
Điều khiển nhúng: kết hợp thời gian
thực và môi trường làm việc đa năng
Hệ thống kiểm soát công nghiệp có thể được chia làm hai danh mục. Đó là
thiết kế cho các chức năng kiểm soát đa năng và lập trình đầy đủ bởi người
dùng cuối; Thiết kế cho các mục đích đặc biệt như điều khiển máy nghiền
hoặc hệ thống đúc khuôn phun.
Đối với danh mục thứ nhất, một trong những hệ thống thường thấy là PLCs
và các máy tính công nghiệp đa năng. Danh mục thứ hai sử dụng các bộ điều
khiển riêng với khả năng hỗ trợ các chức năng đặc biệt được tích hợp bên
trong, như điều khiển chu trình chuyển động kín. Cả hai hệ thống có thể thực
hiện nhiều hơn một chức năng trong cùng một thời gian nhờ khả năng đa
nhiệm – nhưng các bộ điều khiển riêng đặt các yêu cầu đặc biệt trên sự phối
hợp của hệ thống với các tác vụ trùng nhau. Nơi mà các chức năng giới hạn
thời gian liên kết, như là điều khiển và phối hợp chuyển động theo nhiều
trục. Hệ điều hành phải đảm bảo những tín hiệu giới hạn thời gian từ các
cảm biến theo dõi chuyển động không bị mất bởi các luồng ứng dụng điều
khiển quan trọng.

Một hệ điều hành đa nhiệm như Microsoft Windows không thể đáp ứng
thích đáng đảm bảo lưu trữ một ứng dụng, vì nó được tối ưu hóa để cung cấp
dịch vụ cho nhiều tác vụ đa năng khác, như sự tương tác với người vận
hành, giao diện mạng, cơ sở dữ liệu động cơ, …
Cánh tay đa năng này không tốt cho những yêu cầu thời gian của một ứng
dụng điều khiển công nghiệp mà yêu cầu một hệ điều hành thời gian thực để
đảm bảo sự phối hợp của những chức năng thời gian giới hạn. Nhưng đặc
tính chuyên môn hóa cao hơn của một hệ điều hành thời gian thực cũng là
một hạn chế nghiêm trọng. Một hệ điều hành đa năng như Windows có rất
nhiều công cụ sản xuất bởi hãng thứ ba để làm giảm thời gian yêu cầu khi
cài đặt màn hình giao diện điều hành, truy cập cơ sở dữ liệu, và truyền thông
tin với mạng lưới giao thức. Trên thực tế, hầu hết nền tảng máy tính thông
dụng cho việc phát triển trong các phần mềm tự động hóa công nghiệp là
một chiếc PC, và máy PC – tương thích bộ vi xử lý chạy trên nền Microsoft
Windows đã trở thành tiêu chuẩn giao diện người – máy (HMI – Human
Machine Interface) phổ biến được sử dụng ngày nay. Ngoài ra còn có một cơ
sở phát triển phần mềm dựa trên các ứng dụng PLC. Những ứng dụng “PLC
mềm” phân phối chức năng điều khiển của PLC và mô hình lập trình PLC
thông thường trong môi trường Windows.
Nhưng nhà phát triển hệ thống kiểm soát có thể làm gì khi họ muốn kết hợp
thời gian thực và môi trường điều hành đa năng? Chạy nhiều hệ điều hành
trong cùng một lúc trên một nền tảng phần cứng đơn.
Burny XL của Cleveland Motion Controls

