Tuyển tập Báo cáo “Hội nghị Sinh viên Nghiên cứu Khoa học” lần thứ 6 Đại học Đà Nẵng - 2008
29
NGHIÊN CỨU THIẾT KẾ, CHẾ TẠO MÁY DÁN NẮP LY
TỰ ĐỘNG ĐIỀU KHIỂN BẰNG PLC
RESEARCHING TO DESIGN AN AUTOMATIC COVER-PASTING MACHINE
CONTROLLED BY PLC.
SVTH: ĐỖ QUANG HẢO - DƢƠNG NGỌC KIÊN
TRẦN NGỌC KHÁNH
Lớp: 06C1LT, Khoa Cơ khí, Trường Đại học Bách khoa.
GVHG: PGS.TS TRẦN XUÂN TÙY
Trường Đại học Bách khoa.
TÓM TẮT
Báo cáo này trình bày một số kết quả của nội dung thiết kế, chế tạo mô hình máy dán nắp ly
tự động điều khiển bằng PLC. Trong đó giới thiệu các tính toán cơ bản của cơ cấu phân độ,
nguyên lý, chu trình hoạt động và chương trình điều khiển của máy. Đề tài đã thể hiện sự
tương thích giữa cơ cấu chấp hành, các phần tử điện – khí nén, các cơ cấu cơ khí và bộ điều
khiển PLC nên chất lượng của máy có thể áp dụng đưa vào thực tiễn sản xuất.
SUMMARY
This document is about the way how to make an automatic cover-pasting machine controlled
by PLC. The basic formula of level-controlling system, the principle, as well as the cycle of the
operation and the controlling programme of the machine will be presented, The machine has
the compatibility among operating parts, electronic-compressed air particulars, mechanical
parts and the PLC so it is qualified and it is easily manufactured.
1. MỞ ĐẦU:
Ở nƣớc ta hiện nay, dây chuyền thiết bị chế biến thực phẩm có mức độ tự động hóa
cao, phần lớn đƣợc nhập ngoại, giá thành cao. Vì vậy, việc nghiên cứu thiết kế, chế tạo các
thiết bị tự động phục vụ cho chế biến thực phẩm là hết sức cần thiết.
Trong công nghệ sản xuất các sản phẩm thực phẩm đóng ly thì máy cấp liệu, dán ly là
