Nhi m v c a c c u phân ph i khí là Th c hi n đóng ệ ụ ủ ơ ấ ố ự ệ
m các xupap n p và x đúng th i đi m, đ m b o n p ở ạ ả ờ ể ả ả ạ
đ y h n h p khí cháy (ho c không khí s ch) vào xi lanh và ầ ỗ ợ ặ ạ
x s ch khí đã cháy ra ngoài.và đóng kín đ th c hi n kỳ ả ạ ể ự ệ
nén c a đ ng c đ i v i t ng xilanh.ủ ộ ơ ố ớ ừ

5.1 các h h ng th ng g p, ư ỏ ươ ặ
nguyên nhân, tác h iạ
5.1.1 sai l ch pha phân ph i khíệ ố
S sai l ch pha ph i khí có th x y ra là do: ự ệ ố ể ả
G y răng c a bánh răng cam, mòn và quá trùng xích ẫ ủ
Truy n hay rão dây đai răng. Trong b truy n xích hayề ộ ề
đai còn có th b nh y m t vài m t xích truy n đ ng gâyể ị ả ộ ắ ề ộ
lên sai l ch pha ph i khí. Nh ng h h ng này th ng gâyệ ố ữ ư ỏ ườ
nên ch m pha đi u ph i h n h p khí. ậ ề ố ỗ ợ
H u qu c a hi n t ng này làm cho đ ng c ậ ả ủ ệ ượ ộ ơ
khó n máy(kh i đ ng), th m chí còn có th không n ổ ở ộ ậ ể ổ
đ c máy. Khi n đ c máy đ ng c cũng làm vi c không n đ nh m t kh năng ượ ổ ượ ộ ơ ệ ổ ị ấ ả
ch y ch m công su t đ ng c suy gi m, không tăng t c đ c đ ng c ạ ậ ấ ộ ơ ả ố ượ ộ ơ ở
vùng t c đ cao, tăng l ng khói thoát ra môi tr ng….ố ộ ượ ườ
Khi b đ t xích hay dây đai, có th d n t i ch ng xu páp vào đ nh piston gây ị ứ ể ẫ ớ ố ỉ
nên ti ng va m nh, th ng đ nh piston, cong thân xupáp. Nh ng tr ng h p ế ạ ủ ỉ ữ ườ ợ
nh th s không kh i đ ng đ c đ ng c . Nguy hi m nh t là đ i v i ôtô ư ế ẽ ở ộ ượ ộ ơ ể ấ ố ớ
đang chuy n đ ng có th gây h h ng ph n thân máy và n p máy.ể ộ ể ư ỏ ầ ắ
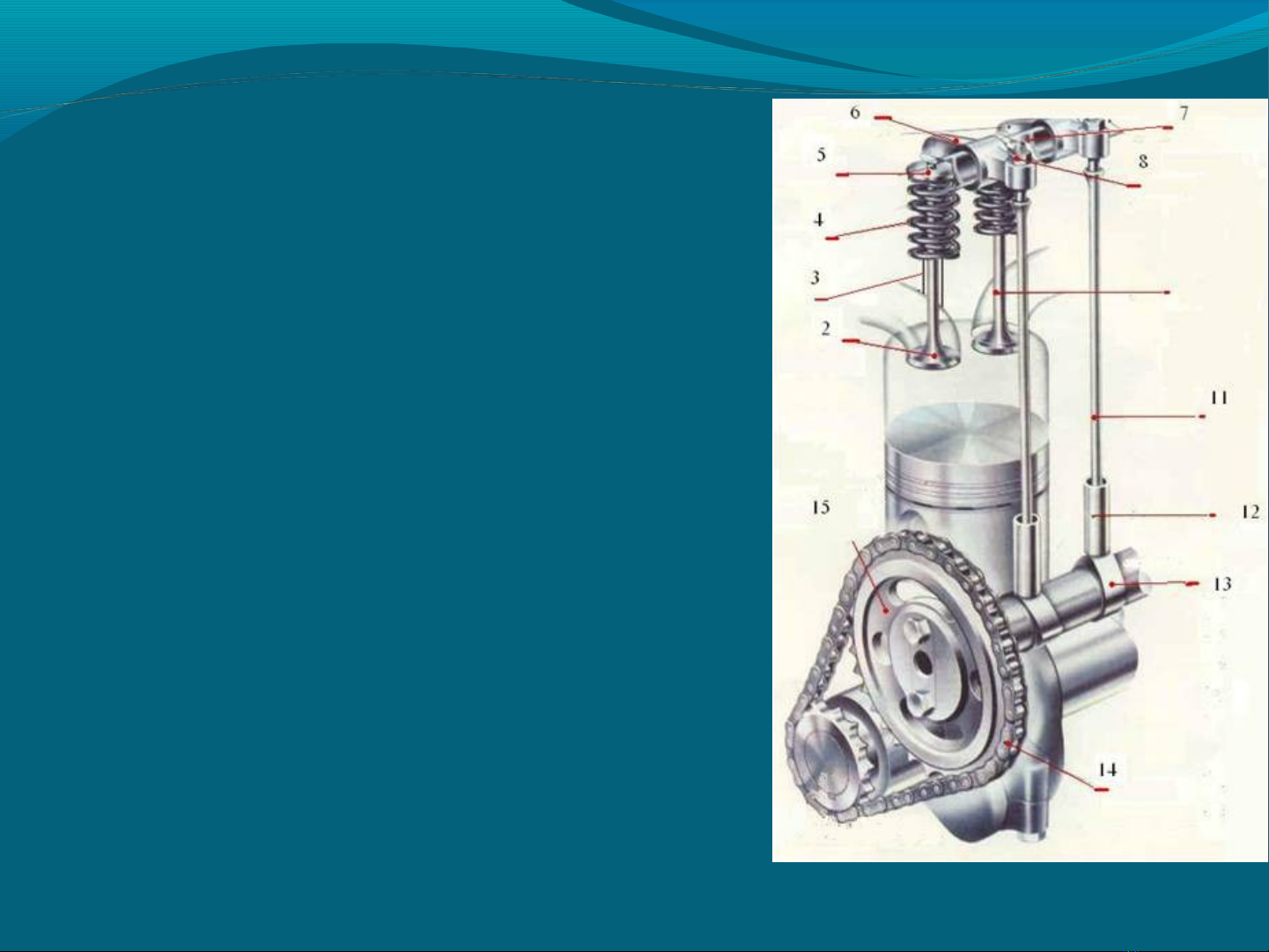
Pha phân ph i khíố
khí:
