Câu Câu h iỏCâu tr l iả ờ Đáp án
1
Các ph ng pháp gia côngươ
đ c bi t là:ặ ệ
A. S d ng d ng c c t đ tách phoi kim l ai ra kh i bử ụ ụ ụ ắ ể ọ ỏ ề
m t gia công;ặ
B. S d ng năng l ng c , hóa, nhi t, đi n đ tách phoiử ụ ượ ơ ệ ệ ể
kim l ai ra kh i b m t gia công;ọ ỏ ề ặ
C. S d ng năng l ng c , đi n đ tách phoi kim l ai raử ụ ượ ơ ệ ể ọ
kh i b m t gia công;ỏ ề ặ
D. S d ng năng l ng c h c do va đ p đ tách phoiử ụ ượ ơ ọ ậ ể
kim l ai ra kh i b m t gia công;ọ ỏ ề ặ
B
2u đi m c a các ph ngƯ ể ủ ươ
pháp gia công đ c bi t là:ặ ệ
A. Có th gia công đ c các lo i v t li u có đ b n, để ượ ạ ậ ệ ộ ề ộ
c ng cao;ứ
B. Có th gia công đ c các chi ti t máy t lo i v t li uể ượ ế ừ ạ ậ ệ
có đ b n, đ c ng cao, cho năng su t cao và ch tộ ề ộ ứ ấ ấ
l ng b m t t t; ượ ề ặ ố
C. Có th gia công đ c các chi ti t máy có hình d ngể ượ ế ạ
ph c t p t lo i v t li u có đ b n, đ c ng cao màứ ạ ừ ạ ậ ệ ộ ề ộ ứ
không có ng su t d xu t hi n trên b m t chi ti t;ứ ấ ư ấ ệ ề ặ ế
D. Có th thay th đ c các ph ng pháp gia công truy nể ế ượ ươ ề
th ng đ gia công các chi ti t máy t lo i v t li uố ể ế ừ ạ ậ ệ
thông th ng đ n các lo i v t li u có đ b n, đườ ế ạ ậ ệ ộ ề ộ
c ng cao, cho năng su t cao và ch t l ng b m t t t;ứ ấ ấ ượ ề ặ ố
C
3
Các ph ng pháp gia công cươ ơ
đ c bi t bao g m:ặ ệ ồ
A. Gia công b ng tia n c và tia n c có h t mài;ằ ướ ướ ạ
B. Gia công b ng tia n c, tia n c có h t mài và giaằ ướ ướ ạ
công b ng siêu âm;ằ
C. Gia công b ng siêu âm, b ng tia n c, tia n c có h tằ ằ ướ ướ ạ
mài và dòng h t mài;ạ
D. Gia công b ng đá mài, b ng tia n c và tia n c cóằ ằ ướ ướ
