch c năng c b n gi a máy công c truy n th ng, máy NCứ ơ ả ữ ụ ề ố
và máy CNC? (Đ u vào, đi u khi n, đi u khi n kích th c).ầ ề ể ề ể ướ
Tr l i.ả ờ
D i ướ đây là b ng so sánh các ch c năng c b n gi a máy công c truy nả ứ ơ ả ữ ụ ề
th ng, máy công c NC và máy công c CNC.ố ụ ụ
Lo imáạ
y
Ch. năng
Máy công cụ
truy n th ngề ố Máy NC Máy CNC
Đ u vàoầĐòi h i ph i đi uỏ ả ề
ch nh b ng tayỉ ằ
theo b n v , gáả ẽ
phôi và dao c tắ
t ng ng.ươ ứ
Ch ng trình NCươ
đ c đ a t i bượ ư ớ ộ
đi u khi n thôngề ể
qua băng đ c l .ụ ỗ
Các ch ng trình CNC có thươ ể
đ c nh p vào t bàn phím, đĩaượ ậ ừ
t ho c cáp truy n. B đi uừ ặ ề ộ ề
khi n l u tr ch ng trình CNCể ư ữ ươ
trong b nh trên đĩa c ng.ộ ớ ứ
Đi u khi nề ể Ng i th đ t cácườ ợ ặ
thông s gia công(ố
s vòng quay,ố
chi u sâu c t,…)ề ắ
b ng tay.ằ
B đi u khi nộ ề ể
NC x lý cácử
thông tin về
đ ng ch y daoườ ạ
và l ng d r iượ ư ồ
truy n các tínề
hi u đ n máy.ệ ế
Các ch c năng đi u khi n doứ ề ể
máy vi tính tích h p trong bợ ộ
đi u khi n CNC và ph n m mề ể ầ ề
t ng ng đ m nh n. B nhươ ứ ả ậ ộ ớ
trong đ c dùng đ ch a cácượ ể ứ
ch ng tươ rình, ch ng trình con,ươ
d li u máy, dao c t, và bù dao,ữ ệ ắ
các chu trình gia công. Ph nầ
m m giám sát sai s cũng đ cề ố ượ
tích h p trong b đi u khi n.ợ ộ ề ể
Ki m traể
kích th cướ Ng i th ph iườ ợ ả
đo và ki m traể
kích th c b ngướ ằ
d ng c c m tayụ ụ ầ
và n u c n thi t,ế ầ ế
ph i l p l i quáả ậ ạ
trình gia công.
Máy NC đ m b oả ả
s n đ nh kíchự ổ ị
th c trong quáướ
trình gia công
b ng nh ng thôngằ ữ
tin ph n h i liênả ồ
t c t h th ngụ ừ ệ ố
đo là các đ ng cộ ơ
Máy CNC đ m b o cho s nả ả ự ổ
đ nh kích th c trong quá trìnhị ướ
gia công b ng nh ng thông tinằ ữ
ph n h i liên t c t h th ng đoả ồ ụ ừ ệ ố
và các đ ng c servo đ c đi uộ ơ ượ ề
khi n b ng s vòng quay. Cácể ằ ố
servo đo l ng giám sát và đi uườ ề
khi n kích th c ngay trong quáể ướ
servo. trình gia công.
Câu 2: : Các b c thi t l p ph ng trình đ ng h c c a rôb t? Trình bày cáchướ ế ậ ươ ộ ọ ủ ố
xác đ nh các h t a đ ?ị ệ ọ ộ
Tr l iả ờ
a) Đ thi t l p ph ng trình đ ng h c c a robot có th ti n hành theo các b c sau:ể ế ậ ươ ộ ọ ủ ể ế ướ
1. Xác đ nh các h to đị ệ ạ ộ
2. L p b ng thông s DH.ậ ả ố
3. Xác đ nh các ma tr n Aị ậ i theo các thông s DH.ố
4. Tính các ma tr n Tậi.
5. L p ph ng trình đ ng h c c b n.ậ ươ ộ ọ ơ ả
Câu 3 :
H = Tp [0,10,0].R[x,-90o].R[y,-900]
TP =
1000
0100
10010
0001
; R[x,-90o] =
1000
0010
0100
0001
−
; R[y,-90o] =
1000
0001
0010
0100 −
⇒ H = Tp [0,10,0].R[x,-90o].R[y,-900].
11111111
5001001050
1010101010101010
101000001010
−−−−
⇒ H =
1000
0010
10001
0100
−
−
.
11111111
5001001050
1010101010101010
101000001010
−−−−
⇒ H =
11111111
1010101010101010
2020101010102020
5001001050
−−−−
−−−−
























![Giáo trình CAD và ứng dụng (Phần thực hành): [Hướng dẫn chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260305/hoatulip2026/135x160/80431773135924.jpg)

%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)