Mòn c c u phân ph i khí có th g p d ng sau:ơ ấ ố ể ặ ở ạ
- S mòn bánh răng, bi c a các đ gây nên ti ng gõ đ u ự ổ ủ ổ ỡ ế ề
đ u, đ ng c còn kh năng làm vi c nh ng nh h ng ph n nào đó ề ộ ơ ả ệ ư ả ưở ầ
đ n công su t cũng nh tính kinh t c a đ ng c . Đ i v i các đ ng ế ấ ư ế ủ ộ ơ ố ớ ộ
c sau s a ch a, trong quá trình ch y rà tr n, ti ng gõ do bánh răng ơ ử ữ ạ ơ ế
cam sinh ra s ph i gi m d n trong quá trình s d ng.ẽ ả ả ầ ử ụ
- Mòn biên d ng cam, tr c cam s gây nên ti ng gõ tr c ạ ổ ụ ẽ ế ụ
cam.gi m công su t đ ng c , gia tăng chút ít nhi t đ và khói…..ả ấ ộ ơ ệ ộ
- Mòn giàn con đ i, cò m , đuôi xupáp s làm gia tăng khe h ộ ổ ẽ ở
c a cò m và đuôi xupáp. Khi đ ng c b t đ u làm vi c xu t hi n ủ ổ ộ ơ ắ ầ ệ ấ ệ
ti ng gõ và sau đó nhi t đ tăng d n ti ng gõ gi m đi đ c bi t nghe ế ệ ộ ầ ế ả ặ ệ
ti ng n r t rõ khi đ ng c làm vi c s vòng quay th p.ế ồ ấ ộ ơ ệ ở ố ấ
Tr c camụ
- Mòn ng d n h ng xupáp, mòn thân xupáp, ố ẫ ướ
h ng ph t ch n d u thân xupáp s làm gia tăng ỏ ớ ắ ầ ẽ
khe h . Khe h c a ng d n h ng xupáp và ở ở ủ ố ẫ ướ
thân xupáp, xupáp đóng kín gi m đ chân ả ộ
không c hút, tăng l ng l t d u vào bu ng ổ ượ ọ ầ ồ
đ t hành trình hút c a đ ng c , do v y tăng ố ở ủ ộ ơ ậ
khói khí x , gi m công su t đ ng c .ả ả ấ ộ ơ
- Mòn cháy r xupáp, đ xupáp do ỗ ế
l ng mu i than trong bu ng đ t l n,và ượ ộ ồ ố ớ ở
nhi t đ cao gây nên cháy r xupáp và đ ệ ộ ỗ ế
xupáp,xupáp đóng không kín. N u xupáp ế
hút thì xu t hi n ti ng n ng c c hút,ấ ệ ế ổ ượ ở ổ
n u h xupáp x thì xu t hi n ti ng n ế ở ả ấ ệ ế ổ ở
ng x . M t khác s gây gi m áp su t rõ ố ả ặ ẽ ả ấ