một trong những máy phức tạp, có yêu cầu chính xác và tự động hóa cao. Việc thiết kế, chế
tạo thành công máy này sẽ là đóng góp thiết thực cho thực tiễn.
2. NỘI DUNG:
Từ công nghệ sản xuất, việc thiết kế nguyên lý của máy đƣợc thực hiện nhờ sự phối
hợp tốt các lĩnh vực nhƣ hệ thống truyền động cơ khí, truyền động khí nén, truyền động điện,
cơ cấu phân độ và kỹ thuật điều khiển PLC.
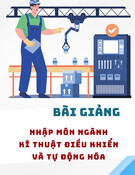
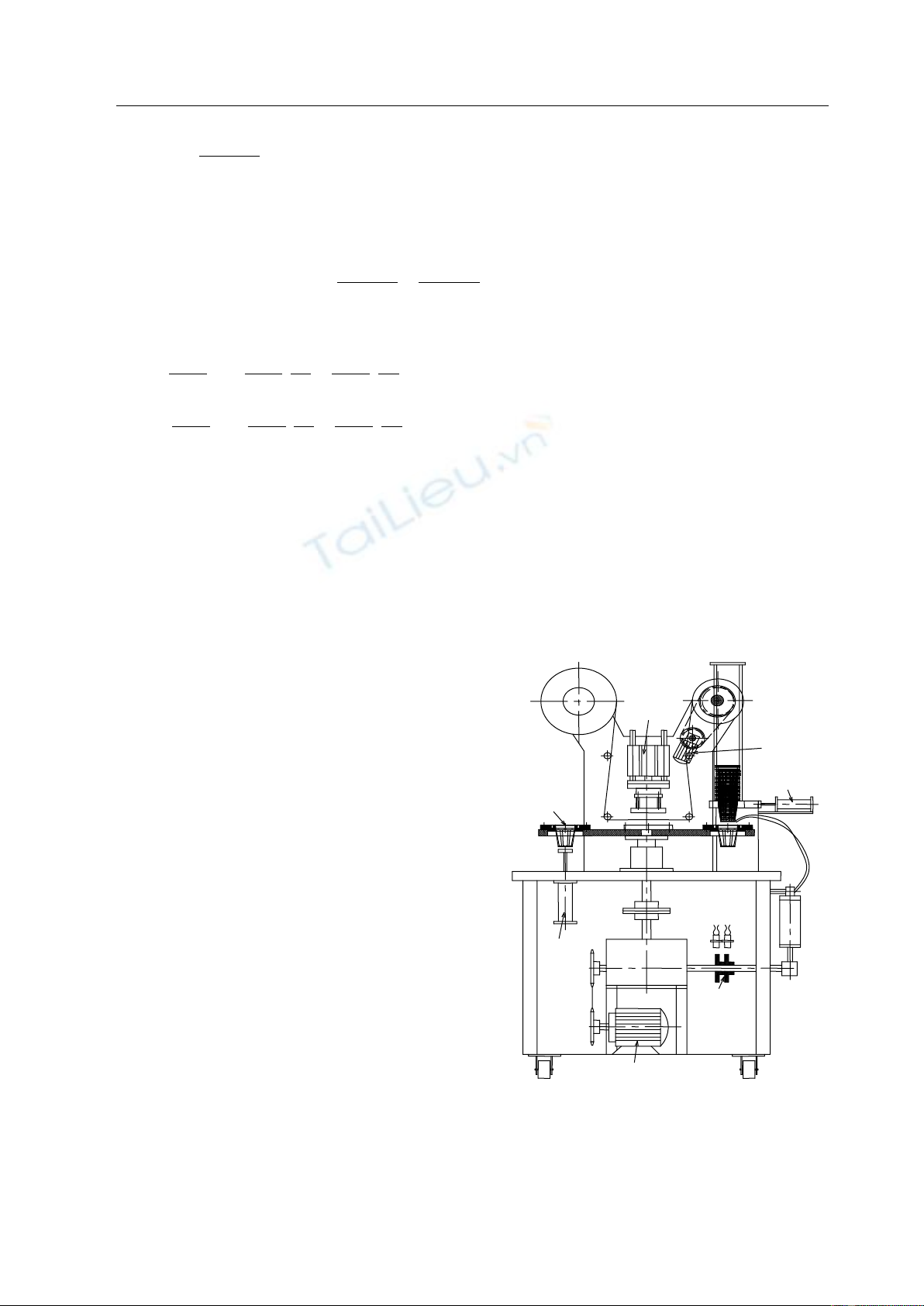
Nguyên lý của máy đƣợc thể hiện ở hình 1 và hình 4, bao gồm các bộ phận chính sau:
Mâm gá ly và phân độ, cụm xy lanh cấp liệu và cấp ly, hệ thống dán nắp ly, hệ thống điều
khiển và hệ truyền động cơ khí. Khi khởi động, chuyển động đƣợc truyền từ động cơ chính
đến hộp giảm tốc và cơ cấu Mal. Cơ cấu Mal làm nhiệm vụ phân độ cho mâm gá ly, thời gian
dừng gián đoạn của mâm là thời gian cấp ly, nạp liệu và dán nắp, các công đoạn này đƣợc bố
trí ở 3 vị trí khác nhau. Dƣới tác dụng của lực ép từ đầu piston khí nén của ngàm dán và nhiệt
cung cấp, keo có sẵn trên giấy dán chảy ra và sẽ làm kín nắp ly.
Các công đoạn từ cấp ly, cấp liệu, đƣa ly tới vị trí dán, dán nắp và đẩy ly vào thùng
chứa đều đƣợc thực hiện hoàn toàn tự động dƣới sự điều khiển của PLC.
Tuyển tập Báo cáo “Hội nghị Sinh viên Nghiên cứu Khoa học” lần thứ 6 Đại học Đà Nẵng - 2008
30
2.1. Các phần tử của máy:
Bộ phận chấp hành gồm: Mâm xoay mang ly và cụm mal, cụm đầu dán nắp ly bằng
nhiệt, cụm cấp giấy, cụm bơm liệu. Hệ thống truyền động khí nén gồm: Xy lanh mang đầu dán
nắp ly, xy lanh cấp ly, xy lanh đẩy ly, van solenoid 5/2 và van tiết lƣu. Bộ điều khiển là loại
PLC S7 – 200.
