
L I NÓI Đ UỜ Ầ
Trong công cu c công nghi p hoá và hi n đ i đ t n c, các ngành kinh tộ ệ ệ ạ ấ ướ ế
nói chung và ngành c khí nói riêng đòi h i các k s th c hành và các cán b kơ ỏ ỹ ư ự ộ ỹ
thu t có ki n th c t ng đ i r ng và ph i bi t v n d ng sáng t o nh ng ki nậ ế ứ ươ ố ộ ả ế ậ ụ ạ ữ ế
th c đã h c đ gi i quy t nh ng v n đ th ng g p trong th c t . Đ án t tứ ọ ể ả ế ữ ấ ề ườ ặ ự ế ồ ố
nghi p đóng vai trò h t s c quan tr ng trong quá trình đào t o tr thành ng iệ ế ứ ọ ạ ở ườ
k s . Qua quá trình làm đ án môn h c công ngh ch t o máy giúp cho sinhỹ ư ồ ọ ệ ế ạ
viên hi u rõ và nâng cao kh năng v n d ng sáng t o nh ng ki n th c này để ả ậ ụ ạ ữ ế ứ ể
làm đ án cũng nh công tác sau này. Là m t sinh viên chuyên ngành c khí.ồ ư ộ ơ
Trong th i gian làm đ án môn h c em đ c giao nhi m v : '' Thi t k QTCNờ ồ ọ ượ ệ ụ ế ế
gia công tr c th c p – h p s chính xe zil 131 '' . Đây là m t đ tài m i và khóụ ứ ấ ộ ố ộ ề ớ
đ i v i em. Tuy nhiên trong th i gian đi th c t p và làm đ án đ c s ch b oố ớ ờ ự ậ ồ ượ ự ỉ ả
t n tình c a th y giáo h ng d n: th y giáo T Trung chính . V í s h c h iậ ủ ầ ướ ẫ ầ ạ ơ ự ọ ỏ
c a b n thân em đã đ a ra m t ph ng án gia công tr c th c p- h p s chínhủ ả ư ộ ươ ụ ứ ấ ộ ố
xe Zil 131, theo em ph ng án này s đ m b o đ chính xác và yêu c u kươ ẽ ả ả ộ ầ ỹ
thu t.Đ án t t nghi p c a em g m có ph n thuy t minh và ph n b n v mà ậ ồ ố ệ ủ ồ ầ ế ầ ả ẽ ở
đó đã trình bày đ y đ quy trình công ngh gia công, ch đ c t và đ gá dùngầ ủ ệ ế ộ ắ ồ
đ gia công.Tuy nhiên do trình đ hi u bi t v lý thuy t và th c t còn h n ch ,ể ộ ể ế ề ế ự ế ạ ế
do đó trong đ án này không th tránh kh i sai sót . V y em r t mong nh n đ cồ ể ỏ ậ ấ ậ ượ
s ch b o c a các th y và các b n đ em có th hi u sâu h n v môn h c cũngự ỉ ả ủ ầ ạ ể ể ể ơ ề ọ
