
Hướng dẫn vận hành máy phay CNC FANUC -Oi
Biên soạn: KS. Lê Quang Bình PTN CAD/CAM Trang 1
VAÄN HAØNH MAÙY PHAY CNC ẢO – RENAN MILL
HỆ ĐIỀU KHIỂN FANUC Oi-M
A. TOÅNG QUAN VEÀ THAO TAÙC TREÂN PHAÀN MEÀM
1. Khôûi ñoäng phần mềm mô phỏng vận hành máy phay CNC
Pick vào biểu tượng để khởi động phần mềm
Sau khi khởi động xong ta có hình như sau:
Hướng dẫn vận hành máy phay CNC FANUC -Oi
Biên soạn: KS. Lê Quang Bình PTN CAD/CAM Trang 2
2. Caùc phím chöùc naêng
Ñieàu khieån vaän toác moâ phoûng khi chaïy dao nhanh- G00, ñeå
hieån thò cöûa soå ñieàu khieån naøy ta Pick choïn vaø baám nuùt phaûi chuoäc.
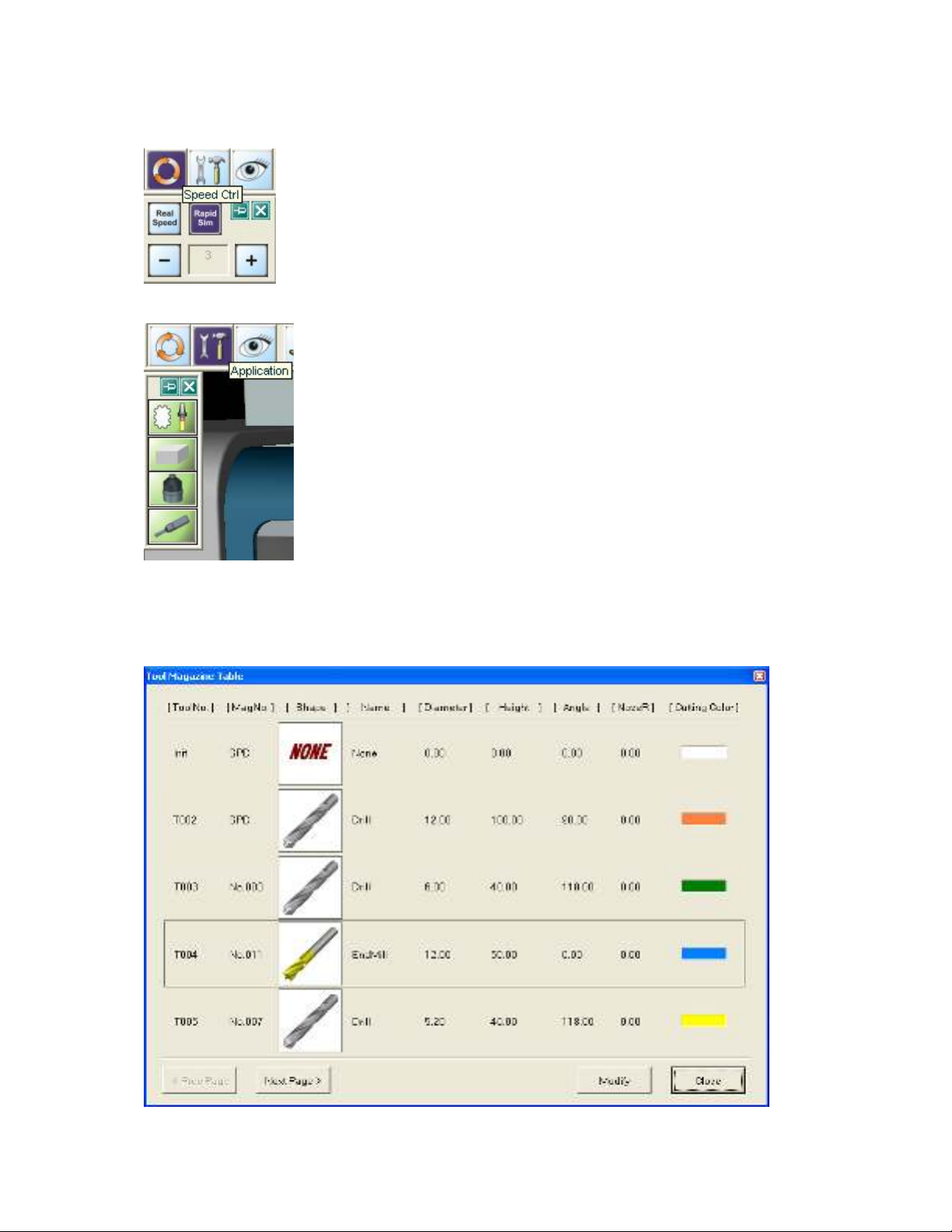
Hoäp thoïai naøy giuùp khai baùo duïng cuï caét, khai baùo phoâi, duïng cuï ño chieàu daøi
dao vaø ñaàu doø ñeå Offset dao.