2.2. Thiết kế tính toán một số cơ cấu chính của máy:
Cơ cấu Mal:
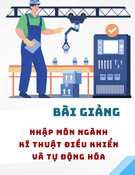
Cơ cấu Mal (hình 2) gồm có đĩa lệch tâm (1) luôn quay với vận tốc không đổi và đĩa
Mal (2) có các rãnh hƣớng kính phân bố đều, quay gián đoạn. Khi chốt lệch tâm (3) sẽ ăn khớp
vào các rãnh và truyền chuyển động cho đĩa Mal. Khi chốt lệch tâm ra khỏi rãnh thì đĩa Mal
ngừng lại. Quá trình quay của đĩa Mal sẽ theo từng chu kỳ. Để chốt vào hoặc ra khỏi các rãnh
đƣợc êm thì góc đƣợc tạo thành bởi đƣờng tâm của rãnh và đƣờng tâm của thanh truyền cần
phải bằng 900.
Theo [1], góc quay của chốt lệch tâm trong hành trình làm việc là:
2
2
22
với
z
2
2
, chọn z = 4
(1)
4. L« giÊy
3. §Çu d¸n
2. M©m ph©n ®é
5. Motor kÐo giÊy
6. Bé phËn cÊp ly
7. Xylanh cÊp ly
6
5
7
1
2
3
4
1. KHUNG M¸Y(LẮP BỘ ĐIỀU KHIỂN)
Hình 1: Mô phỏng hình dáng của máy.
Mal
Hình 2: Sơ đồ nguyên lý cơ cấu Mal
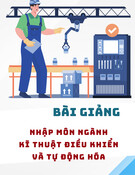
Hình 3: Ảnh chụp cụm Mal đã được chế tạo
const
Tuyển tập Báo cáo “Hội nghị Sinh viên Nghiên cứu Khoa học” lần thứ 6 Đại học Đà Nẵng - 2008
31
0
90
4
24
2
Trong đó : z - số rãnh của đĩa Mal.
2β - góc tâm của 2 rãnh kế tiếp.
Góc quay của chốt lệch tâm trong hành trình chạy không là:
0
2702
22
2222
z
z
z
z
(2)
Với nr = 22vòng/phút thì:
68,0
22
30
.
2.2
2430
.
2
2
.
2
2
1
r
nz
z
T
z
z
t
s (3)
04,2
22
30
.
2.2
2430
.
2
2
.
2
2
r
dnz
z
T
z
z
t
s (4)
Trong đó: t1 - thời gian làm việc của đĩa Mal ( khi chốt quay 2α).
tđ - thời gian đĩa Mal đứng yên ( khi chốt quay 2γ).
Các thông số của hệ thống gia nhiệt:
Ở đây ta xem nhƣ truyền nhiệt qua cụm ngàm dán là vách phẳng. Nguồn nhiệt đƣợc
cung cấp bằng dây Mayso đƣợc chế tạo từ dây hợp kim Niken – Crôm có : d = 2 mm, l = 10 m,
= 1,1
mmm /
2
,
= 17,5 W/m.K.
Vật liệu ngàm dán đƣợc chế tạo từ đồng thau có hệ số dẫn nhiệt :
= 117 W/m.K, hệ
số toả nhiệt :
K. W/m26 2
, chiều dày
= 15 mm, diện tích S = 0.02 x 0,03 = 0.06
2
m
Dòng điện qua dây điện trở có cƣờng độ I = 15 A, U = 220 V.
Yêu cầu đặt ra là phải đảm bảo ngàm dán
có nhiệt độ
C
0
80
để có thể làm chảy keo và dán
giấy lên nắp ly.
Chu trình làm việc của máy:
Khi ấn nút Start, motor chính quay, cam
quay gạt công tắc C1, van đảo chiều 5/2 đổi vị trí,
các piston tiến tới thực hiện viêc cấp ly, gián ly và
đẩy ly. Đồng thời, bộ định giờ 1 hoạt động và sau
thời gian t đã đƣợc cài đặt trƣớc, van đảo chiều
5/2 trở về vị trí cũ, piston lùi về. Khi cam gạt công
tắc C2, motor kéo giấy quay. Đồng thời, bộ định
giờ 2 hoạt động và sau thời gian t thì motor kéo
giấy dừng. Cứ mỗi một vòng quay của Motor
chính thì máy thực hiện một chu trình dán nắp ly.
