
1

CÂU HỎI ÔN TẬP: CÔNG NGHỆ GIA CÔNG ÁP LỰC
BIÊN SOẠN: BM GCAL
Chương mở đầu:
Câu 1: Định nghĩa công nghệ gia công kim loại bằng áp lực; Kể tên một vài sản phẩm điển hình
được chế tạo bằng công nghệ này.
Câu 2: Trình bày các ưu, nhược điểm của CN GCAL so với các phương pháp gia công cơ khí
khác.
Chương 1: Lý thuyết BDD
Câu 3: Thế nào là hóa bền biến dạng. Nguyên nhân và cách khắc phục.
Câu 4: Phân biệt biến dạng nóng và biến dạng nguội.
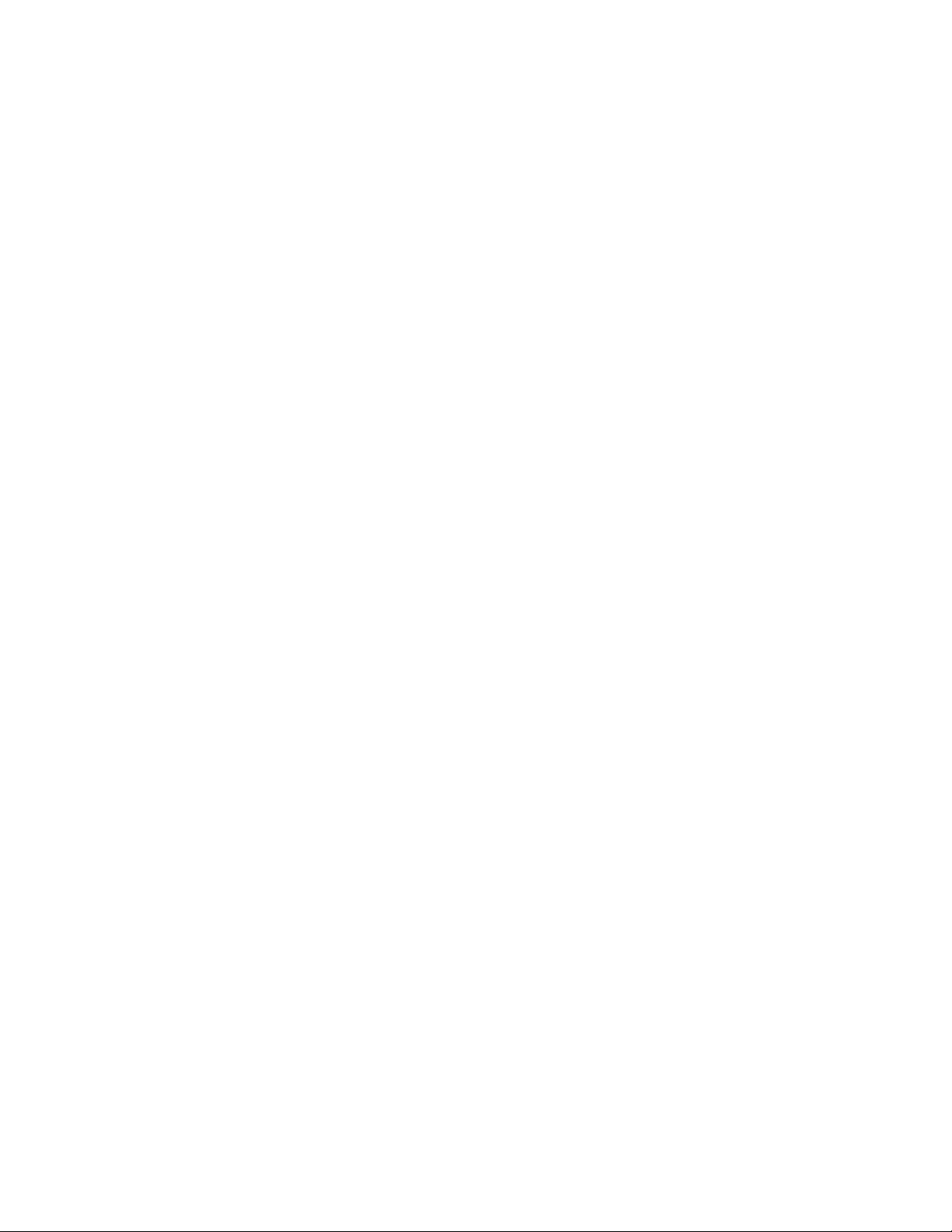
Câu 5: Thế nào là đường cong chảy. Đường cong chảy phụ thuộc vào những yếu tố gì.
