H ng d n s d ng ph n m m mô ph ng CNC: Swansoft CNC simulationướ ẫ ử ụ ầ ề ỏ
Ph n I: Máy phayầ
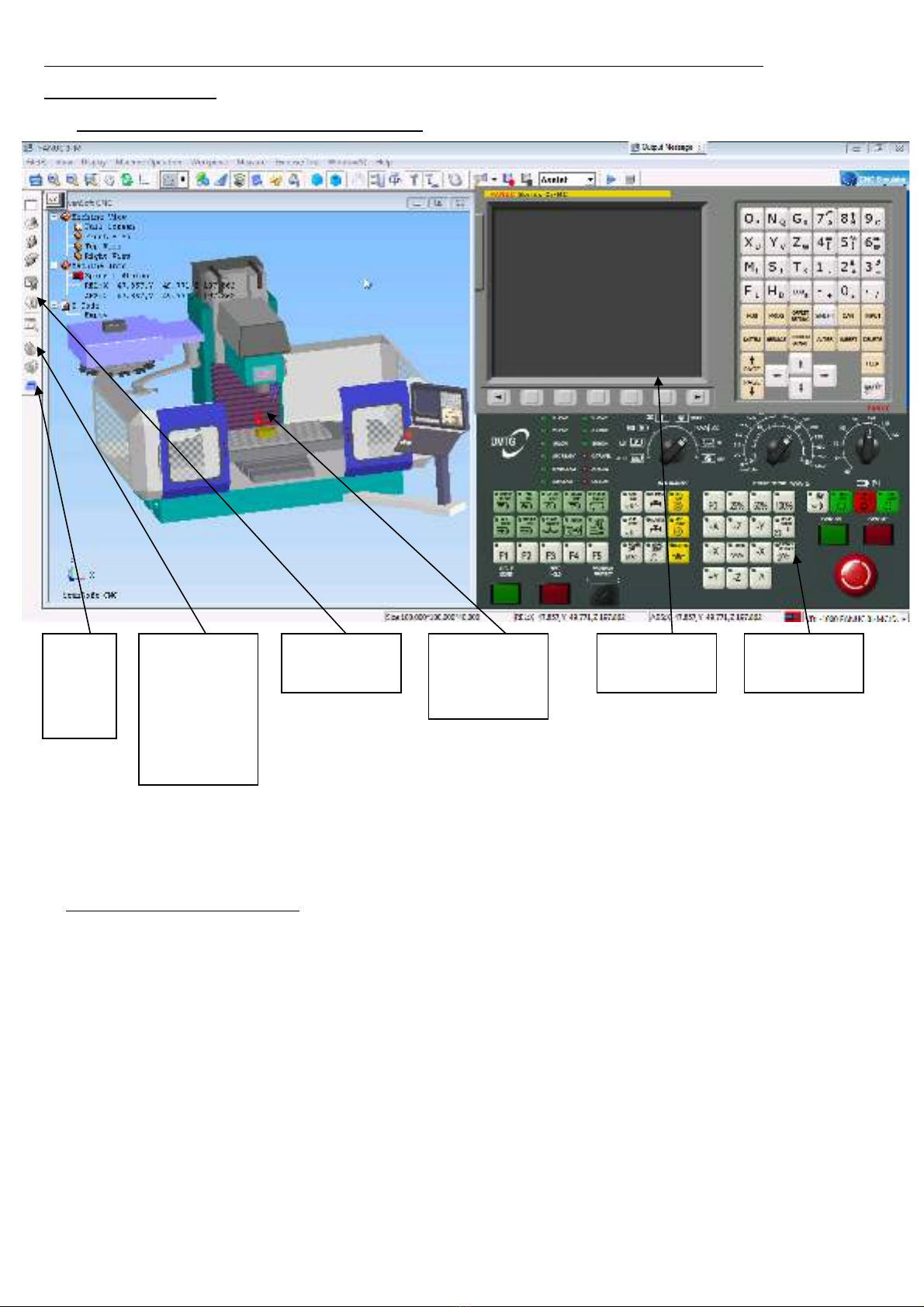
I) Máy Phay – VDL 1000 Fanuc 0i MC:
Tu n t th t th c hi n:ầ ự ứ ự ự ệ
1. B t nút công t c m máy (núm tròn đ to phía d i b ng đi u khi n 2).ậ ắ ở ỏ ướ ở ả ề ể
2. B t nút power on b ng đk 2 (phía trên nút m máy) đ m ngu n đi n.ậ ở ả ở ể ở ồ ệ
3. Xoay núm Mode selection (núm xoay bên trái trên b ng đk 2) v v trí REF đ đi uả ề ị ể ề
ch nh t a đ chu n c a máy, sau đó nh n nút Rapit và các nút X, Y, Z r i nh n nútỉ ọ ộ ẩ ủ ấ ồ ấ
Home start, lúc đó bàn máy và tr c dao s t đ ng ch y v v trí đi m chu n c a máy.ụ ẽ ự ộ ạ ề ị ể ẩ ủ
4. Ch n dao b ng cách n vào nút ch n dao.ọ ằ ấ ọ
5. Ch n đ gá(nên ch n eto), kích th c phôi, v trí phôi trên bàn máy, ch n đi m 0 g cọ ồ ọ ướ ị ọ ể ố
t a đ cho chi ti t (nên ch n sao cho h t a đ màu đ trùng góc trái trên bên ph i chiọ ộ ế ọ ệ ọ ộ ỏ ả
ti t).ế
Nút
đóng
c a ử
máy
Nút ch n ọ
g c t a đ ố ọ ộ
phôi, v trí ị