Muốn dừng máy ta chỉ việc ấn nút Stop.
Việc bố trí các phần tử của máy đƣợc thể
hiện ở hình 4.
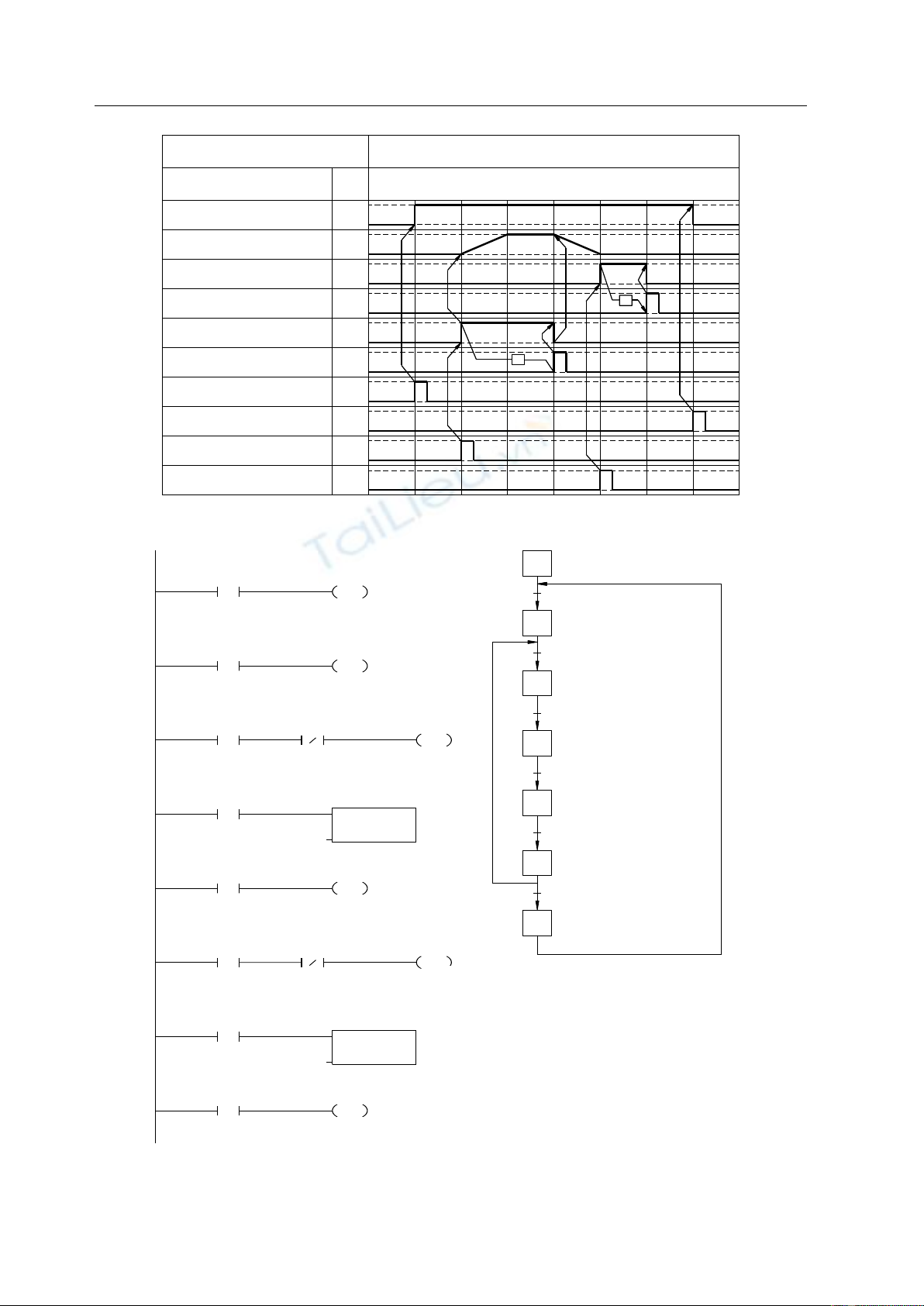
Biểu đồ trạng thái, sơ đồ Grafset và