Pick vaøo bieåu töôïng dao caét ta coù hoäp thoïai ñeå khai baùo dao nhö sau:\
Hướng dẫn vận hành máy phay CNC FANUC -Oi
Biên soạn: KS. Lê Quang Bình PTN CAD/CAM Trang 3
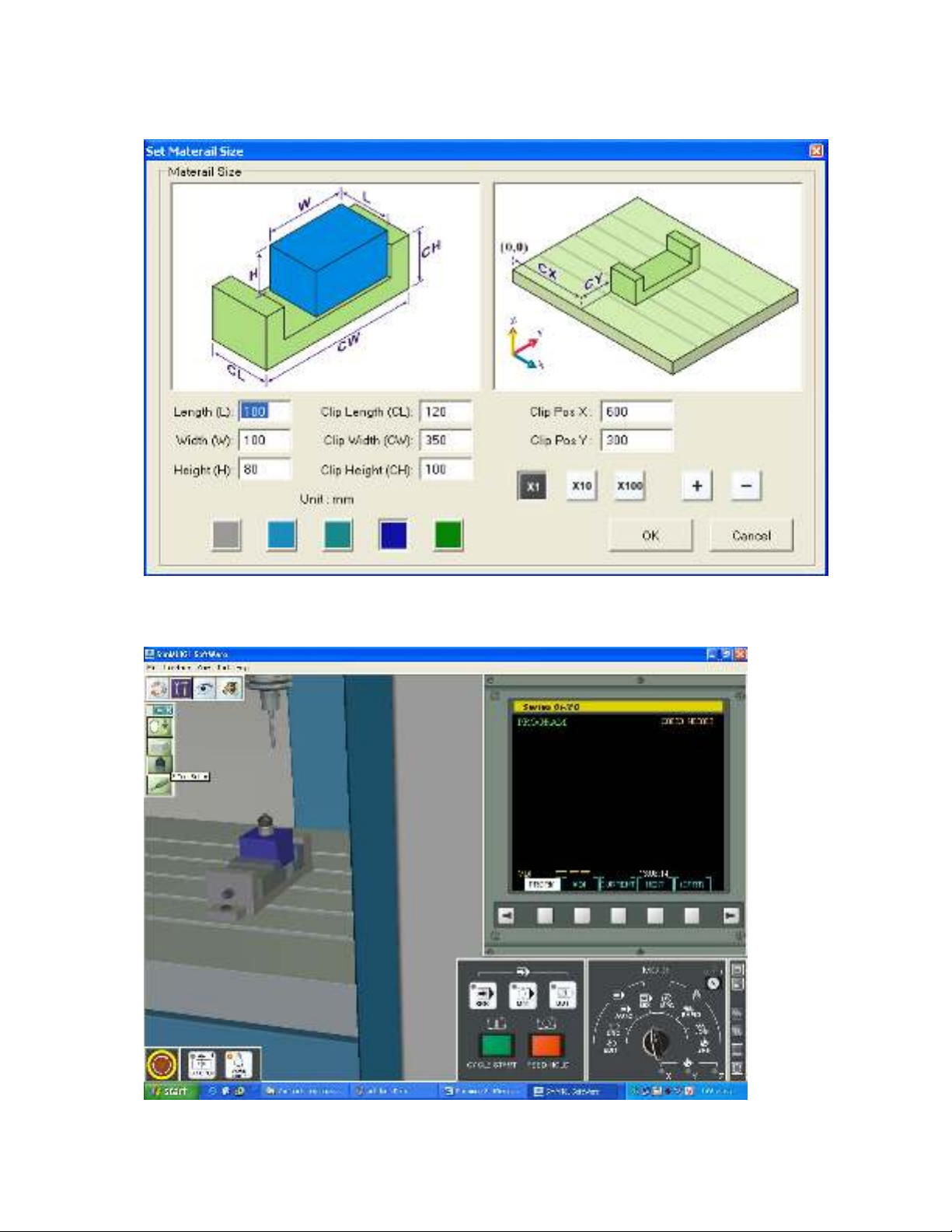
Pick vaøo bieåu töôïng phoâi ta coù hoäp thoïai nhö sau:
Pick vaøo bieåu töôïng boä so chieàu daøi dao maùy seõ töï ñoäng ñaëc boä so chieàu daøi
dao leân phoâi nhö hình sau.

Hướng dẫn vận hành máy phay CNC FANUC -Oi
Biên soạn: KS. Lê Quang Bình PTN CAD/CAM Trang 4
Pick vaøo bieåu töôïng ñaàu doø maùy seõ töï ñoäng laép ñaàu doø leân truïc chính.
Pick vaøo bieåu töôïng ñeå thoaùt khoûi phaàn meàm.\
: Nuùt döøng khaån caáp,
maøu ñoû – saùng: nuùt döøng khaån caáp ñang bò ñoùng, treân maøn hình hieån thò
seõ baùo loãi EMG ESTOP.