phôi,vòi làm
mát, d ng ạ
đ gá.ồ
Nút ch n ọ
dao
B ng đi u ả ề
khi n 1.ể
B ng đi u ả ề
khi n 2.ể
Bi u t ng ể ượ
đi m không ể
c a chi ti tủ ế
6. Sau khi gá chi ti t, ch n dao, g c t a đ 0 cho chi ti t, đóng c a máy l i (b ng cách nế ọ ố ọ ộ ế ử ạ ằ ấ
nút đóng c a máy).ử
7. Xoay núm Mode selection (núm xoay bên trái trên b ng đk 2) v v trí edit đ hi uả ề ị ể ệ
ch nh các thông s .ỉ ố
8. Ti p theo ch n nút offset seting ( b ng đk 1) đ ch n ch đ bù chi u dài dao vàế ọ ở ả ể ọ ế ộ ề
đ ng kính dao.ườ
9. Ch n nút Prog b ng đk 1 đ ch n ch ng trình gia công ( có th lôi ch ng trình đãọ ở ả ể ọ ươ ể ươ
l p trình có s n b ng mastercam ch ng h n).ậ ẵ ằ ẳ ạ
10.Ti p theo ch n nút offset seting ( b ng đk 1) đ ch n đi m 0 cho ch ng trình (nênế ọ ở ả ể ọ ể ươ
ch n trùng v i đi m 0 c a máy).ọ ớ ể ủ
11. Sau khi đã hi u ch nh xong, xoay núm Mode selection trên b ng đk 2 v v trí autoệ ỉ ả ề ị
(ch y t đ ng) r i n nút cycle start, máy s ch y ch ng trình t đ ng; Ho c xoayạ ự ộ ồ ấ ẽ ạ ươ ự ộ ặ