Câu 6: Thế nào là điều kiện dẻo. Nêu điều kiện dẻo của Tresca và Von Mises.
Câu 7: Phát biểu các định luật cơ bản của biến dạng dẻo kim loại và ứng dụng của các định luật
này.
Bài tập tenxo ứng suất.
Chương 2: Thiết bị GCAL
Câu 8: Nêu các thông số kỹ thuật chính của máy búa và lĩnh vực ứng dụng của máy búa.
Câu 9: Vẽ sơ đồ động và trình bày nguyên lý hoạt động của máy búa không khí nén.
Câu 10: Kể tên các dạng dẫn động chính cho máy ép thủy lực (METL). Nêu các thông số cơ bản
của METL
Câu 11: Thế nào là bình trữ áp? Công dụng của bình trữ áp.
Câu 12: Vẽ sơ đồ động của máy ép trục khuỷu (METK); Kể tên các bộ phận chính của METK;
Nêu công dụng của ly hợp và phanh. So sánh METK dập nóng và METK vạn năng.
Câu 13: Vẽ sơ đồ cơ cấu tay quay-con trượt và xác định hành trình của METK.
Câu 14: Kể tên các thiết GCAL chuyên dụng và nêu lĩnh vực ứng dụng của các loại thiết bị này.
2
Chương 3: CN tạo hình khối
Câu 15: Định nghĩa và nêu ưu, nhược điểm của CN dập tạo hình khối.
Câu 16: Kể tên các nguyên công chuẩn bị, nguyên công tạo hình sơ bộ và nguyên công tạo hình
chính trong CN tạo hình khối.
Câu 17: Khoảng nhiệt độ tạo hình là gì? Nêu phương pháp nung phôi và làm nguội vật dập
trong tạo hình khối.
Câu 18: Vẽ sơ đồ và giải thích nguyên công chồn. Công dụng của nguyên công chồn. Điều kiện
chồn khi chồn tự do.
Câu 19: Đặc điểm của nguyên công rèn vuốt và những điểm cần chú ý khi rèn vuốt.
Câu 20: Vẽ sơ đồ và giải thích nguyên công ép chảy thuận thanh đặc. Công dụng của nguyên
công ép chảy.
Câu 21: Các dạng ép chảy trong tạo hình khối.
Câu 22: Phân biệt dập trong khuôn kín và khuôn hở. Nêu các đặc điểm của khuôn hở.
Câu 23: Tại sao phải sử dụng lòng khuôn thô; Sự khác nhau giữa lòng khuôn thô và lòng khuôn
tinh trong dập trên khuôn hở?
Câu 24: Các loại rãnh thoát biên thông dụng; Ý nghĩa công nghệ của nó.
Chương 4: CN tạo hình tấm
Câu 25: Định nghĩa và nêu ưu, nhược điểm của CN dập tạo hình tấm.
Câu 26: Các nguyên công chủ yếu trong công nghệ dập tấm; Vẽ sơ đồ và trình bày các thông số
công nghệ ảnh hưởng đến chất lượng sản phẩm của một nguyên công nào đó.
Câu 27: Định nghĩa nguyên công dập vuốt và nêu những đặc điểm biến dạng khi dập vuốt. Nêu
và phân tích các yếu tố ảnh hưởng đến quá trình dập vuốt.
Câu 28: Thế nào là hệ số dập vuốt, ứng dụng của nó. Vẽ sơ đồ khuôn dập vuốt lần 2.
Câu 29: Nêu nguyên tắc và ứng dụng của nguyên công miết.
Chương 5: CN uốn lốc Profile
3

Câu 30: Nêu nguyên tắc, vẽ sơ đồ và ứng dụng của công nghệ uốn lốc profile.
Câu 31: Vẽ sơ đồ uốn lốc tròn phôi tấm trên máy 3 trục và nguyên lý làm việc.
Chương 6: CN tạo hình đặc biệt
Câu 32: Hãy nêu các phương pháp công nghệ tạo hình đặc biệt.
Câu 33: Vẽ sơ đồ và nêu các thông số công nghệ dập thủy tĩnh sản phẩm chữ T từ phôi ống.
Câu 34: Vẽ sơ đồ dập thủy cơ và nêu các thông số công nghệ.
Câu 35: Phân biệt dập thủy cơ và dập thủy tĩnh.
Câu hỏi ôn tập: Công nghệ Gia Công Áp Lực
Biên soạn: BM GCAL
Chương mở đầu:
Câu 1: Định nghĩa công nghệ gia công kim loại bằng áp lực; Kể tên một vài sản phẩm điển
hình được chế tạo bằng công nghệ này.