h t mài;ạ
C
4
Các ph ng pháp gia côngươ
đi n hóa bao g m:ệ ồ
A. Gia công mài đi n hóa, làm s ch ba via b ng đi n hóa;ệ ạ ằ ệ
B. Gia công đi n hóa và hóa h c; ệ ọ
C. Gia công mài đi n hóa, làm s ch ba via b ng đi n hóa,ệ ạ ằ ệ
và gia công đi n hóa;ệ
D. C ba đáp án đ u đúng;ả ề
C
5
Các ph ng pháp gia công cươ ơ
đ c bi t có th đ t đ chínhặ ệ ể ạ ộ
xác:
A. T 0,025 đ n 0,16 mmừ ế
B. T 0,4 đ n 1,0 mmừ ế
C. T 0,15 đ n 2,0 mmừ ế
D. T 1,0 đ n 1,5 mmừ ế
A
6
Các ph ng pháp gia côngươ
đi n hóa có th đ t đ chínhệ ể ạ ộ
xác:
A. T 0,4 đ n 1,0 mmừ ế
B. T 0,15 đ n 2,0 mmừ ế
C. T 1,0 đ n 1,5 mmừ ế
D. T 0,025 đ n 0,16 mmừ ế
D
7
Các ph ng pháp gia côngươ
nhi t có th đ t đ chínhệ ể ạ ộ
xác:
A. T 0,4 đ n 1,0 mmừ ế
B. T 0,15 đ n 2,0 mmừ ế
C. T 0,0025 đ n 0,005 mmừ ế
D. T 1,0 đ n 1,5 mmừ ế
C
8
Các ph ng pháp gia côngươ
hóa h c có th đ t đ chínhọ ể ạ ộ
xác:
A. T 0,025 đ n 0,15 mmừ ế
B. T 0,15 đ n 2,0 mmừ ế
C. T 0,0025 đ n 0,005 mmừ ế
D. T 1,0 đ n 1,5 mmừ ế
A
9Các ph ng pháp gia côngươ
nhi t bao g mệ ồ
A. Gia công b ng chùm tia đi n t ;ằ ệ ử
B. Gia công b ng chùm tia đi n t , chùm tia laser vàằ ệ ử
plazma và tia l a đi n;ử ệ
C. Gia công b ng chùm tia đi n t ; chùm tia laser vàằ ệ ử
plazma;
D. Gia công b ng chùm tia đi n t , chùm tia laser plazma,ằ ệ ử
tia l a đi n và đi n c c dây;ử ệ ệ ự
B
10
Đ nhám b m t sau khi giaộ ề ặ
công b ng các ph ng phápằ ươ
gia công đ c bi t ph thu cặ ệ ụ ộ
vào:
A. Năng suát gia công;
B. T c đ gia công;ố ộ
C. V t li u gia công và t c đ gia công; ậ ệ ố ộ
D. Đ c ng c a v t li gia công;ộ ứ ủ ậ ệ
C
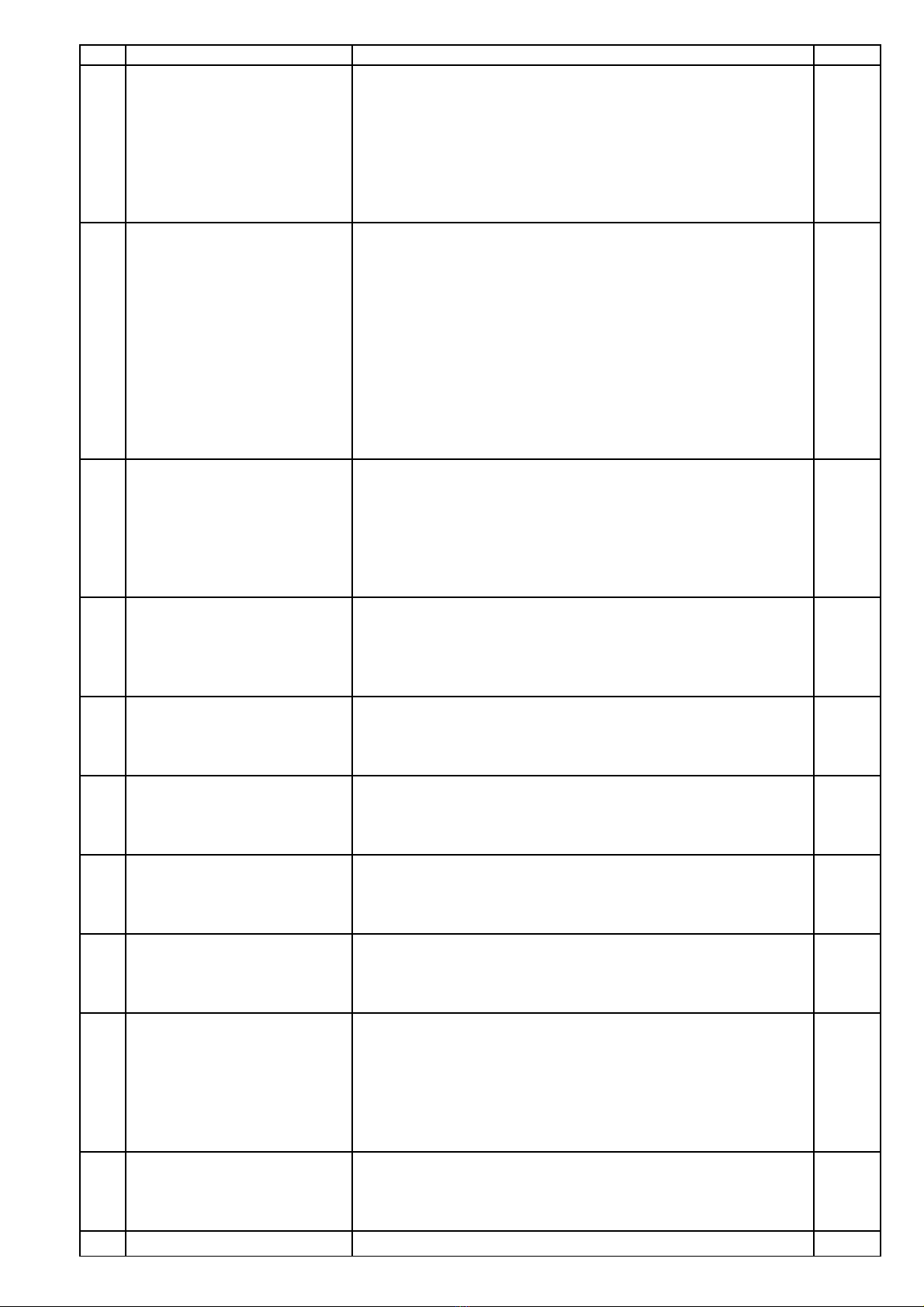
