1
BÀI 1: KHÁI NIỆM CƠ BẢN VỀ NGHỀ TIỆN
1. Vị trí , đặc điểm của nghề tiện:
- Vị trí: Tiện là phương pháp gia công cắt gọt
thông dụng nhất,chiếm tỷ trọng lớn trong gia công
kim loại bằng cắt (khoảng 25-50 0/0) vì ngoài
nguyên công tiện trên máy tiện còn có thể khoan,
khoét, doa, tarô…
- Đặc điểm: Tiện là phương pháp gia công có
phoi được thực hiện bằng sự phối hợp hai chuyển
động gọi là chuyển động tạo hình gồm chuyển động
chính là chuyển động quay tròn của chi tiết và
chuyển động chạy dao (chuyển động chạy dao dọc và
chuyển động chạy dao ngang)
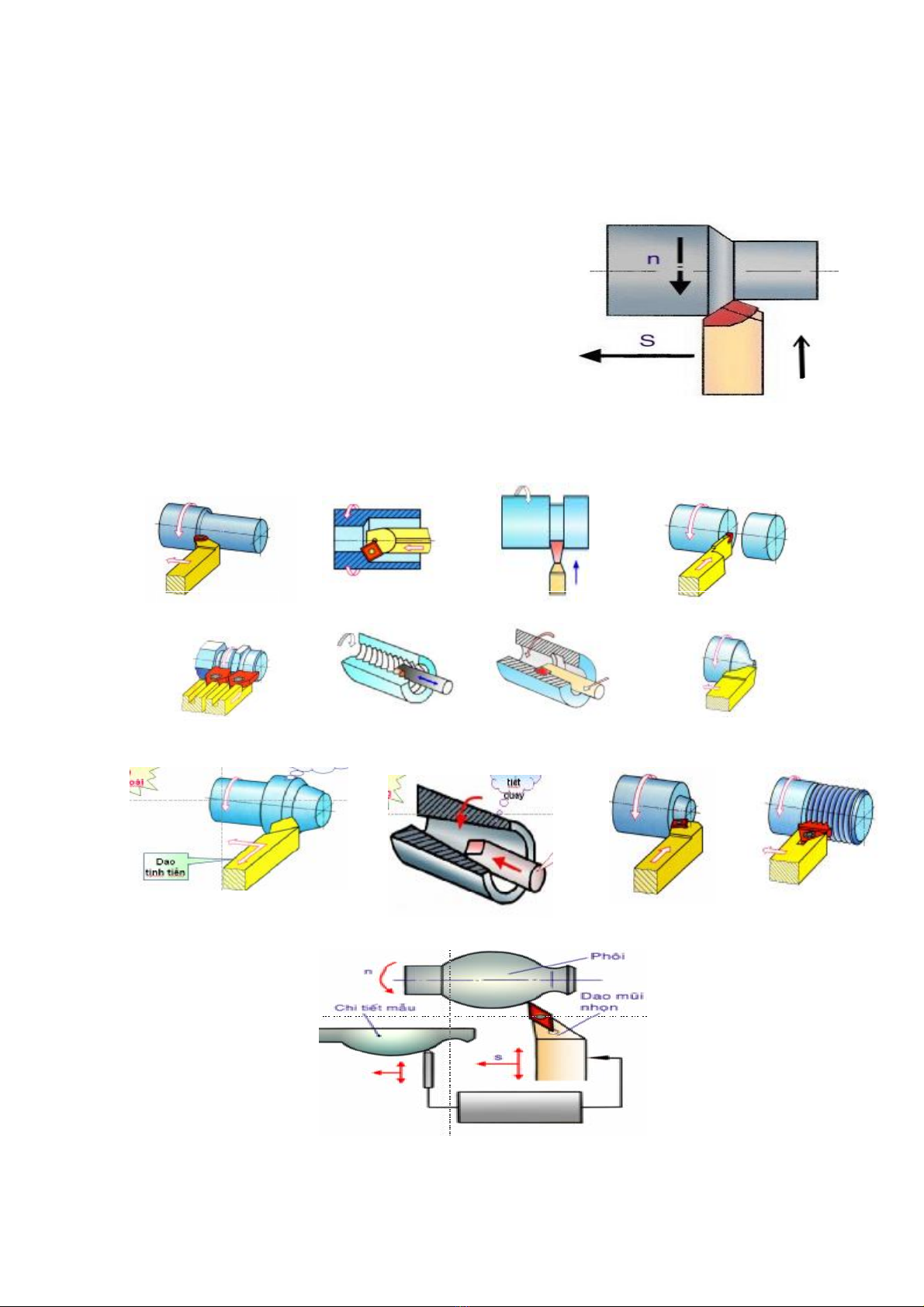
2. Những công việc tiện cơ bản:
13. Tiện chép hình
Hình.1.1. Chuyển động cắt gọt
3.
