Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
1
Chương 7.
GIA CÔNG CẮT GỌT TRÊN MÁY CÔNG CỤ
7.1. ĐN, đặc điểm, phân loại và công dụng
7.1.1. Định nghĩa
GC cắt gọt KL là hớt khỏi bm KL 1 lớp để tạo cho SP có hình dạng,
kích thước, độ c/x và độ bóng yêu cầu.
7.1.2. Phân loại
Có 2 loại P2:
1) Gia công cắt gọt bằng tay (gia công nguội)
VD: Cưa, đục, dũa, đột lỗ, mài nghiền, cạo, đánh bóng,…
Đặc điểm: Năng suất thấp nhưng đạt độ chính xác cao
Dùng chủ yếu trong GC nguội để lắp ráp.
2) Gia công cắt gọt bằng máy
VD: Tiện, phay, bào, khoan, doa, mài, rà, nghiền, đánh bóng, …
Đặc điểm: NS rất cao, độ c/x và độ bóng khá. GC cắt gọt
được ứng dụng rộng rãi trong CN sửa chữa và lắp ráp.

Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
2
7.2. Nguyên lý cắt và dụng cụ cắt
7.2.1. Những khái niệm và định nghĩa cơ bản
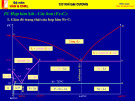
7.2.1.1. Những bề mặt trên phôi gia công
H. 7.1. Các bề mặt
Mặt chưa GC (1): Bề mặt thô.
Mặt đang GC (2): Bề mặt này có
ma sát lớn giữa dụng cụ GC và phôi.
Mặt đã GC (3): Bề mặt tinh.
1 2 3
7.2.1.2. Các định nghĩa trên dao tiện
1) Các bộ phận của dao
Đầu dao: Có các mặt dao, lưỡi
dao và góc dao. Đây là bộ phận cắt
gọt của dao.
Thân dao: Dùng để gá kẹp dao
vào máy và là phần dự trữ của dao.
2) Các bề mặt ở đầu dao
Mặt trước (1): Mặt thoát phoi
GC. Tại đây có ms rất lớn giữa dao
và phoi. Nếu hình dáng ko hợp lý
phoi ko thoát ra được.
4
5
6
H. 7.2. Các bm đầu dao
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
3
Mặt sau chính (2): Là mặt t/x của dao với mặt đang GC: Có ms
lớn giữa dao và mặt đang GC.
Mặt sau phụ (3): Là mặt t/x của dao với mặt đã GC. Mặt này có
ảnh hưởng lớn đến độ c/x và độ bóng của bm đã GC.
3) Các lưỡi của dao
Lưỡi cắt chính (4): Là giao tuyến của mặt (1) và mặt (2); luôn t/x
với mặt đang GC; Ảnh hưởng đến ms của dao với vật đang GC.
Lưỡi cắt phụ (5): Là giao tuyến của mặt (1) và mặt (3); Ảnh
hưởng lớn tới bm đã GC.
Lưỡi nối tiếp (mũi dao): Là giao điểm của (4) và (5); Đây là nơi
tập trung lực cắt. Lưỡi này mà cùn thì ko thể cắt được.
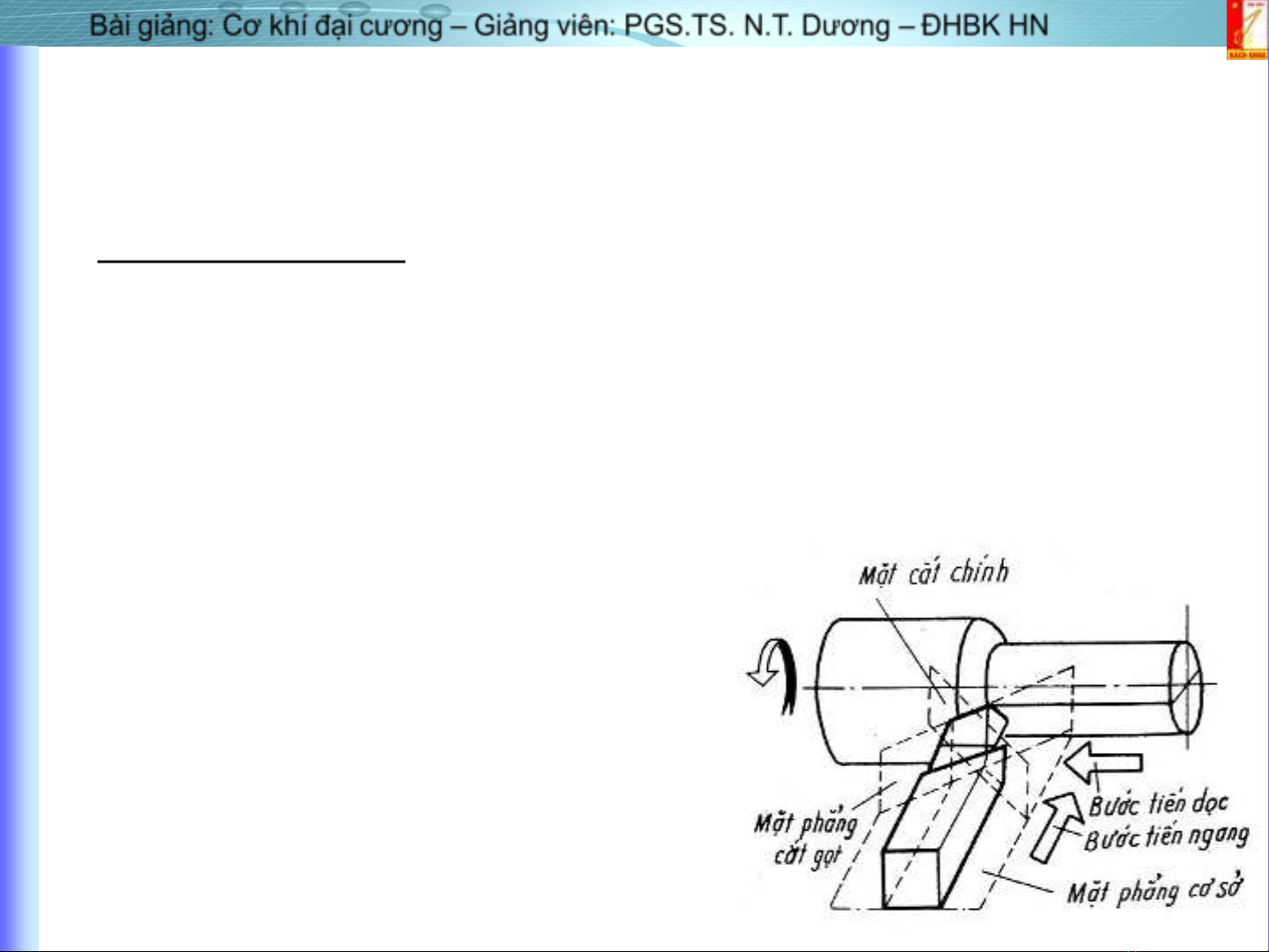
7.2.1.3. Các thông số hình học của dao
Mặt phẳng cắt gọt: Là mp tiếp
tuyến với bm đang GC và đi qua
lưỡi cắt chính.
