DWE Department of Welding and Metal Technology /. Add: 306C1 - Dai Co Viet Str. No.1 - Hanoi –Vietnam / Tel.: +84. (04). 8692204
CHƯƠNG 4
-
ĐÚC CÁC HỢP KIM
DWE Department of Welding and Metal Technology /. Add: 306C1 - Dai Co Viet Str. No.1 - Hanoi –Vietnam / Tel.: +84. (04). 8692204
4.1 Tính đúc của hp kim
4.2 Cơ sở thiết kế đúc các hp kim
4.3 Cơ sở thiết kế đúc đặc biệt
4.4 Thiết b nấu chảy kim loi đúc phôi
Chương 4: đúc các hp kim
DWE Department of Welding and Metal Technology /. Add: 306C1 - Dai Co Viet Str. No.1 - Hanoi –Vietnam / Tel.: +84. (04). 8692204
4.1. Tính đúc của các hp kim
Để đánh giá chúng là dễ, thuận tiện hoặc khó, khi đúc người ta đưa ra khái niệm
về tính công nghệ đúc hay gọi tắt là tính đúc. Tính đúc gồm nhiều yếu tố ,người
ta xét những yếu tố cơ bản sau :
Tính chảy loãng :là khả năng của hp kim điền đầy vào lòng khuôn đúc bảo đảm
chính xác và rõ nét đồng thời to ra vật đúc có chất lưng tốt.
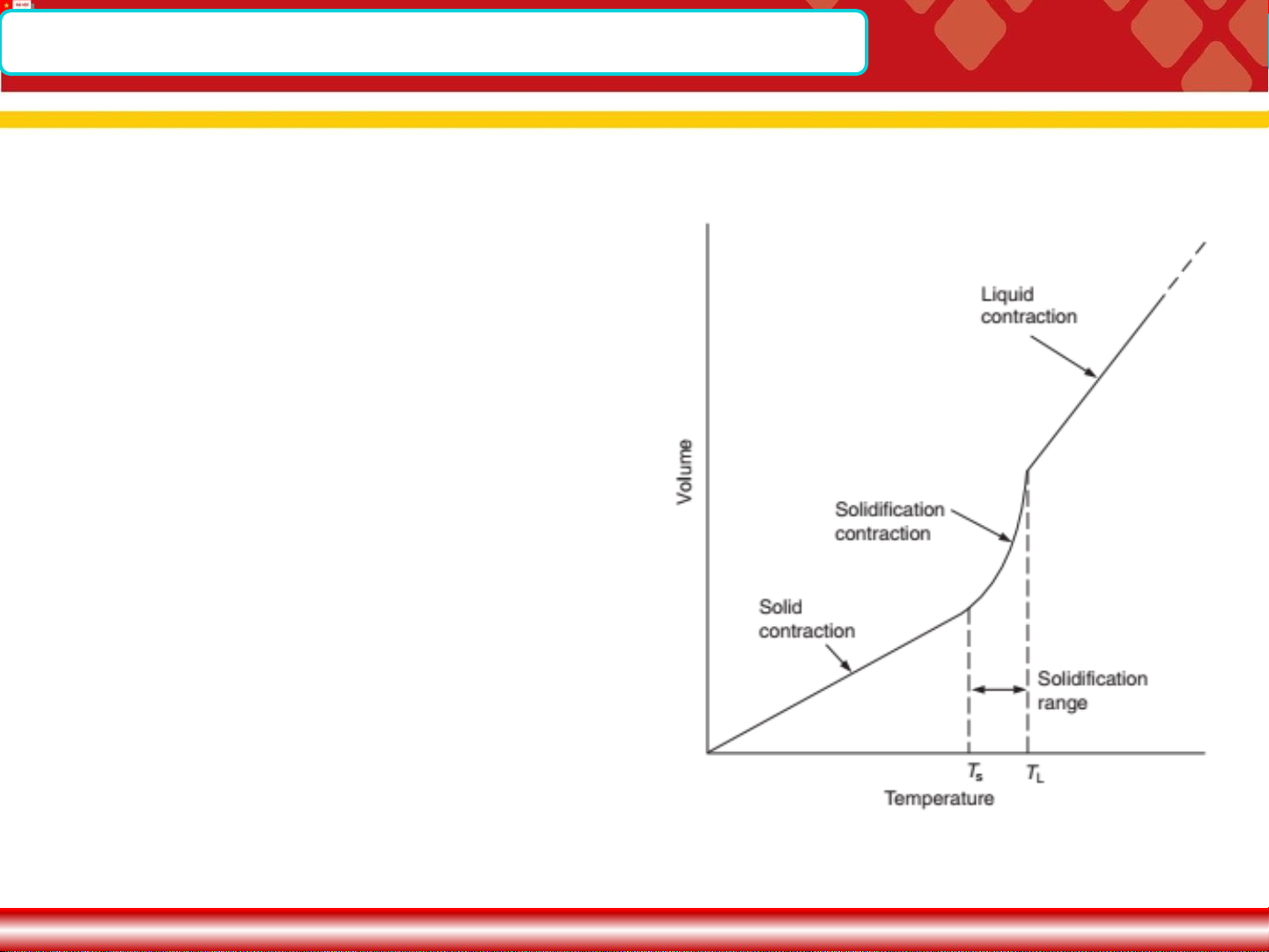
Tính co:co là đặc tính rõ nét nhất của kim loi khi chuyển từ trng thái lỏng sang
trng thái đặc.Hp kim đúc khi đông đặc b co thể tích và chiều dài
Tính thiên tích:là sự không đồng đều về thành phần hoá học trong từng vùng
hoặc nội bộ ht tinh thể
Tính hoà tan khí :đa số các kim loi và hp kim khi nấu chảy cũng như khi rót
vào khuôn đều tác dụng mãnh liệt với các loi khí của môi trường xung quanh.
quá trình đó phụ thuộc vào loi hp kim, loi khí và điều kiện nhiệt độ,áp suất.