núm xoay trên b ng đk 2 v v trí MDI (đi u khi n ch y t ng l nh b ng tay) r i n nútả ề ị ề ể ạ ừ ệ ằ ồ ấ
cycle start, máy s ch y t ng dòng l nh m t.ẽ ạ ừ ệ ộ
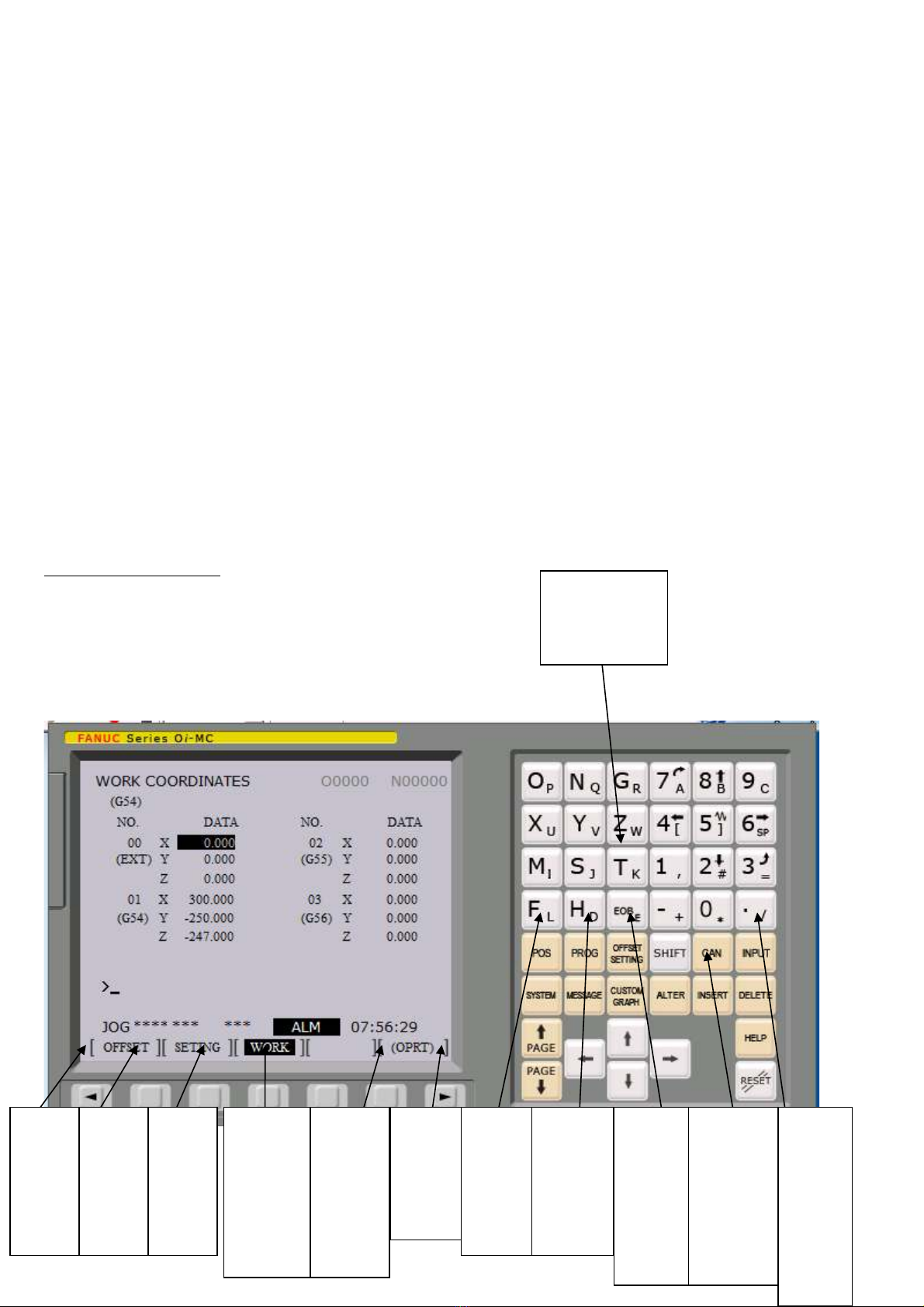
B ng đi u khi n 1:ả ề ể
Nút
hi u ệ
ch nh ỉ
kích
th c ướ
dao
Nút
hi n ệ
th ị
thông
s cài ố
đ tặ
Nút hi u ệ
ch nh ỉ
đi m 0 ể
cho
ch ng ươ
trình
Nút
chuy n ể
qua
menu
sau
Nút
t i ờ
qua
menu
sau
Nút
t i l i ờ ạ
b ng ả
menu
tr c ướ
đó
Nút
hi n ể
th ị
các
t a ọ
độ
Nút
ch n ọ
ch ng ươ
trình
gia
công
Nút
ch n ọ
hi u ệ
ch nh ỉ
kích
th c ướ
dao
Nút chèn
khi hi u ệ
ch nh ỉ
ch ng ươ
trình gia
công
Nút
chèn
khi
hi u ệ
ch nh ỉ
kích
th c ướ
dao
Nút ch m ấ
ph y ng t ẩ ắ
dòng l nhệ
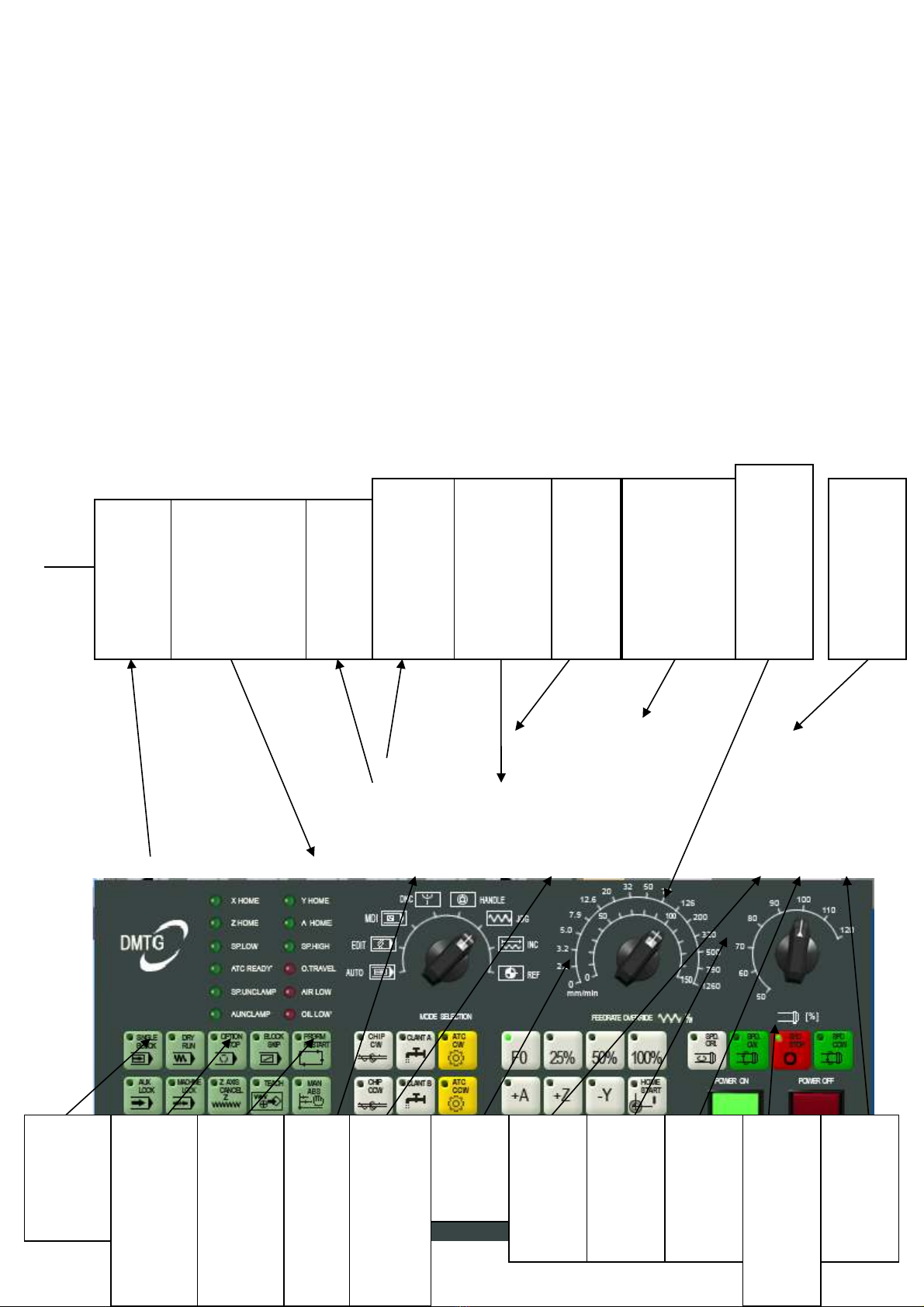
B ng đi u khi n ả ề ể 2:
Nút
ch y ạ
ch ng ươ
trình gia
công
Nút
d ng ừ
ch.tr gia
công,
tr c ụ
chính
v n ẫ
quay
Nút b o ả
v ch.tr, ệ
đ hi u ể ệ
ch nh ỉ
ch.tr
ph i đ ả ể
núm 1ở
Nút
b o ả
b t ậ
t t ắ
dung
d ch ị
làm
mát
Nút
đi u ề
ch nh ỉ
%mm
khi d ch ị
chuy n ể
bàn
máy
Nút
ch đ ế ộ