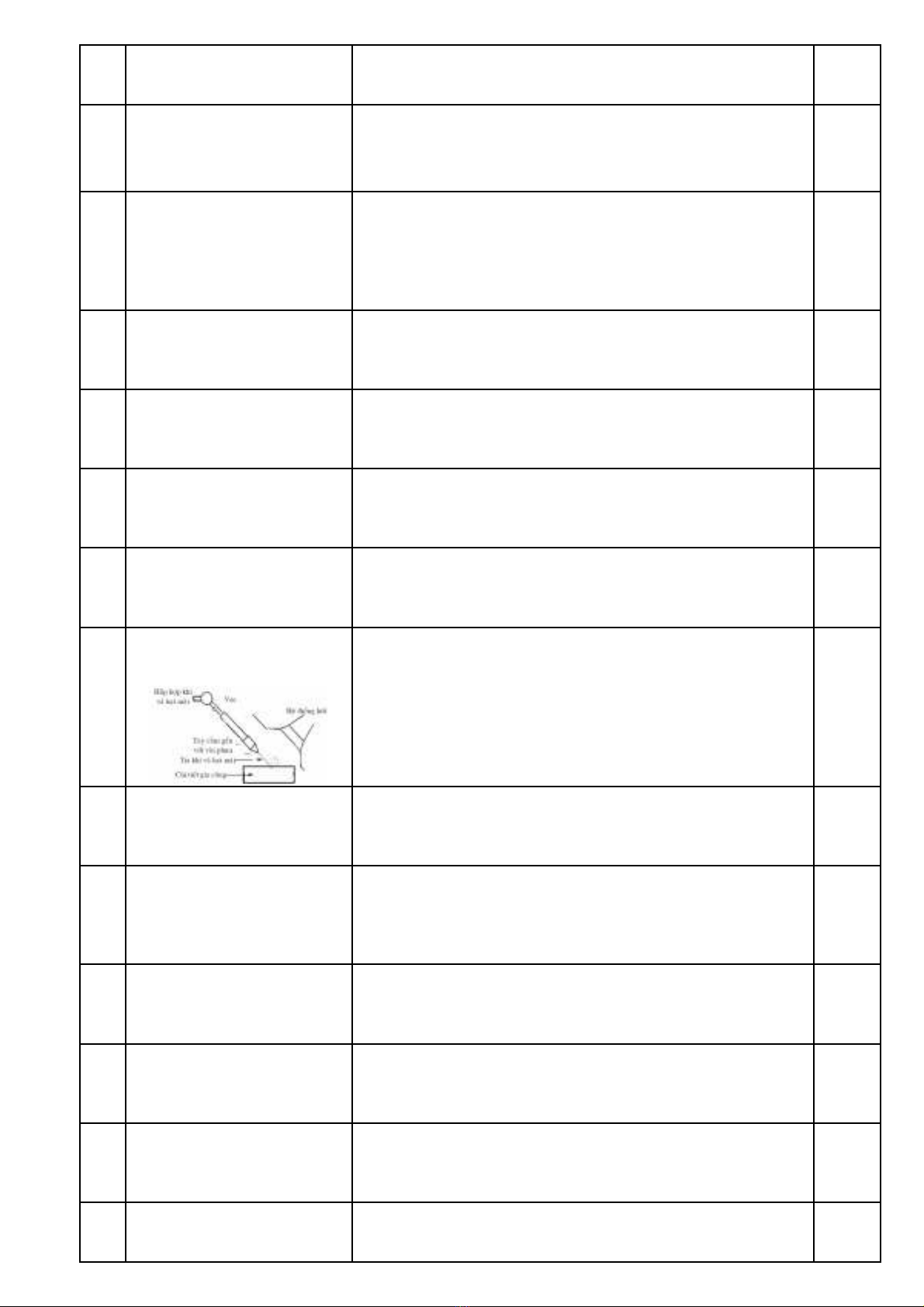
11 S đ gia công d i đây làơ ồ ướ A. Đi n hoáệD
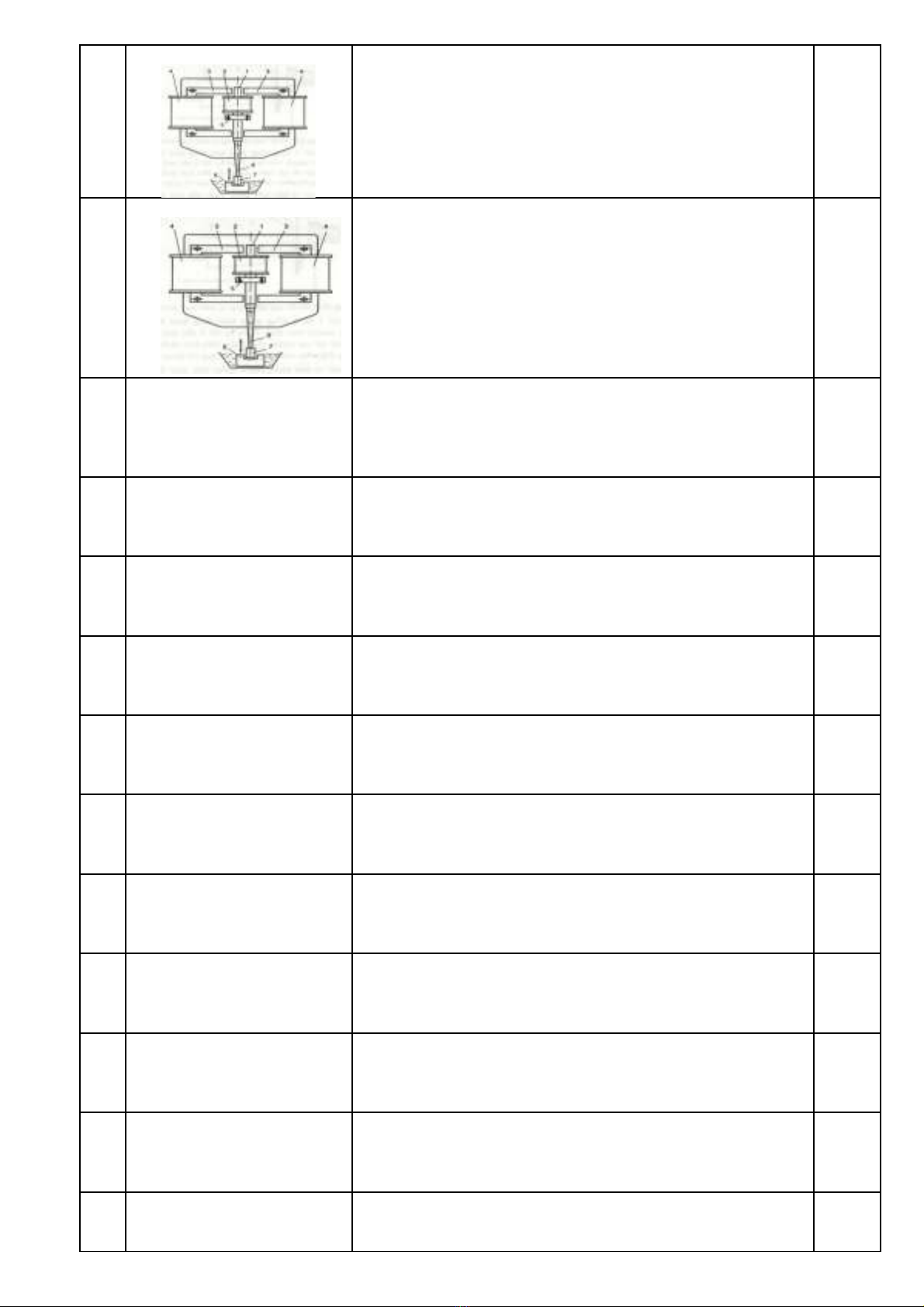
ph ng pháp gia công gí?ươ B. C t tia n cắ ướ
C. Dòng h t màiạ
D. Siêu âm
12
B ph n s 6 có tên g i làộ ậ ố ọ
gì?
A. B rung đ ng; ộ ộ
B. Cu n dây kích thích; ộ
C. Thanh truy n sóng;ề
D. Cu n dây t hoá;ộ ừ
C
13 D ng c gia công siêu âm cóụ ụ
hình dáng nh th nào?ư ế
A. Có hình tròn;
B. Có hình dáng ph c t p;ứ ạ
C. Có hình dáng c n thi t, gi ng biên d ng c a chi ti tầ ế ố ạ ủ ế
gia công;
D. Có hình dáng gi ng b m t c n gia công; ố ề ặ ầ
C
14 Trong gia công siêu âm, t nầ
s tăng thì v n t c c t:ố ậ ố ắ
A. Tăng
B. Gi mả
C. Không nh h ngả ưở
D. Tuỳ tr ng h pườ ợ
A
15
Đ chính xác gia công c aộ ủ
ph ng pháp gia công siêuươ
âm có th đ t:ể ạ
A. 1 – 2mm
B. 0,1 - 0,2mm
C. 0,02 - 0,04mm
D. 0,5 – 1mm;
C
16
Đ bóng b m t c a ph ngộ ề ặ ủ ươ
pháp gia công siêu âm có thể
đ t đ c:ạ ượ
A. 0.16 – 0,32µm
B. 0.4 - 1.6mm
C. 2.5 - 12.5µm
D. 2.5 - 12.5mm
A
17
ng d ng nào không phùỨ ụ
h p đ gia công b ngợ ể ằ
ph ng pháp siêu âm:ươ
A. Khoan, khoét, doa lỗ
B. C t, x rãnhắ ẻ
C. C t biên d ngắ ạ
D. Mài
C
18
T n s sóng siêu âm đ c sầ ố ượ ử
d ng trong gia công siêu âm:ụ
A. 18-25Hz
B. 18-25mhz;
C. 15 – 30khz;
D. Không câu nào đúng;
C
19
D ng c trong gia công b ngụ ụ ằ
siêu âm đ c làm b ng v tượ ằ ậ
li u:ệ
A. Thép C45,
B. Thép CD100,
C. Thép Cr, Ni, V;
D. Thép 45, Cr, Y10A;
D
20
B ph n truy n dao đ ng tộ ậ ề ộ ừ
đ u t gi o đ n dung c là:ầ ừ ả ế ụ
A. B bi n t ;ộ ế ừ
B. Đ u n i;ầ ố
C. Thanh truy n sóng;ề
D. Ngu n siêu âm;ồ
C
21