nh các ph ng án khác h p lý h n.ư ươ ợ ơ
Em xin chân thành c m n th y giáo h ng d n T Trung Chính cùng cácả ơ ầ ướ ẫ ạ
th y giáo trong b môn Ch t o máy – Khoa C Khí – HV K Thu t Quân Sầ ộ ế ạ ơ ỹ ậ ự
đã t n tình h ng d n em hoàn thành đ án trong th i h n. Đ ng th i cũng bàyậ ướ ẫ ồ ờ ạ ồ ờ
t lòng bi t n chân thành t i các th y cô giáo và các b n giúp đ em trong th iỏ ế ơ ớ ầ ạ ỡ ờ
gian làm đ án t t nghi p.ồ ố ệ
Sinh viên
Tr n Văn Quangầ
Ch ng I :ươ T ng quan v h p s xe Zil 131 và chi ti t Tr c th c p-ổ ề ộ ố ế ụ ứ ấ
H p s chínhộ ố
A.T ng quan h p s xe Zil 131ổ ộ ố
I.Tìm hi u h p s xe Zil 131ể ộ ố
Xe Zil 131 là ô tô v n t i quân s có công th c bánh xe 6x6, dùng đ chuênậ ả ự ứ ể
ch hàng hóa, trang thi t b quân s và b đ i. Ngoài ra có th dùng làm xe cở ế ị ự ộ ộ ể ơ
s cho các m u xe đ c ch ng : xe công trình xa , các xe chuyên dùng khác. Xe Zilở ẫ ặ ủ
131 là lo i xe 3 c u, v i tát c các c u là ch đ ng, t i tr ng 3,5 t n, do nhàạ ầ ớ ả ầ ủ ộ ả ọ ấ
máy Li- kha- tr p ch t o thay th cho các lo i xe Zil 157,Zil 157k. Xe Zil 131ố ế ạ ế ạ
so v i các lo i xe Zil 157 có ch t l ng kéo t t h n, đ ng l c và tính năng thôngớ ạ ấ ượ ố ơ ộ ự
qua cao h n. D ng c i ti n c a nó có th l p các thi t b chuyên dùng ho cơ ạ ả ế ủ ể ắ ế ị ặ
thùng kín. Xe Zil 131 có đ ng c b trí phía tr c bu ng lái, nh ng kích th cộ ơ ố ướ ồ ư ướ
bao v n t ng đ i nh , thu n ti n cho l p bánh xe d tr và các trang thi t bẫ ươ ố ỏ ậ ệ ắ ự ữ ế ị
ph khác. Xe Zil 131 có d tr hành trình l n. Vi c ng d ng các thi t b th yụ ự ữ ớ ệ ứ ụ ế ị ủ
l c, khí nén trong các thi t b đi u khi n đã gi m nh c ng đ làm vi c c aự ế ị ề ể ả ẹ ườ ộ ệ ủ
ng i lái . h th ng treo v i b nhíp hoàn thi n, gi m ch n ng th y l c, l p ápườ ệ ố ớ ộ ệ ả ấ ố ủ ự ố