ch y ạ
nhanh
Nút
tr c ụ
chính
quay
ph iả
Nút
kh i ở
đ ng ộ
ngu n ồ
đi nệ
Nút
d ng ừ
tr c ụ
chính
Nút b t ậ
máy và
d ng ừ
máy
kh n ẩ
c pấ
Nút
tr c ụ
chính
quay
trái
Nút
đi u ề
ch nh ỉ
t c đ ố ộ
quay
tr c ụ
chính
Nút đi u ề
ch nh l ng ỉ ượ
ti n dao, ế
b ng 0 dao ằ
đ ng yên , ứ
tr c v n ụ ẫ
quay
Ch đ ế ộ
đi u ề
ch nh các ỉ
tr c v ụ ề
đi m ể
chu nẩ
Nút đi u d ng ề ừ
ch ng trình ươ
kh n c p, tr c ẩ ấ ụ
dao đ ng yên ứ
và ng ng quayừ
Nút
đ a ư
các
tr c v ụ ề
đi m ể
chu n ẩ
c a ủ
máy
Ch ế
đ ộ
ch y ạ
t ự
đ ngộ
Ch đ ế ộ
hi u ệ
ch nh ỉ
ch ng ươ
trình
Nút
đi u ề
ch nh ỉ
v trí ị
bàn
máy
Ch ế
đ ộ
ch y ạ
t ng ừ
dòng
l nhệ

1. Chúng ta nên nh r ng, đ hi u ch nh các thông s , lôi ch ng trình gia công thì ph iớ ằ ể ệ ỉ ố ươ ả
xoay núm xoay Mode Selection v v trí Edit.ề ị
2. Sau khi ch n đi m 0 c a máy trùng góc trái trên bên ph i c a chi ti t, h t a đ cóọ ể ủ ả ủ ế ệ ọ ộ
bi u t ng màu đ s trùng v i đi m trái trên bên ph i c a phôi.ể ượ ỏ ẽ ớ ể ả ủ