Ch t l ng dùng trong giaấ ỏ
công b ng siêu âm có th là:ằ ể
A. D u mazut, d u h a; ầ ầ ỏ
B. D u th c v t, c n; ầ ự ậ ồ
C. N c; ướ
D. D u nh t, d u bi n th ;ầ ớ ầ ế ế
C
22
H t mài dùng đ gia côngạ ể
b ng siêu âm đ t hi u quằ ạ ệ ả
cao nh t là:ấ
A. Các bít Silic ;
B. Các bít Bo
C. Các bít vonfram;
D. Kim c ng;ươ
B
23 Gia công siêu âm đ c th cượ ự
hi n b ng tác đ ng:ệ ằ ộ A. Hoá;
B. Nhi t;ệ
C. Đi n;ệ
D
D. C h cơ ọ
24
Đ chính xác khi gia công lộ ỗ
thông su t ho c không thôngố ặ
su t b ng siêu âm có th đ tố ằ ể ạ
đ c:ượ
A. C p 2 – 3; ấ
B. C p 4 – 5;ấ
C. C p 6 – 7; ấ
D. C p 8 – 9;ấ
A
25
Đ chính xác khi gia côngộ
b ng siêu âm ph thu c vàoằ ụ ộ
các y u t sau:ế ố
A. Đ chính xác c a thi t b , d ng c và các c c u đi uộ ủ ế ị ụ ụ ơ ấ ề
ch nh chi ti t;ỉ ế
B. Đ chính xác v trí t ng đ i gi a d ng c và chi ti tộ ị ươ ố ữ ụ ụ ế
gia công;
C. Đ chính xác c a d ng c đ c ch t o;ộ ủ ụ ụ ượ ế ạ
D. T t c các y u t trên;ấ ả ế ố
D
26
Trong gia công siêu âm, công
th c tính năng su t b c v tứ ấ ố ậ
li u, thông s liên quan đ nệ ố ế
ng su t tĩnh trên d ng c :ứ ấ ụ ụ
A. F
B. S
C. R
D. Y; B
27
Trong gia công siêu âm, công
th c tính năng su t b c v tứ ấ ố ậ
li u, thông s liên quan đ nệ ố ế
biên đ dao đ ng:ộ ộ
A. F
B. S
C. R
D. Y; D
28
Gia công siêu âm có th đ cể ươ
s d ng đ gia công:ử ụ ể
A. Các lo i thép, ạ
B. H p kim c ng, ợ ứ
C. Kim lo i màu, ạ
D. Các lo i v t li u khác nhau;ạ ậ ệ
D
29
u đi m c a gia công siêuƯ ể ủ
âm là:
A. Gia công chính xác trên v t li u c ng,ậ ệ ứ
B. Không gây ng su t d trên b m tứ ấ ư ề ặ
C. C haiả
D. Không cái nào;
C
30
Đ c đi m nào không đúngặ ể