Tiện
rãnh ngoài
6.Tiện ren trong 5.Tiện nhiều dao Tiện định hình
7.Ti
ện r
ãnh trong
8.
4.Tiện cắt đứt
1.Ti
ện trụ ngo
ài
2.Tiện trụ
trong
9.Tiện côn ngoài 10.Tiện côn trong
12.Ti
ện ren ngo
ài
11.Tiện mặt đầu
Hình.1.2. Những công việc tiện cơ bản.
2
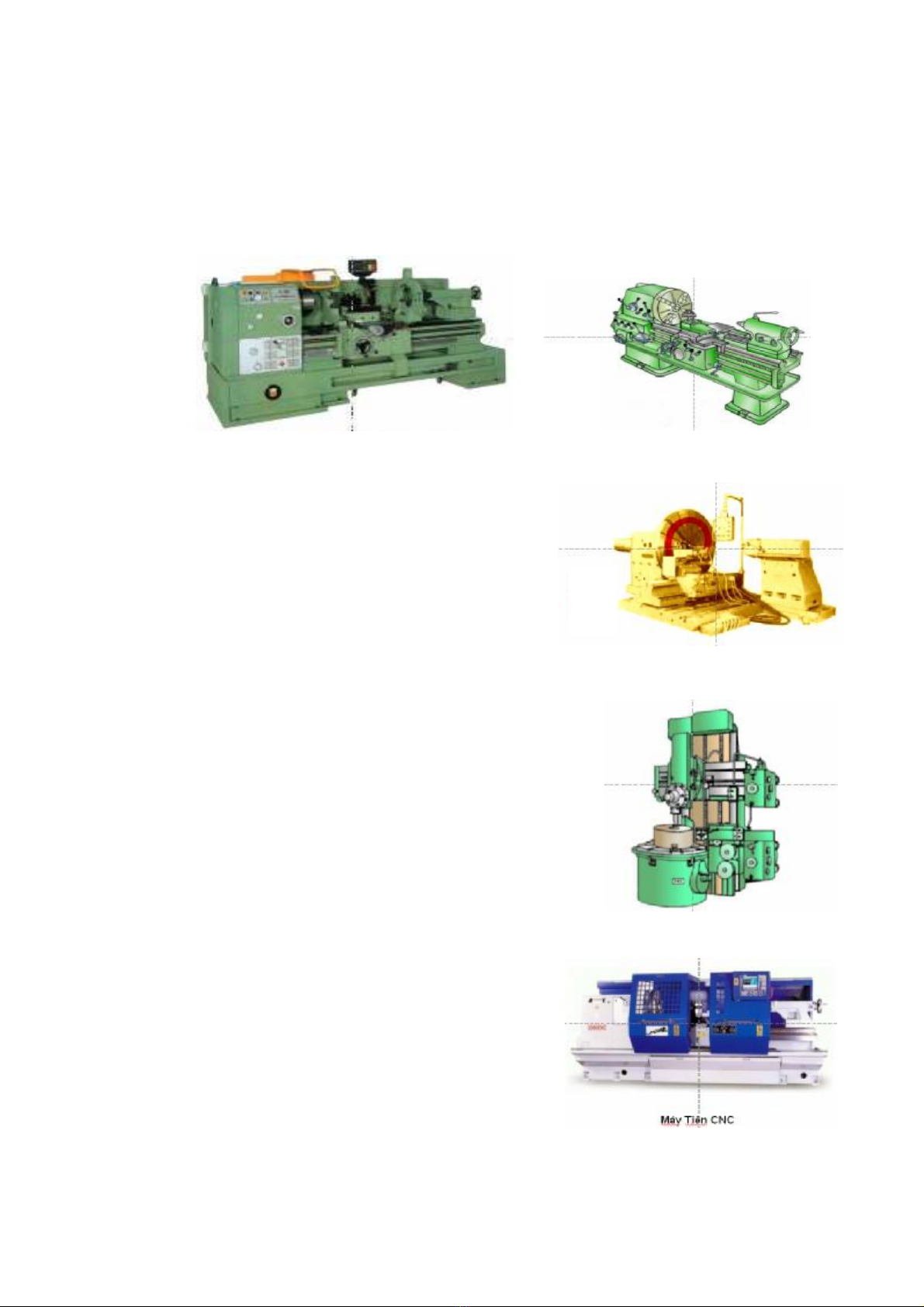
3. Giới thiệu các loại máy tiện:
3.1. Máy tiện vạn năng:
- Dùng gia công : mặt trụ ngoài, mặt trụ trong, côn trong , côn ngoài, ren vít trong ,
ren vít ngoài, tiện chép hình …
- Máy Tiện ren vít vạn năng có nhiều cỡ: cỡ trung và cỡ nhỏ, cỡ để bàn và cỡ nặng.
3.2. Máy tiện cụt:
- Dùng gia công chi tiết có đường
kính lớn : puli, vô lăng, bánh răng, tấm
đệm.v.v…
- Không có ụ động
- Mâm cặp có đường kính rất lớn.
- Số cấp tốc độ ít, số vòng quay thấp.
3.3. Máy tiện đứng:
- Gia công chi tiết có đường kính lớn
Φ ≥ 300 mm
- Nặng, hình dáng phức tạp
- Bàn gá chi tiết nằm ngang quay theo
trục thẳng đứng