chƣơng trình điều khiển đƣợc thể hiện ở hình 5,
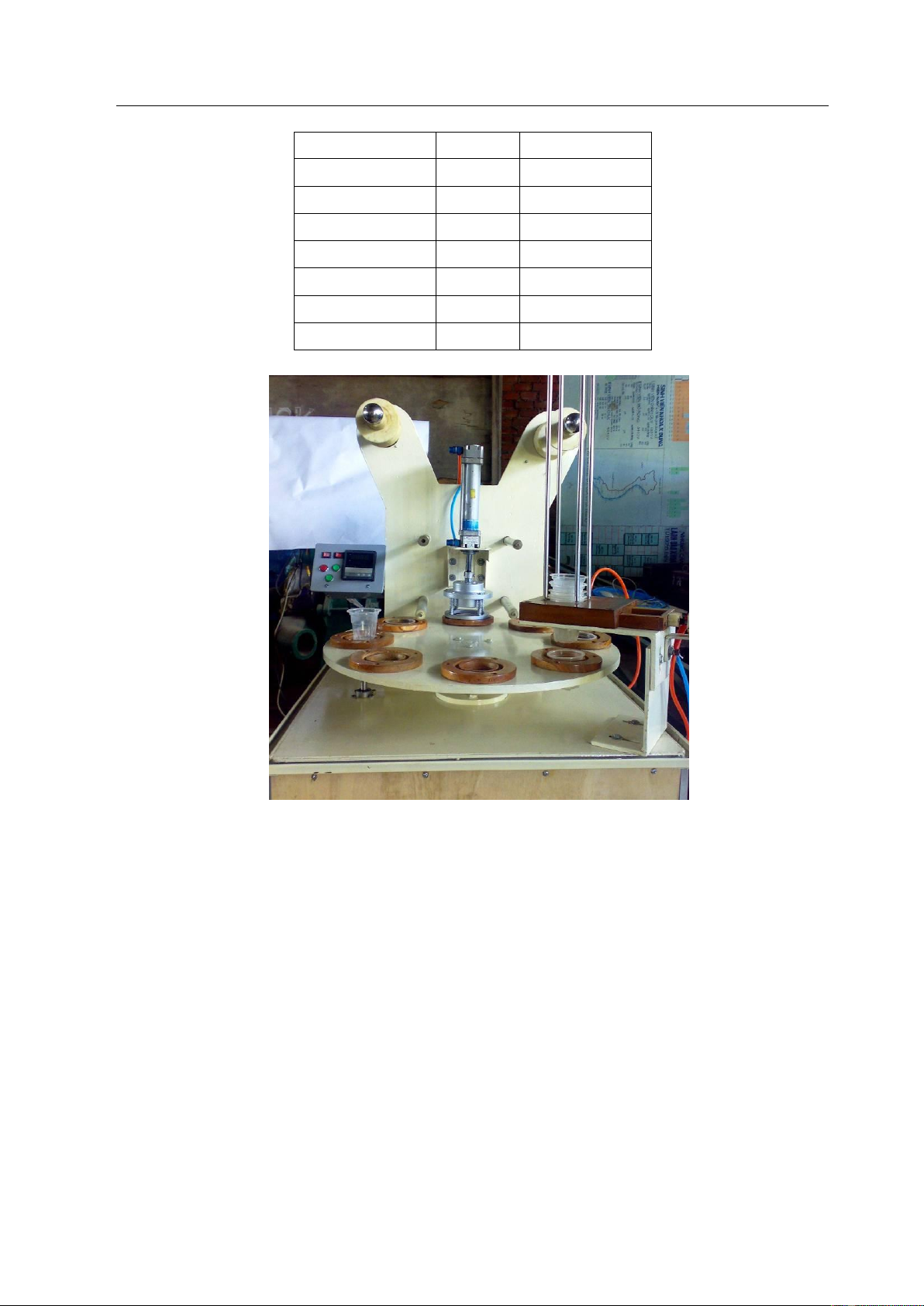
hình 6, hình 7 và hình 8. Hình 9 là ảnh chụp của
máy khi đã chế tạo hoàn chỉnh.