Đây là giài pháp được chọn bởi
Cleveland Motion Controls (CMC)
của Cleveland. CMC tập trung vào
việc cung cấp sao cho dễ dàng sử
dụng các giải pháp kiểm soát hình
dạng cắt động cho oxy nhiên liệu,
plasma, laser và máy cắt bằng vòi
phun nước, các công cụ định tuyến,
khắc và định lượng. Máy tính mới
nhất của hãng dựa trên điều khiển số
máy tính (CNC) chính là Burny XL
kết hợp với bộ xử lý di động của
Intel. Hệ thống cung cấp cắt kim
loại theo nhiều trục cực kỳ chính
xác và điều khiển thời gian thực lặp
lại, cùng với một hệ thống HMI
phong phú và hữu ích đã làm cho hệ
điều hành máy tính hoạt động với
năng suất cao. Nó được thiết kế trở thành một nền tảng có thể cấu hình được
mà người thiết kế máy tính CNC có thể tùy biến sản phẩm riêng của họ. Nó
hoạt động trên môi trường thô và được phân thành hai loại: nền tảng kiểm
soát hoàn toàn tích hợp, panen HMI, và một phiên bản panen từ xa.
Bằng cách sử dụng một phần mềm độc đáo ảo hóa môi trường được cung
cấp bởi TenAsys Corp của Beaverton. Burny XL có thể chạy đồng thời trên
Microsoft Windows XP cài sẵn và hệ điều hành thời gian thực TenAsys
INtime (RTOS) trên một PC được cài sẵn. Điều này mang lại cho Burny XL
khả năng đa nhiệm cho phép các công việc trong tương lai được tải, lưu trữ
và lồng nhau bởi một bộ quản lý tác vụ trong khi công việc hiện tại đang
được thực thi. Nhờ làm việc đa nhiệm mà Burny XL có lợi thế hơn so với
các máy điều khiển CNC khác bằng cách rút ngắn thời gian lãng phí giữa
các công việc. Việc bổ sung tạo điều kiện cho nhiều tác vụ làm việc đồng
thời, INtime RTOS còn hỗ trợ đáp ứng trong thời gian thực mà đảm bảo
rằng các bước chuyển động của CNC được thực hiện chính xác.
Nền tảng CNC cấu hình được
Khi người thiết kế máy CNC tùy biến Burny XL cho những sản phẩm riêng
của họ, họ sử dụng một phần mềm cài sẵn – dựa trên PLC và giao diện màn
The Burny XL gồm hai phiên b
ản : một
phiên bản tích hợp hoàn toàn và m
ột
panen điều hành từ xa
hình cảm ứng thiết kế bởi Cleveland Motion Control. IEC 61131 này tương
thích với các ứng dụng Windows có thể lập trình bằng hình thang logic và
có thể dịch các mã “M” và “G” chuẩn của chương trình CNC. Phần mềm
PLC cung cấp vị trí đích để đặt điểm khởi động cho phần mềm di động thời
gian thực, và quản lý tất cả các hoạt động trực tiếp không theo thời gian
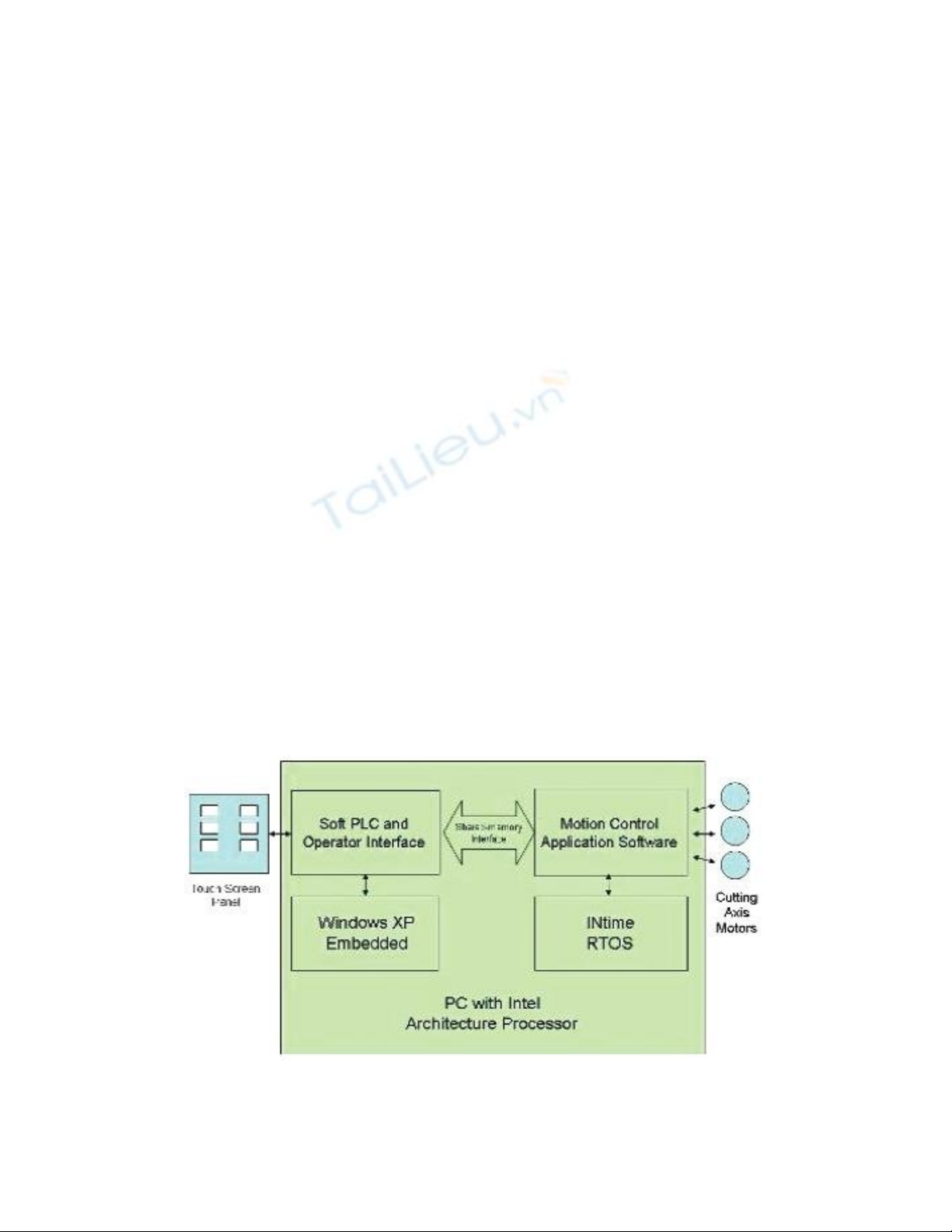
thực. Một giao diện bộ nhớ chia sẻ thường là Windows hoặc INtime máy ảo
hóa được sử dụng truyền các thông tin và dòng lệnh giữa phần mềm PLC và
phần mềm điều khiển chuyển động giới hạn thời gian chạy đồng thời trên
INtime RTOS (xem kiến trúc hệ thống).
Việc sử dụng bộ nhớ chia sẻ chỉ là một chi tiết bổ sung của hệ điều hành hỗ
trợ ảo hóa cung cấp bởi môi trường TenAsys INtime. INtime cũng điều
khiển các chức năng gián đoạn phần cững của các thiết bị vào ra để bảo đảm
làm giảm thời gian giới hạn của những trường hợp như ấn vào màn hình cảm
ứng điều khiển không bị gián đoạn các tác vụ thời gian thực như là điều
khiển động cơ cắt của CMC. Bởi vì bằng cách này phần mềm ảo hóa
TenAsys được cài đặt, Windows và phần mềm ứng dụng Windows chạy trên
hệ thống mà không cần điều chỉnh.
Kiến trúc phần mềm của Burny XL thể hiện cách mà cả Windows XP và
INtime RTOS từ TenAsys Corp được đưa vào trong một máy tính công
nghiệp. Một kiến trúc máy ảo được cài đặt bởi phần mềm TenAsys cho phép
cả hai hệ điều hành chạy độc lập với nhau.
Phụ thuộc vào chuyển động phần cứng đư
ợc sử dụng bởi hệ thống
CNC, hệ thống thời gian thực INtime lưu trữ một trong hai v
òng