3.4. Máy tiện tự động:
Hình.1.3.
Máy ti
ện vạn năng Digital
Hình.1.4.
Máy ti
ện ren vít vạn
Hình.1.5. Máy tiện cụt
Hình.1.6.
Máy ti
ện đứng.
Hình.1.7. Máy tiện CNC
-
Dùng gia công hàng lo
ạt v
à hàng kh
ối.
- Máy ti
ện tự động không chỉ thực hiện
tự động toàn bộ chu trình chuy
ển động của
dụng cụ cắt để tạo ra sản phẩm hoàn ch
ỉnh,
mà còn tự động thực hịên việc kẹp chặt v
à
tháo chi tiết gia công

3
4. Cấu tạo máy tiện ren vít vạn năng:
Máy tiện ren vít vạn năng được dùng để thực hiệ các công việc tiện và cắt ren khác
nhau trong điều kiện sản xuất đơn chíếc và hàng loạt nhỏ. Hình dáng của máy tiện ren vít
vạn năng đựợc giới thiệu trên (Hình.1.8)
4.1. Thân máy:
− Là chi tiết quan trọng vì trên thân máy có lắp tất cả các bộ phận chủ yếu của máy.
− Bộ phận quan trọng nhất là sống trượt
− Trên sống trượt có lắp các bộ phận máy có thể di động: ụ dộng, giá đỡ, bàn trượt
dọc.