su t th p(đi u ch nh đ c) đã làm tăng đ êm d u chuy n đ ng và kh năngấ ấ ề ỉ ượ ộ ị ể ộ ả
thông qua c a xe trên các lo i đ a hình.ủ ạ ị
H p s xe Zil 131 là h p s 3 tr c d c 5 c p dùng đ thay đ i t s truy nộ ố ộ ố ụ ọ ấ ể ổ ỉ ố ề
nh m thay đ i mômen xo n các bánh xe ch đ ng c a ôtô, đ ng th i thay đ iằ ổ ắ ở ủ ộ ủ ồ ờ ổ
t c đ ch y xe phù h p v i s c c n bên ngoài.ố ộ ạ ợ ớ ứ ả
- Thay đ i chi u chuy n đ ng c a ôtô(ti n và lùi).ổ ề ể ộ ủ ế
- Tách đ ng c ra kh i h th ng truy n l c trong kho ng th i gian tuỳ ý màộ ơ ỏ ệ ố ề ự ả ờ
không c n t t máy và m li h p.ầ ắ ở ợ
- D n đ ng l c h c ra ngoài cho các b ph n công tác c a xe chuyên dùngẫ ộ ự ọ ộ ậ ủ
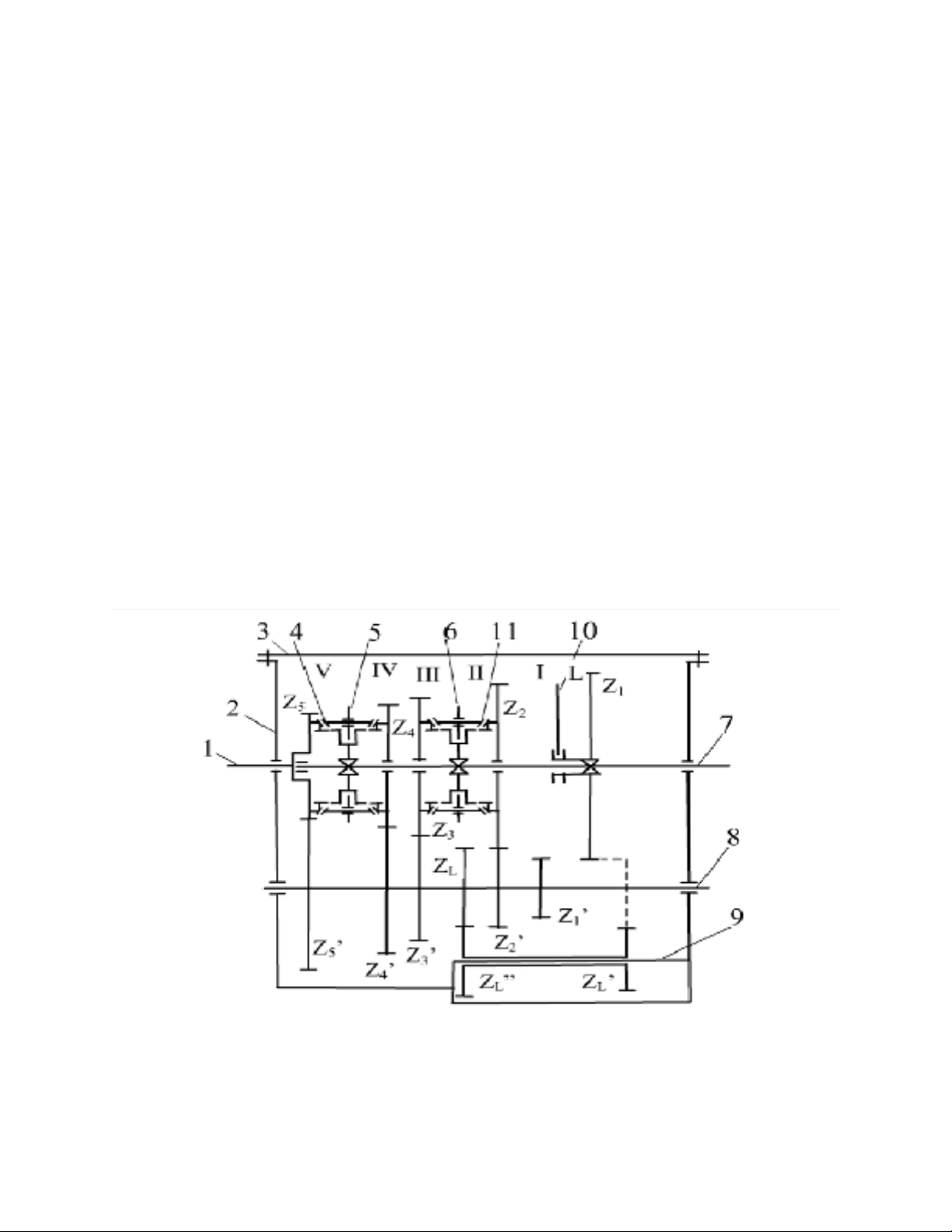
S đ đ ng h c h p sơ ồ ộ ọ ộ ố
1.Tr c s c p ; 2. V h p s ; 3. L p h p s ; 4,11. Đ ng t c gài s ; 5,6,10.ụ ơ ấ ỏ ộ ố ắ ộ ố ồ ố ố
Càng gài s ; 7. Tr c th c p; 8. Tr c trung gian ; 9. Tr c s lùiố ụ ứ ấ ụ ụ ố

II. Các b ph n c a h p sộ ậ ủ ộ ố
1. N p và v h p sắ ỏ ộ ố
N p và v h p s làm nhi m v bao kín các b ph n bên trong h p s . Ngoài raắ ỏ ộ ố ệ ụ ộ ậ ộ ố
n p h p s còn dùng đ l p c c u chuy n s . V h p s dùng đ l p các vòngắ ộ ố ể ắ ơ ấ ể ố ỏ ộ ố ể ắ
bi đ tr c h p s , ch a d u bôi tr n, treo h p s vào khung xe. Trên v h p sỡ ụ ộ ố ứ ầ ơ ộ ố ỏ ộ ố
có các nút x d u, nút b sung và ki m tra m c d u. V h p s chia làm haiả ầ ổ ể ứ ầ ỏ ộ ố
ph nầ
- Ph n v trung tâm h p s : Ch a d u bôi tr n và bao kín c m bánh răng, cácầ ỏ ộ ố ứ ầ ơ ụ
tr c, bi, ...ụ ổ
- Ph n v đuôi h p s : Bao kín tr c th c p, b ph n đo t c đ , b ph n ch nầ ỏ ộ ố ụ ứ ấ ộ ậ ố ộ ộ ậ ắ
d u ...ầ
Trên v h p s còn có n p ki m tra h p s đ c d p b ng thép m ng l p ỏ ộ ố ắ ể ộ ố ượ ậ ằ ỏ ắ ở
phía trên c a h p s .ủ ộ ố
2 .Vòng bi:
3. Tr c h p sụ ộ ố
a. Tr c s c p: Tr c s c p đ c đúc b ng thép li n kh i v i bánh răng chụ ơ ấ ụ ơ ấ ượ ằ ề ố ớ ủ
đ ng, ph n tr c có rãnh then hoa ráp vào moay đĩa ly h p. Tr c s c p h pộ ầ ướ ơ ợ ụ ơ ấ ộ
s quay t a trong vòng bi n i vách tr c v h p s và g i đ u vào trong vòng biố ự ơ ướ ỏ ộ ố ố ầ
trung tâm đuôi tr c khu u.ụ ỷ
b. Tr c th c p: M t đ u tr c th c p l p vào vòng bi đũa trong bánh răng sụ ứ ấ ộ ầ ụ ứ ấ ắ ơ
c p, đ u phía sau đ a mô men xo n ra ngoài. Phía sau tr c th c p đ t trên vòngấ ầ ư ắ ụ ứ ấ ặ
bi l p v h p s . Trên tr c th c p có then hoa đ l p bánh răng gài s và bắ ở ỏ ộ ố ụ ứ ấ ể ắ ố ộ
đ ng t c. Tr c th c p n m trùng tâm v i tr c s c p.ồ ố ụ ứ ấ ằ ớ ụ ơ ấ
c. Tr c trung: Tr c trung gian đ c ch t o li n kh i v i các bánh răng trungụ ụ ượ ế ạ ề ố ớ
gian. Tr c trung gian đ c đ t trên hai vòng bi l p v h p sụ ượ ặ ắ ở ỏ ộ ố
d. Tr c s lùi: Bánh răng s lùi quay trên m t tr c riêng.ụ ố ố ộ ụ
4 .Bánh răng
Bánh răng h p s đ c chia làm 4 nhóm nh sau: Bánh răng s c p, bánh răngộ ố ượ ư ơ ấ
th c p, bánh răng trung gian và bánh răng s lùi.ứ ấ ố
- Bánh răng s c p đ c ch t o li n tr c và luôn ăn kh p v i m t bánh răngơ ấ ượ ế ạ ề ụ ớ ớ ộ
trên tr c trung gian. Bánh răng s c p đ c gia công l l p vòng bi đ tr c thụ ơ ấ ượ ỗ ắ ỡ ụ ứ
c p.ấ
- Bánh răng trung gian là các bánh răng li n tr c ho c các bánh răng ch t o li nề ụ ặ ế ạ ề
kh i và quay tr n v i tr c. Trên tr c trung gian có nhi u bánh răng v i s răngố ơ ớ ụ ụ ề ớ ố
khác nhau đ thay đ i t s truy n c a h p s .ể ổ ỷ ố ề ủ ộ ố
- Bánh răng th c p là các bánh răng l p trên tr c th c p dùng đ gài s ho cứ ấ ắ ụ ứ ấ ể ố ặ
truy n chuy n đ ng t tr c trung gian sang tr c th c p qua b đ ng t c. Cácề ể ộ ừ ụ ụ ứ ấ ộ ồ ố