đ i v i gia công b ng siêuố ớ ằ
âm:
A. D ng c không mòn,ụ ụ
B. Ch gia công đ c l và h c c n;ỉ ượ ỗ ố ạ
C. Năng su t th p, ấ ấ
D. C ba câu đ u đúng;ả ề
D
31
S d ng dòng dung d ch h tử ụ ị ạ
mài áp l c cao đ tác đ ngự ể ộ
vào vùng gia công, tách bóc đi
v t li u th a, là nguyên lýậ ệ ừ
c a ph ng pháp gia công:ủ ươ
A. Siêu âm;
B. C t tia n c, ắ ướ
C. Dòng h t màiạ
D. Tia n c có h t mài;ướ ạ D
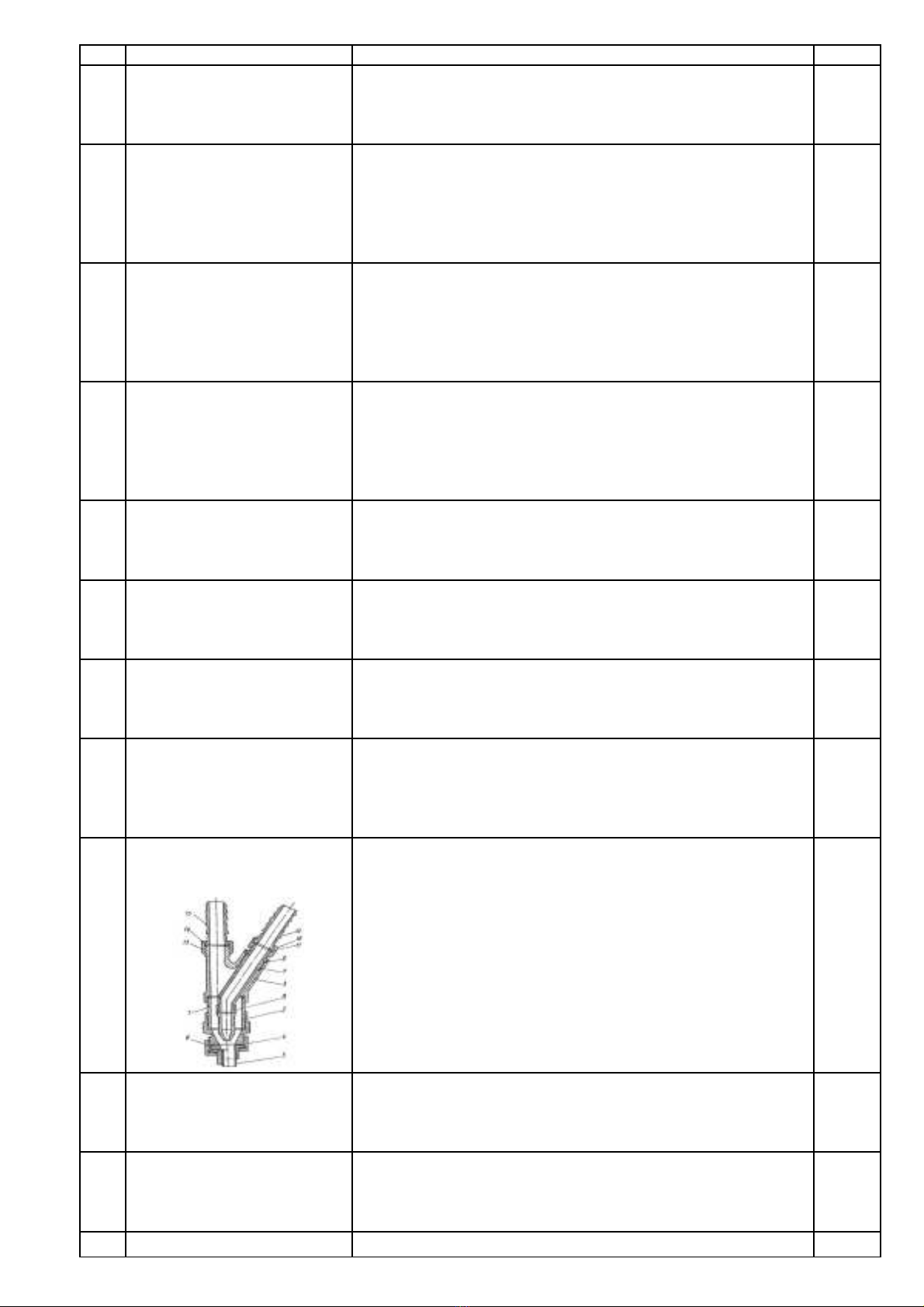
32
Cho s đ c u t o đ u phunơ ồ ấ ạ ầ
nh hình d i đây: dung d chư ướ ị
h t mài đi vào theo:ạ
A. ng 15Ố
B. ng 12Ố
C. ng 5Ố
D. C 3 ngả ố
A
33
Áp l c l n nh t gia côngự ớ ấ
b ng tia n c là:ằ ướ
A. 1.108 – 3.108 Pa;
B. 2.108 – 4.108 Pa;
C. 3.108 – 5.108 Pa;
D. 4.108 - 6.108 Pa
B
34
Kho ng cách gi a đ u vòiả ữ ầ
phun và b m t gia côngề ặ
trong gia công tia n c cóướ
h t mài đi n hình là:ạ ể
A. 3.2 mm
B. 32µm
C. 1.6 mm
D. 1.6 µm
A
35 Đ r ng c a m ch c t nhộ ộ ủ ạ ắ ỏ A. 1mm; A
5,9. ( / ). .0,5 .0,5v f s H R y
=
5,9. ( / ). .0,5 .0,5v f s H R y=
nh t khi c t b ng tia n cấ ắ ằ ướ B. 1,5mm;
C. 2mm;
D. 3mm;
36
Đ chính xác gia công b ngộ ằ
tia n c:ướ
A. 0.013 mm
B. 0.13 mm
C. 1.2 mm
D. T t c đ u saiấ ả ề
B
37
Đ nhám b m t đ t đ cộ ề ặ ạ ượ
khi gia công b ng tia n c:ằ ướ
A. 0.76-7.6 µm
B. 1.25-1.9 µm
C. 0.4-1.8 µm;
D. Không câu nào đúng;
C
38
Chi u sâu c t đ t c a phôiề ắ ứ ủ
thép khi gia công b ng tiaằ
n c:ướ
A. < 30 mm;
B. 80 mm;
C. 50 mm
D. 100mm;
A
39
Ch t l ng không đ c sấ ỏ ượ ử
d ng trong gia công tia n cụ ướ
có h t mài:ạ
A. N c ướ
B. Êmuxi
C. D u công nghi pầ ệ
D. D u bi n th ;ầ ế ế
A
40