Maøu ñoû – toái nuùt döøng khaån caáp ñaõ ñöôïc kích hoïat, cho pheùp maùy laøm
vieäc.
Nuùt ñoùng môû cöûa vaø taét môû ñeøn.
Hướng dẫn vận hành máy phay CNC FANUC -Oi
Biên soạn: KS. Lê Quang Bình PTN CAD/CAM Trang 5
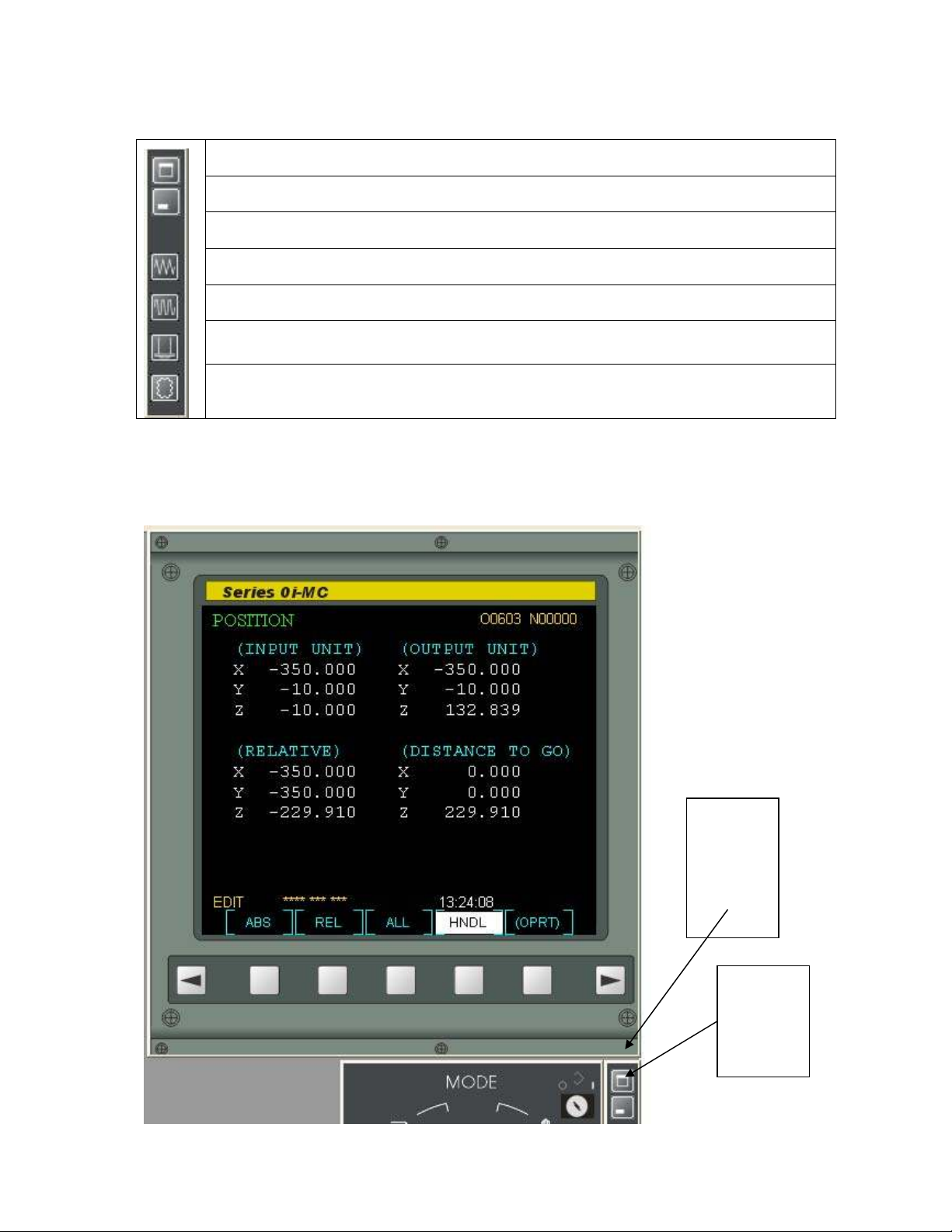
Hieån thò maøn hình vaø baûng ñieàu khieån
Aån maøn hình hieån thò vaø baûng ñieàu khieån
Hieån thò menu ñieàu khieån chaïy dao theo xung
Hieån thò menu ñieàu khieån chaïy dao lieân tuïc
Hieån thò menu ñieàu khieån voøng quay truïc chính
Hieån thò oå dao vaø dao hieän haønh
Choïn baèng nuùt traùi chuoäc vaø Pick nuùt phaûi chuoäc ñeå hieån thò.
Hieän maøn hình hieån thò cuûa maùy
Baám
nuùt
phaûi
chuoät
tai ña
â
y
Aån maøn
hình
hieån thò















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)