Xilanh cÊp ly
Xilanh
DÁN ly
Xilanh
cÊp ly
MOTOR CHÝNH
MOTOR KÐO GIÊY
2 C¤NG T¾C
HµNH TR×NH
CAM g¹t
LY DÁN
Hình 4: Sơ đồ bố trí các phần tử
Tuyển tập Báo cáo “Hội nghị Sinh viên Nghiên cứu Khoa học” lần thứ 6 Đại học Đà Nẵng - 2008
32
0
C¸c buíc phèi hîp
VÞ trÝ
C¸c phÇn tö
Motor quay chÝnh
Xilanh t¸c dông hai chiÒu
Tªn gäi
Motor kÐo giÊy
Nót Ên START
Nót Ên STOP
C«ng t¾c C1
PhÇn tö thêi gian
PhÇn tö thêi gian
C«ng t¾c C20
1
1
0
1
0
0
1
0
1
0
1
0
1
0
1
-
+
1 2 3 4 567
t
t
1
0
Van ®¶o chiÒu 5/2
Hình 5: Biểu đồ trạng thái của các phần tử
3. Chương trình PLC:
I0.0 Q0.0
S
Network 1 Motor chÝnh quay
Network 2 Motor chÝnh dõng
I0.1
1
1
R
Q0.0
I0.2
Network 3 Van Solenoid bËt
Q0.1
s
1
I0.3
Q0.1
Network 4 Bé ®Õm 1.5s
T37
IN TON
PT 100ms
15
Q0.1
R
1
T37
Network 5 Van Solenoid t¾t
I0.2
1
s
Q0.2
Network 6 Motor kÐo giÊy quay
I0.3
10 100ms
PT
TON
IN
T101
Network 7 bé ®Õm 1s
Q0.2
Network 8 Motor kÐo giÊy dõng
T101
1
R
Q0.2
0
1
2
3
4
5
6
START
Motor chÝnh quay
C1
T/1.5s
STOP
T/1s
Xilanh tiÕn
Xilanh lïi
C2
Motor kÐo giÊy quay
Motor kÐo giÊy dõng
Motor chÝnh dõng
Hình 6: Sơ đồ Grafset
Hình 7: Sơ đồ chương trình PLC
Tuyển tập Báo cáo “Hội nghị Sinh viên Nghiên cứu Khoa học” lần thứ 6 Đại học Đà Nẵng - 2008
33
Symbol
Address
Comment
START
I0.0
Nút ấn START
STOP
I0.1
Nút ấn STOP
SWITCH_C1
I0.2
Công tắc C1
SWITCH_C2
I0.3
Công tắc C2
MOTOR_MAIN
Q0.0
Motor chính
SOLENOID
Q0.1
Van solenoid
MOTOR_PAPER
Q0.2
Motor kéo giấy
Hình 8: Bảng địa chỉ chương trình PLC
Hình 9: Ảnh máy dán nắp ly đã được chế tạo
4. KẾT LUẬN:
Kết quả của đề tài là đã thiết kế và chế tạo thành công máy dán nắp ly tự động. Máy đã
hoạt động đúng chu trình, có độ chính xác cao, giá thành rẻ.
Máy đƣợc thiết kế có thể sử dụng tốt cho sản xuất. Kết quả này góp phần phát triển
khả năng chế tạo các thiết bị tự động cho ngành thực phẩm ở Việt Nam.
TÀI LIỆU THAM KHẢO
[1] Nguyễn Trọng Hiệp (1999), Chi tiết máy tập 1+2, Nhà xuất bản giáo dục, Hải Dƣơng.
[2] Nguyễn Ngọc Phƣơng (1999), Hệ thống điều khiển bằng khí nén, Nhà xuất bản giáo dục,
Hà Nội.
[3] Trung tâm đào tạo tự động hóa SIEMENS (2007), Lập trình PLC S7-200 cơ bản, Đà
Nẵng.





![Kỹ thuật tua bin hơi: Tiêu chuẩn kỹ năng nghề [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2016/20160611/tangtuy15/135x160/151465607372.jpg)
![Điều khiển tự động: Hộp số tự động tốt nhất [2024]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20111123/gauhaman123/135x160/khung_gam_26__0609.jpg)


![Túi khí an toàn (airbag): Những điều nên biết [Cập nhật 2024]](https://cdn.tailieu.vn/images/document/thumbnail/2011/20111122/gauhaman123/135x160/oto_co_ban_44__0147.jpg)


![Trắc nghiệm Điều khiển tự động [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250924/kimphuong1001/135x160/96131758686268.jpg)