Vai trò c a n c trong giaủ ướ
công tia n c có h t mài:ướ ạ
A. Làm ngu i h t mài,ộ ạ
B. Liên k t h t mài,ế ạ
C. C haiả
D. Không cái nào;
C
41
H t mài đ c s d ng phạ ượ ử ụ ổ
bi n đ gia công thép là:ế ể
A. Sio2;
B. Al2O3;
C. Boc4;
D. T t c các lo i trên;ấ ả ạ
D
42
Hình d i đây là s đ c a:ướ ơ ồ ủ A. B tăng áp đ n,ộ ơ
B. B tăng áp kép, ộ
C. B đi u áp ộ ề
D. Không câu nào đúng
D
43
Trong gia công tia n c, th iướ ờ
gian gia công càng lâu, độ
bóng :
A. Càng tăng
B. Càng gi mả
C. Tuỳ lo i v t li uạ ậ ệ
D. Tuỳ áp su t n cấ ướ
D
44
Khi tăng n ng đ h t màiồ ộ ạ
trong dung d ch khi gia côngị
tia n c có h t mài:ướ ạ
A. Đ bóng tangộ
B. Năng su t tăngấ
C. C haiả
D. Không cái nào;
B
45
Khi gia công b m t chi ti tề ặ ế
là v t li u giòn b ng tiaậ ệ ằ
n c có h t mài, góc phun αướ ạ
c a dòng dung d ch:ủ ị
A. α = 450
B. α = 00
C. α = 300;
D. α = 900;
D
46
Khi gia công b m t chi ti tề ặ ế
là v t li u d o b ng tia n cậ ệ ẻ ằ ướ
có h t mài, góc phun α c aạ ủ
dòng dung d chị
A. α = 450
B. α = 00
C. α = 300;
D. α = 900;
A
47
Kho ng cách gi a đ u vòiả ữ ầ
phun và b m t gia côngề ặ
trong gia công tia n c cóướ
h t mài so v i ph ng phápạ ớ ươ
gia công b ng tia n c là:ằ ướ
A. Kho ng 2 – 3 l n xa h n; ả ầ ơ
B. Kho ng 4 l n xa h n;ả ầ ơ
C. B ng nhau; ằ
D. Kho ng t 2 đ n 4 l n g n h n;ả ừ ế ầ ầ ơ
Đ
48
D ng c đ gia công b ngụ ụ ể ằ
tia n c và tia n c có h tướ ướ ạ
mài là vòi phun th ng đ cườ ượ
ch t o b ng:ế ạ ằ
A. Kim c ng, ươ
B. ng c bích, ọ
C. h ng ng c, ồ ọ
D. c ba lo i v t li u k trên.ả ạ ậ ệ ể
D
49 C p h t mài vào bu ng tr nấ ạ ồ ộ
khi gia công b ng tia n c cóằ ướ