r t khi đo áp su t cu i kì nén Pc.ệ ấ ố
mòn lo xo hay bi gian m t tính đàn h iấ ồ
c a lò xoủ
Sai l ch khe h đuôi xupáp v i các đi m d n đ ng (v u cam hay cò m ….)ệ ở ớ ể ẫ ộ ấ ổ
Sai l ch khe h này có th : quá l n hay không có khe h . Khi khe ệ ở ể ớ ở
h quá l n th ng gây nên ti ng gõ nh đanh, th m chí m t xilanh hay ở ớ ườ ế ẹ ậ ộ
toàn b không làm vi c. Khi không có khe h , đ ng c có th làm vi c ộ ệ ở ộ ơ ể ệ ở
nhi t đ còn th p nh ng khi đ ng c đã nóng s gây h ệ ộ ấ ư ộ ơ ẽ ở
bu ng đ t và đ ng c có th b rung m nh do ồ ố ộ ơ ể ị ạ
m t xilanh không làm vi c.ộ ệ
- H ng đ m d u xupáp:ỏ ệ ầ
Trên đ ng c hi n đ i s d ng đ m d u trong c c u ph i khí. ộ ơ ệ ạ ử ụ ệ ầ ơ ấ ố
Đ m đâu làm vi c t o kh năng n i êm gi a cò m và xupáp. Khi có đ m ệ ệ ạ ả ố ữ ổ ệ
d u c c u s t đ ng tri t tiêu khe h xupáp và t bù khe h nhi t b ng ầ ơ ấ ẽ ự ộ ệ ở ự ở ệ ằ
cách t đ ng thay đ i chi u dài bu ng ch a d u trong k t c u đ m d u. ự ộ ổ ề ồ ứ ầ ế ấ ệ ầ
Nh có đ m d u mà khi đ ng c còn ngu i hay khi đã nóng đ nhi t đ ờ ệ ầ ộ ơ ộ ủ ệ ộ
làm vi c c c u xupáp h u nh không có ti ng gõ.ệ ơ ấ ầ ư ế
H h ng đ m d u ch y u là do h ng bao kín d n t i m t áp su t ư ỏ ệ ầ ủ ế ỏ ẫ ớ ấ ấ
d u trong bu ng ch a,kh năng t thay đ i chi u dày c a đ m d u m t đi. ầ ồ ứ ả ự ổ ề ủ ệ ầ ấ
Khi đó ti ng gõ xupáp xu t hi n.ế ấ ệ
Phôt ch n nh iặ ớ







![Bài giảng Truyền động các đăng [chuẩn SEO]](https://cdn.tailieu.vn/images/document/thumbnail/2014/20140414/mnhat91/135x160/9461397492269.jpg)







![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)