3. Khi chúng ta nh p ch ng trình l p trình vào thì s su t hi n thêm đi m 0 c aậ ươ ậ ẽ ấ ệ ể ủ
ch ng trình, lúc này chúng ta vào nút Offset seting đ hi u ch nh đi m 0 c a ch ngươ ể ệ ỉ ể ủ ươ
trình( nên ch n trùng đi m 0 c a chi ti t).ọ ể ủ ế
4. Các câu l nh t G54 – G59 dùng đ chuy n h tr c t a đ .ệ ừ ể ể ệ ụ ọ ộ
5. Trong ch ng trình, L nh F luôn có hi u cho đ n khi m t l nh F ti p theeo đc g i ra.ươ ệ ệ ế ộ ệ ế ọ
Giá tr ch y dao ch đ nh sau đ a ch F s đ t đúng giá tr c a nó khi nút OVERRIDEị ạ ỉ ị ị ỉ ẽ ạ ị ủ
trên b ng đk v trí 100%ả ở ị
Cách s d ng các nút:ử ụ
1. Cách đi u ch nh đi m 0 c a chi ti t:ề ỉ ể ủ ế
Sau khi gá đ t chi ti t xong, ta ch n núm cài đ t t a đ phôi(n m thanh d c bên tráiặ ế ọ ặ ọ ộ ằ ở ọ
c a màn hình), ch n stoc size location r i hi u ch nh g c t a đ hình màu đ trên mànủ ọ ồ ệ ỉ ố ọ ộ ỏ
hình v góc trái trên bên ph i c a chi ti t, lúc này ta có đi m 0 c a chi ti t.ề ả ủ ế ể ủ ế
2. Cách đi u ch nh đi m 0 c a ch ng trình trùng đi m 0 c a chi ti t:ề ỉ ể ủ ươ ể ủ ế