− Kết cấu đa dạng
1.4.2. Hộp trục chính (Ụ trước).
− Hộp trục chính thường bao gồm cả hộp tốc độ để điều chỉnh tất cả các cấp vận
tốc của trục chính.(Hình.1.11)
− Bộ phận quan trọng nhất của hộp trục chính là trục chính và những ổ trục của
trục chính.
− Trục chính thường có kết cấu rỗng có thể đưa phôi thanh qua trục chính.
Hình.1.8.
C
ấu tạo máy
ti
ện ren vít vạn năng
Hình.1.9. Hình dáng thân máy
Hình.1.10. Hình dáng sống trượt
Hình.1.11. Kết cấu hộp trục
chính
Hình.1.12. Kết cấu trục chính

4
4.2. Bàn xe dao:
− Là bộ phận máy lắp trên hộp xe dao và trượt trên sống trượt của băng máy .
− Bàn dao có nhiệm vụ kẹp chặt dao và thực hiện chuyển động chạy dao dọc và
chạy dao ngang.
− Bàn dao gồm 4 bộ phận chính: bàn trượt dọc, bàn trượt ngang, bàn trượt dọc
trên và ổ gá dao .
4.3. Ụ động (ụ sau):
− Được đặt trên sống trượt
dẫn hướng của băng máy và có thể di
trượt dọc theo sống trượt tới một vị trí
bất kì bằng tay (Hình.1.14)
− Ụ dộng đỡ những chi tiết
gia công kém cứng vững, ngoài ra còn
gá mũi khoan, khoét, doa, các đồ gá
tarô,…
Để kẹp chặt ụ động xuống băng máy
có hai cách: bulông – đai ốc và cần
xoay chốt lệch tâm.
5. Các loại đồ gá thông dụng trên máy tiện:
5.1. Mâm cặp:
− Dùng để định vị và kẹp chặt các chi tiết có hình dạng khác nhau chủ yếu dạng trụ
tròn và đối xứng, được lắp ở đầu trục chính (Hình.1.15) và (HÌnh ( (Hình.1.16).
− Có 2 loại chính : Mâm cặp không tự định tâm và mâm cặp tự định tâm .
Hình.1.13. Kết cấu hệ bàn xe
dao
Hình.1.14. Kết cấu ụ động (ụ sau)
Hình.1.15.
Mâm c
ặp 4 chấu
không t
ự định tâm
Hình.1.16.
Mâm c
ặp
3 ch
ấu
t
ự địn
h
tâm

5
5.2. Mũi chống tâm:
Mũi chống tâm dùng để gá đỡ các chi tiết dạng trục dài trong quá trình gia công
(Hình1.17) và (Hình.1.18).
5.3. Giá đỡ:
Dùng để đỡ những chi tiết gia công kém
cứng vững thường có tỷ số chiều dài và đường
kính lớn hơn hoặc bằng 12, và đỡ những chi tiết
đặc biệt nặng. Có hai loại (Hình.1.19):
− Giá đỡ cố định: bắt chặt xuống băng
máy.
− Giá đỡ di động: bắt chặt trên bàn xe
dao dọc.
6. Kỹ thuật an toàn lao động:
6.1. An toàn lao động trong nghề tiện:
a. Trước khi vào ca:
Tác phong:
− Phải mặt quần áo bảo hộ lao động cho gọn gàng (Hình.1.20).
− Cổ tay áo phải cài lại hoặc xoắn lên qua khỏi khuỷu tay.
− Bỏ áo vào quần, tóc cuốn gọn cho vào mũ.
− Đi giày bata hoặc dép có quai hậu.
Hình.1.17. Mũi chống tâm cố định.
Hình.1.18. Mũi chống tâm quay.
Hình.1.19.
Giá đ
ỡ cố định
và giá đ
ỡ di động
Hình.1.20. Quần áo bảo hộ lao
động.















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)