bánh răng gài s đ c l p b ng then hoa v i tr c và di tr t d c tr c. M t số ượ ắ ằ ớ ụ ượ ọ ụ ộ ố
bánh răng quay tr n v i tr c ho c l p c đ nh v i tr c.ơ ớ ụ ặ ắ ố ị ớ ụ
- Bánh răng s lùi là các bánh răng l p trên tr c s lùi đ đ o chi u quay c aố ắ ụ ố ể ả ề ủ
tr c s c p. Các bánh răng này quay tr n v i tr c và ăn kh p v i bánh răng trênụ ơ ấ ơ ớ ụ ớ ớ
tr c trung gian và tr c th c p.ụ ụ ứ ấ
III. C u t o ấ ạ
H p s xe Zil 131bao g m nh ng c m chi ti t chính: Các bánh răng, C c u gàiộ ố ồ ữ ụ ế ơ ấ
s , B đ ng t c, Tr c h p s ,V và n p h p s , các bi.ố ộ ồ ố ụ ộ ố ỏ ắ ộ ố ổ
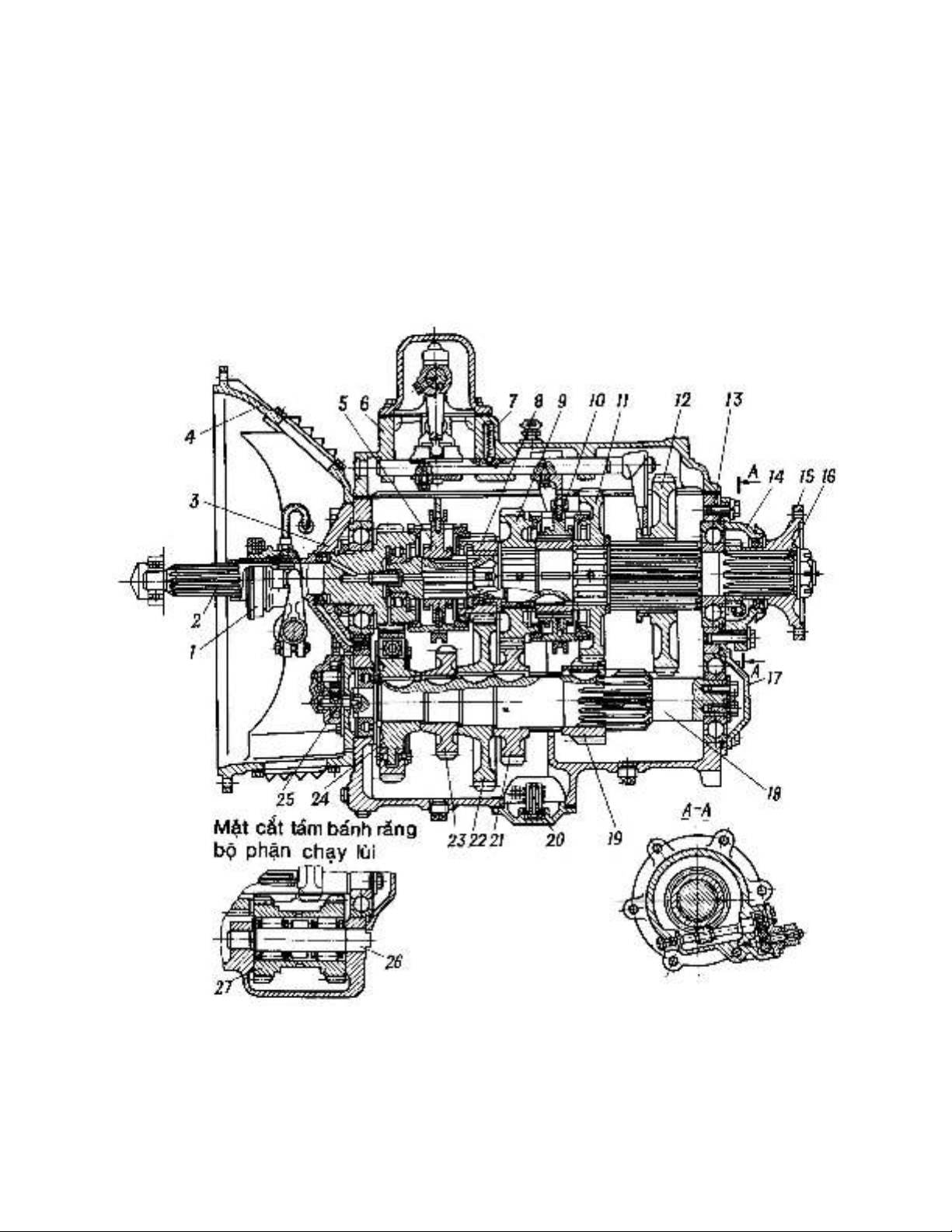
1-kh p nh ly h p. 2-tr c d n đ ng. 3-n p vòng bi tr c d n đ ng. 4-h p ly h p. 5-b đ ngớ ả ợ ụ ẫ ộ ắ ụ ẫ ộ ộ ợ ộ ồ
t c c a s truy n IV và V. 6-n p trên c a h p s . 7-lò xo v i bi đ nh v . 8-bánh răng c a số ủ ố ề ắ ủ ộ ố ớ ị ị ủ ố
truy n V tr c b d n. 10-b đ ng t c c a s truy n II và III. 11-bánh răng c a s truy n IIề ụ ị ẫ ộ ồ ố ủ ố ề ủ ố ề
tr c b d n. 12-bánh răng c a s truy n I và s lùi tr c b d n. 13-v h p s . 14-n p vòng biụ ị ẫ ủ ố ề ố ụ ị ẫ ỏ ộ ố ắ
tr c b d n. 15-m t bích đ b t ch t tr c các đăng. 16-tr c b d n. 17-n p vòng bi c a tr cụ ị ẫ ặ ể ắ ặ ụ ụ ị ẫ ắ ủ ụ

trung gian. 18-tr c trung gian.19-bánh răng c a s truy n II tr c trung gian, 20-b gom c aụ ủ ố ề ụ ộ ủ
b m d u nh n. 21-bánh răng c a s truy n III tr c trung gian. 22-bánh răng c a s truy n Vơ ầ ờ ủ ố ề ụ ủ ố ề
tr c trung gian. 23-bánh răng d n đ ng trích công su t. 24-bánh răng ch ng rung. 25-b m d uụ ẫ ộ ấ ố ơ ầ
nh n. 26-tr c c a kh i bánh răng s lùi. 27-kh i bánh răng s lùi.ờ ụ ủ ố ố ố ố
B. Phân tích chi ti t Tr c Th C p – H p s chính xe Zil 131.ế ụ ứ ấ ộ ố
I.Phân tích ch c năng ,đi u ki n làm vi c c a chi ti tứ ề ệ ệ ủ ế .