Những khí có sẵn trong môi trường như O2H2,N2,CO2, hơi nước ...
DWE Department of Welding and Metal Technology /. Add: 306C1 - Dai Co Viet Str. No.1 - Hanoi –Vietnam / Tel.: +84. (04). 8692204
4.1. Tính đúc của các hp kim
Tính chảy loãng
Tính chảy loãng phụ thuộc vào:
- Nhiệt độ của hp kim lỏng
- Thành phần hoá học, độ nhớt, sức
căng bề mặt, đặc trưng kết tinh.
- Khuôn đúc; vật liệu làm khuôn; độ
bóng bề mặt lòng khuôn; tính dẫn
nhiệt; tính thấm ướt.
Ngoài ra còn phụ thuộc vào điều kiện
rót; áp suất kim loi; cấu trúc hệ thống
rót; phương pháp rót ..
DWE Department of Welding and Metal Technology /. Add: 306C1 - Dai Co Viet Str. No.1 - Hanoi –Vietnam / Tel.: +84. (04). 8692204
4.1. Tính đúc của các hp kim
Hp kim đúc khi đông đặc b co thể tích và
chiều dài, xác đnh lưng co đó theo công
thức sau
Co : v=(Vlk-Vvđ ) /Vvđ.100%
Co chiều dài: L=(Llk-Lvđ ) /Lvđ.100%
trong đó :
Vlk ,Llk :thể tích và chiều dài lòng khuôn
Vvđ ,Lvđ :thể tích và chiều dài vật đúc
Tính co
t00→t01
V1=V0[1-v(t0-t1)]
trong đó V1:thể tích của vật ở nhiệt độ t1
Vo:thể tích của vật ở nhiệt độ t0
v:hệ số nén nhiệt đặc trưng cho sự thay
đổi thể tích của vật khi nguội đi 100C











![Bài giảng Ứng dụng tin học trong Kỹ thuật phương tiện thủy [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251216/anhquangvu03@gmail.com/135x160/12021765937860.jpg)





![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)