Sau khi ch n xong ch ng trình gia công, đ núm xoay Mode selection trên b ng đk 2 ọ ươ ể ả ở
ch đ Edit, sau đó ch n nút offset seting b ng ddk1, ch n nút màu tr ng n m ngayế ộ ọ ở ả ọ ắ ằ
phía d i ch Work r i n các phím mũi tên đ di chuy n con tr v v trí X,Y, Z đướ ữ ồ ấ ể ể ỏ ề ị ể
đi u chình.ề
3. Cách hi u ch nh chi u dài dao:ệ ỉ ề
Thông th ng đi m chu n c a ch ng trình th ng tính t đài gá dao, vì v y khi g nườ ể ẩ ủ ươ ưở ừ ậ ắ
dao vào ta ph i nù chi u dài dao, v i các dao khác nhau có chi u dài khác nhau ta ph iả ề ớ ề ả
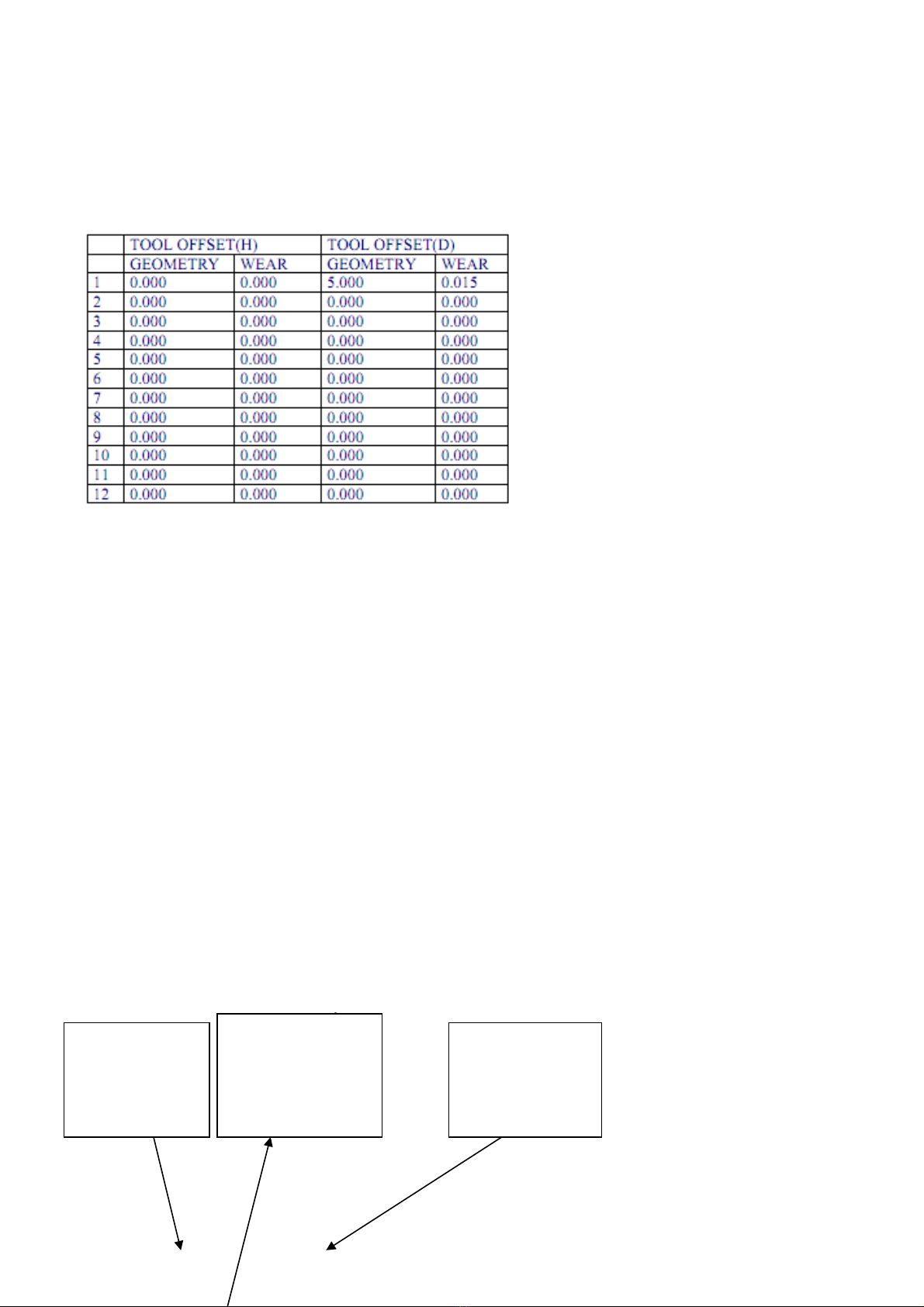
nh p các v trí bù chi u dài khác nhau. Vào Offet seting b ng đk 1, chon nút tr ng phíaậ ị ề ở ả ắ
d i ch Offset r i ch n kích th c bù dao các v trí khác nhau. Geo(H) là bù chi uướ ữ ồ ọ ướ ở ị ề
dài, Geo(D) là bù bán kính dao, Wear(H) là bù dung sai chi u dài dao, Wear(D) là bù dungề
sai bán kính dao.
Ví dụ :
T1 M06 ;
G90 G00 G54 X150.0 Y120.0;
G43 Z30.0 H1 S440 T2;
M03;
Z-5.0;
G42 X120.0 Y40.0 D1; ............ Bù bán kính bên ph i (D1) và bù chi u dài dao (H1), sả ề ử