- Một vài sản phẩm điển hình:
+,10 sản phẩm dạng khối: trục, bu long, đai ốc, bảnh rang, đĩa xích, khớp các đăng, trục
khuỷu, tay biên, trục vít- bánh vít
+10 sản phẩm dạng tấm: vỏ xe ô tô, chi tiết của bình xăng, xoong, nồi, chảo, xô, thùng,
chậu, ghê nhựa, vỏ hộp bánh kẹo
Câu 2: Trình bày các ưu, nhược điểm của CN GCAL so với các phương pháp gia công cơ
khí khác.
Ưu điểm:
-Tiết kiệm nguyên vật liệu do gia công không phoi,chọn phôi phù hợp để tạo ra sản
phẩm (V phôi = V sản phẩm)(đối với dạng khối nhiều,phần phế liệu của dạng tấm có
thể phôi cho 1 nguyên công khác)
- Năng suất cao thì mới tạo ra lợi nhuận lớn, hạ giá thành sản phẩm.
- Tạo ra sản phẩm có hình dạng, kích thước mong muốn.
-Cải thiện cơ tính của vật liệu thông qua biến dạng,được áp dụng nhiều(tạo hướng
thớ vật liệu liên tục làm nâng cao khả nặng chịu tải trọng cho chi tiết)-ưu điểm lớn
nhất (cải thiện cơ tính sản phẩm)
Nhược điểm:
- Phù hợp với sản xuất hang loạt,lớn và hàng khối
- Độ chính xác và độ bóng bề mặt thấp hơn gia công cắt gọt. (đúng hầu hết với các chi tiết
dạng khối,sp dạng khối đa phần tạo hình ở trạng thái nóng để dễ tạo hình thì sau khi
nguội sẽ bị oxi hóa bề mặt)
- Không phù hợp cho sản xuất đơn chiếc.(tại đầu vào quá nhiều)
- Thiết bị và khuôn dập đắt tiền.
4
- Môi trường làm việc có tiếng ồn, rung động, nóng, khả năng mất an toàn lao động cao
nếu sản xuất thủ công.
- Cần phải tự động hóa khi sản xuất loạt lớn.
- Cần có thiết bị luân chuyền, phụ trợ phù hợp khi tạo hình các chi tiết lớn, trọng lượng lớn.
Chương 1: Lý thuyết BDD
Câu 3: Thế nào là hóa bền biến dạng. Nguyên nhân và cách khắc phục.
Hiện tượng hóa bền biến dạng.
- là hiện tượng ứng suất chảy tăng lên theo mức độ biến dạng trong quá trình biến dạng.
Một hiện tượng rất quan trọng xảy ra trong quá trình biến dạng. Điều này thường gặp khi biến
dạng ở nhiệt độ còn tương đối thấp
Nguyên nhân của hiện tượng hóa bền biến dạng:
- Lệch không ngừng được sinh ra. Khi chuyển động, lệch hoặc
gặp phải chướng ngại vật hoặc cắt nhau --> dồn ứ lại --> rừng lệch
(cản trở chuyển động). Muốn tiếp tục chuyển động-->
phải tăng ứng suất.
Để tránh hiện tượng hoá bền biến dạng.
- tăng tốc độ chuyển động cho phần tử lên (ra nhiệt,thải bền)
- thực hiện biến dạng ở nhiệt độ cao, song độ chính xác và chất lượng bề mặt của sản
phẩm lại kém hơn nhiều so với biến dạng nguội.
- Yếu tố nào ah đến quá trình biến dạng,tạo ra sản phẩm: nhiệt độ-ảnh hưởng quan trọng đến
khả năng tạo hình của vật liệu, vật liệu, tốc độ biến dạng,…
Câu 4: Phân biệt biến dạng nóng và biến dạng nguội.
Biến dạng nóng Biến dạng nguội
Nhiệt độ biến dạng cao hơn nhiệt độ kết
tinh lại.
Mức độ biến dạng ở trạng
thái nguội rất thấp
Nung nóng khi biến dạng Thường thực hiện ở nhiệt
độ phòng
Giảm lực đáng kể Lực biến dạng lớn, lượng
biến dạng nhỏ
Phù hợp cho những sản
phẩm tấm
Ưu điểm -Giảm lực tiêu hao để tạo hình,giảm công
suất của máy,tiết kiệm năng lượng
-Tăng được mức độ biến dạng
Thiết bị đơn giản(khuôn
với máy ),đầu tư ban đầu ít
- Chất lượng bề mặt sản
5















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)