lặp kiểm soát chuyển động. Nó có thể lưu trữ một vòng l
ặp 1 mili
giây cho các thiết bị tương tự thông thường hoặc hai vòng l
ặp 1
mili giây đi
ều khiển SERCOS (giao diện kiểm soát chuyển động số
cấp cao).
Lợi ích của môi trường ảo hóa
Sử dụng phương pháp tiếp cận ảo hóa ứng dụng INtime và Windows chạy
trong ba vòng bảo vệ (chế độ người dùng) trên bộ vi xử lý có kiến trúc Intel,
hơn là chạy trong vòng không (chế độ người giám sát), như chạy ứng dụng
trong nhiều hệ điều hành thời gian thực khác.
Lợi thế khác cho CMC sử dụng INtime RTOS là thực tế rằng các ứng dụng
thời gian thực được phát triển và gỡ rối trực tiếp từ bên trong môi trường
phát triển Microsoft Visual Studio, cũng giống như họ đã làm cho các ứng
dụng Windows. Sử dụng một môi trường phát triển đơn bao gồm công cụ gỡ
rối mã nguồn cho những phần thời gian thực và phi thời gian thực của một
hệ thống lớn làm giảm thời gian yêu cầu tới mã cổng từ một hệ thống cũ đến
INtime. Nó cũng giảm một cách đáng kể thời gian yêu cầu cho cả những
phần thời gian thực và phi thời gian thực của một thiết bị làm việc cùng với
nhau một cách trơn tru.
Bởi có hệ điều hành thời gian thực và liên kết chặt chẽ với Windows, CMC
có một lộ trình phát triển để thêm các tính năng mới trong tương lai của các
sản phẩm CNC. Hiện nay, Burny XL sử dụng một bộ vi xử lý Intel nhân đơn
nhưng công ty đang tìm kiếm để chuyển hệ thống của nó sang nền tảng đa
nhân. Điều này sẽ bổ sung thêm những cải tiến về hiệu năng bằng cách lấy
những lợi thế của TenAsys hỗ trợ cho việc chạy INtime RTOS và Windows
trên nhân xử lý riêng biệt.
![Ứng dụng máy tính nhúng trong công nghiệp: [Thêm từ mô tả/định tính để tăng CTR]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130701/lilinz/135x160/7511372680963.jpg)





![Chíp xử lý, điều khiển nhúng: Cấu trúc và Phân loại [A-Z]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130621/nhungmuadauyeu123/135x160/1631371801545.jpg)
![Chíp xử lý, điều khiển nhúng: [Thông tin chi tiết/ Kinh nghiệm chọn mua/ Ứng dụng mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2013/20130621/nhungmuadauyeu123/135x160/9761371800775.jpg)

















%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)