h t mài theo c ch sau:ạ ơ ế
A. Tia n c áp l c cao di chuy n hút h t mài vào bu ngướ ự ể ạ ồ
tr n;ộ
B. H t mài đ c c p vào bu ng tr n c ng b c b ngạ ượ ấ ồ ộ ưỡ ứ ằ
dòng không khí nén;
D
C. H t mài đ c c p vào bu ng tr n nh tr ng l ngạ ượ ấ ồ ộ ờ ọ ượ
riêng c a h t mài;ủ ạ
D. C ba ph ng pháp trên;ả ươ
50
50. L ng h t mài đ c bượ ạ ượ ổ
sung vào tia n c trong quáướ
trình gia công
A. kho ng 0,1 kg/ph, ả
B. kho ng 0,2 kg/ph, ả
C. kho ng 0,3 kg/ph, ả
D. kho ng 0,4 kg/ph, ả
C
51
S d ng dòng khí mang h tử ụ ạ
mài v i v n t c cao va đ pớ ậ ố ậ
lên chi ti t đ bóc v t li uế ể ậ ệ
kh i b m t chi ti t, làỏ ề ặ ế
nguyên lý gia công c aủ
ph ng pháp:ươ
A. siêu âm,
B. tia n c ướ
C. tia n c có h t màiướ ạ
D. không câu nào đúng; D
52
Dòng khí trong gia công b ngằ
dòng h t mài có ápạ
su t:ấ
A. 1,4-2Mpa,
B. 1.4-2Pa,
C. 1400-2000Mpa
D. không câu nào đúng;
A
53
V t li u làm h t mài trongậ ệ ạ
gia công b ng dòng h t màiằ ạ
là:
A. oxit nhôm,
B. Các bít Silic,
C. th y tinhủ
D. c ba lo i v t li u k trênả ạ ạ ệ ể
D
54
V t li u làm h t mài trongậ ệ ạ
gia công b ng dòng h t màiằ ạ
có kích th c h t làướ ạ
A. 1-2 mm,
B. 5 - 10 µm,
C. 15 - 40 µm;
D. 3.2-25.4 µm
C
55
Trong công th c tính năngứ
su t bóc v t li u MRR c aấ ậ ệ ủ
gia công b ng dòng h t mài,ằ ạ
s h ng Hố ạ w là:
A. h ng s ,ằ ố
B. v n t c h t mài, ậ ố ạ
C. đ c ng chi ti t, ộ ứ ế
D. m t đ h t mài;ậ ộ ạ
C
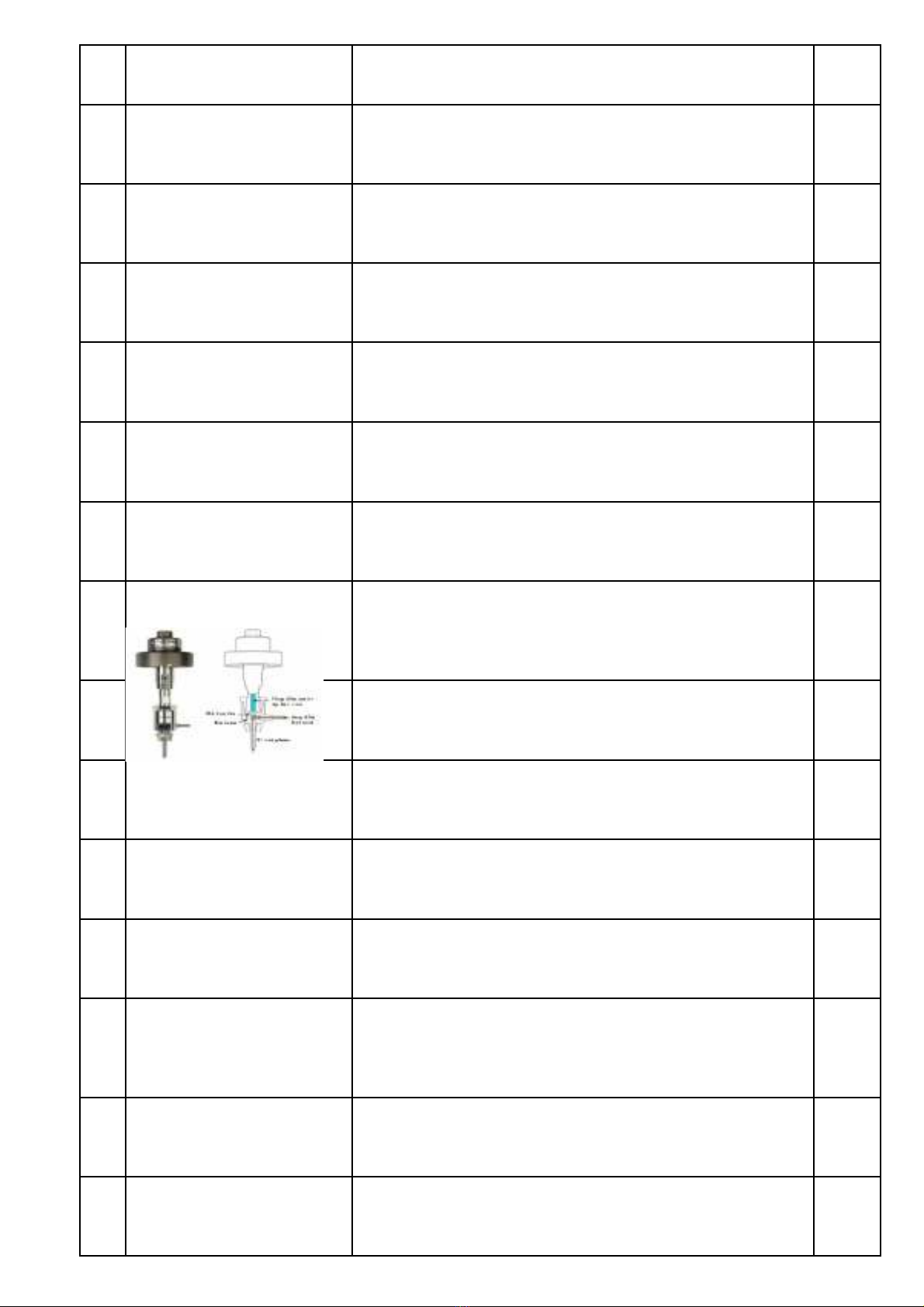
56
Cho s đ nguyên lý gia côngơ ồ
nh hình d i dây, xác đ như ướ ị
là ph ng pháp gia công nàoươ
A. siêu âm,
B. tia n c, ướ
C. tia n c có h t mài,ướ ạ