1.1 Ch c năng chi ti t.ứ ế
Tr c th c p ụ ứ ấ m t đ u l p vào vòng bi đũa trong bánh răng s c p, đ u phíaộ ầ ắ ơ ấ ầ
sau đ a mô men xo n ra ngoài. Phía sau tr c th c p đ t trên vòng bi l p vư ắ ụ ứ ấ ặ ắ ở ỏ
h p s . Trên tr c th c p có then hoa đ l p bánh răng gài s và b đ ng t c.ộ ố ụ ứ ấ ể ắ ố ộ ồ ố
Tr c th c p n m trùng tâm v i tr c s c p.ụ ứ ấ ằ ớ ụ ơ ấ
1.2 Đi u ki n làm vi cề ệ ệ
Tr c th c p ch u t i tr ng và momen xo n khá l n. Tr c làm vi c liên t cụ ứ ấ ị ả ọ ắ ớ ụ ệ ụ
ch u đ c kh năng va đ p l n và ch u mài mòn t t.ị ượ ả ậ ớ ị ố
Bên c nh v t li u ch t o nên Tr c ph i đ t yêu c u thì nh ng kíchạ ậ ệ ế ạ ụ ả ạ ầ ữ
th c quan tr ng là các b m t l p ghép đòi h i đ chính xác cao v hình dángướ ọ ề ặ ắ ỏ ộ ề
hình h c và v trí t ng quan . Nh ng b m t này đòi h i ph i có đ bóng bọ ị ươ ữ ề ặ ỏ ả ộ ề
m t, đ đ ng tâm, đ vuông góc các b m t c n thi t đ tr c làm vi c đ c lâuặ ộ ồ ộ ề ặ ầ ế ể ụ ệ ượ
dài, đ tránh gây mài mòn cho các b m tể ề ặ
1.3 V t li u ch t o chi ti tậ ệ ế ạ ế
D a vào ch c năng và đi u ki n làm vi c c a Tr c th c p nên ta ch n v tự ứ ề ệ ệ ủ ụ ứ ấ ọ ậ
li u ch t o là Thép ệ ế ạ crôm - niken - môlipđen :
Mác thép 20XH2MA- c a ΓOCT 4543-71 ủ
Đ c tính c a các mác thép này cũng gi ng nh các mác crôm – niken cùng lo iặ ủ ố ư ạ
song có thêm 0,10 - 0,40%Mo v i tác d ng ch y u là đ nâng cao h n n a đớ ụ ủ ế ể ơ ữ ộ
th m tôi. Là lo i thép trong đó niken cao h n 2% và có th t i 4% còn crôm cũngấ ạ ơ ể ớ
ch trên d i 1%, t c có t l Ni / Cr = 3 hay 4. Nh đã bi t v i l ng crôm -ỉ ướ ứ ỷ ệ ư ế ớ ượ
niken nh th đ th m tôi r t cao, tôi th u đ c các ti t di n đ n 100mm vàư ế ộ ấ ấ ấ ượ ế ệ ế
cao h n, trong th c t có th coi có đ th m tôi b t kỳ. V i ngay ti t di n l nơ ự ế ể ộ ấ ấ ớ ế ệ ớ
nh v y cũng r t d dàng tôi trong d u, còn v i ti t di n nh h n có th ápư ậ ấ ễ ầ ớ ế ệ ỏ ơ ể
d ng tôi phân c p, nh đó gi m m nh đ bi n d ng. Thép đ c dùng làm cácụ ấ ờ ả ạ ộ ế ạ ượ


























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)