d ng l ng bù đ t trí 1 trên màn hình TOOLOFSET. Trong ví d này, t ng l ng bùụ ượ ặ ở ụ ổ ưọ
bán kính: 5.000 + 0.015 = 5.015 mm.
G43 Z_ H_;
G49;
G43......................... G i ch c năng bù chi u dài dao. ọ ứ ề
G49......................... H y ch c năng bù chi u dài daoủ ứ ề
H............................. Ch ra s Offset s d ngỉ ố ử ụ
4. Tìm hi u v các t a đ hi n th trên màn hìnhể ề ọ ộ ể ị :
Khi ta n nút Pos trên b ng đk 1, s hi n ra màn hình nh sauấ ả ẽ ệ ư :
T a đ t ng ọ ộ ươ
đ i c a đài dao ố ủ
so v i đi m 0 ớ ể
c a máyủ
T a đ tuy t đ i ọ ộ ệ ố
c a đài dao khi di ủ
chuy n so v i v trí ể ớ ị
đi m chu n c a ể ẩ ủ
máy lúc đ uầ
T a đ tuy t đ i ọ ộ ệ ố
c a đài dao so ủ
v i đi m 0 c a ớ ể ủ
chi ti tế




















![Sổ tay Excel: Hướng dẫn sử dụng và mẹo hay [Năm hiện tại]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260520/vispacex_27/135x160/2851779253490.jpg)





%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)