D. không câu nào đúng; D
57
Gia công b ng dòng h t màiằ ạ
đ c s d ng hi u qu đ :ượ ử ụ ệ ả ể
A. c t đ tắ ứ
B. khoan l , ỗ
C. khoét rãnh,
D. đánh bóng
D
58
V t li u đ c tách ra khiậ ệ ượ
ti p xúc tr c ti p v i ch tế ự ế ớ ấ
kh c hoá m nh, là nguyên lýắ ạ
gia công c a ph ng pháp:ủ ươ
A. đi n hoá, ệ
B. gia công hoá h c,ọ
C. quang hoá,
D. t t c đ u đúng;ấ ả ề B
59
B c th hai trong qui trìnhướ ứ
gia công hoá h c là:ọ
A. làm s ch b m t, ạ ề ặ
B. ph l p b o v , ủ ớ ả ệ
C. r a s ch chi ti t, ử ạ ế
D. kh c hoá;ắ
B
60
Ph ng pháp gia công hóaươ
h c đ t đ chính xác caoọ ạ ộ
nh t khi s d ng:ấ ử ụ
A. c t và bóc l p b o v ; ắ ớ ả ệ
B. ăn mòn hóa h c, ọ
C. kháng quang,
D. kháng khung l i;ướ
C
61
Đ chính xác cao nh t khi giaộ ấ
công hóa h c đ t đ c là:ọ ạ ượ
A. 0,125mm,
B. 0,0125mm,
C. 1,25mm,
D. 0,075mm;
B
62 Đ gia công h p kim nhôm,ể ợ
s d ng ch t kh c hoá sau:ử ụ ấ ắ A. hcl,
B. H2SO4,
C



![Giáo trình Thực hành tiện 2 (Nghề Công nghệ kỹ thuật cơ khí) - Trường Cao đẳng Hàng hải II [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260423/franzbeckenbauer08/135x160/59101777343646.jpg)
![Giáo trình Thực hành phay 1 (Nghề: Công nghệ kỹ thuật cơ khí) - Trường Cao đẳng Hàng hải II [Mới Nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260423/franzbeckenbauer08/135x160/59361777343647.jpg)




![Giáo trình Thực hành phay 2 (Nghề Công nghệ kỹ thuật cơ khí) - Trường Cao đẳng Hàng hải II [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260423/franzbeckenbauer08/135x160/25671777343654.jpg)





![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)