Mặt phẳng cơ sở (mp đáy): Là
mp // với hướng chạy dao dọc và
hướng chạy dao ngang.
H. 7.3. Các mp của dao
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
4
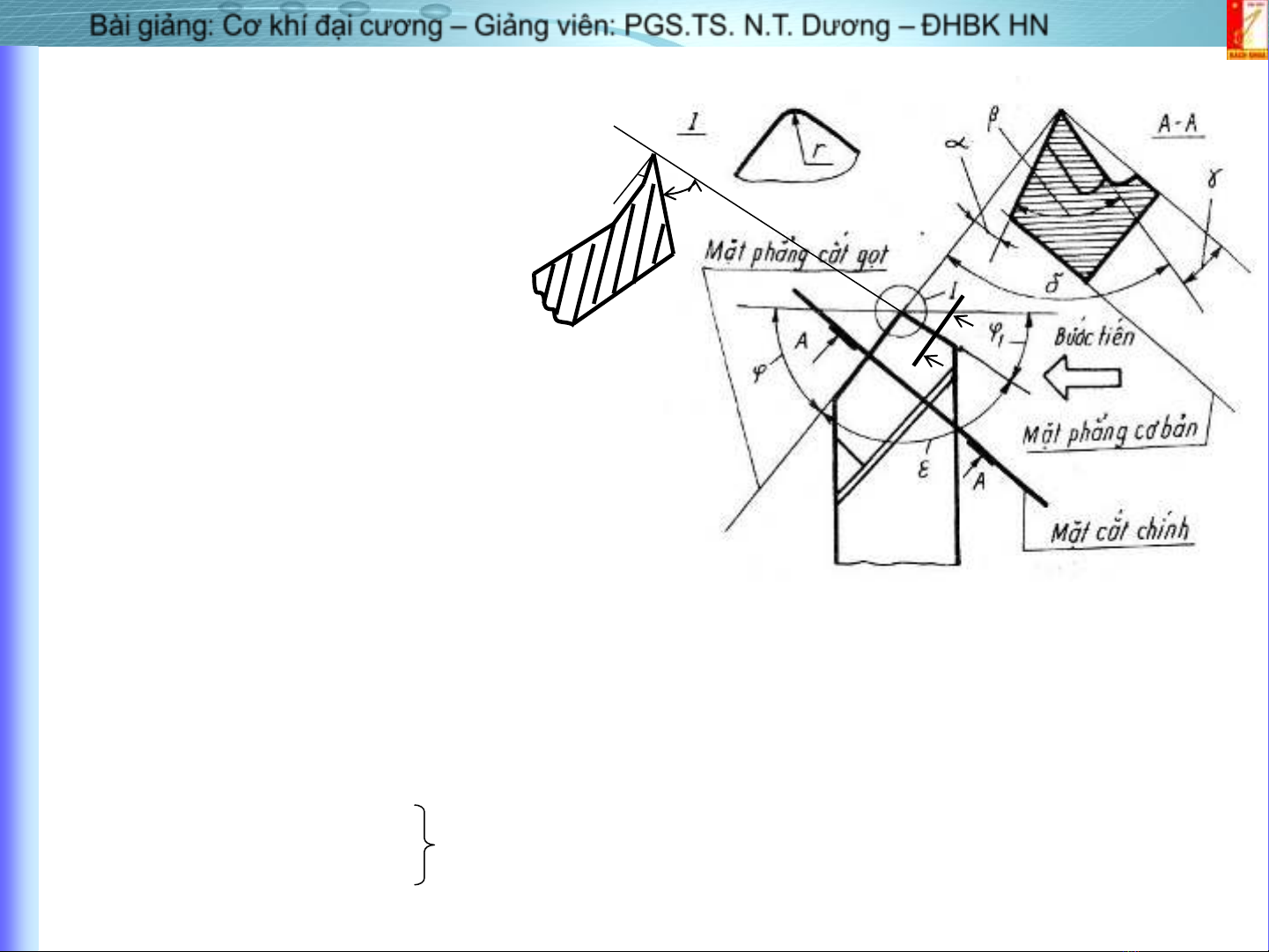
Tiết diện cắt chính A-A
lưỡi cắt chính.
H. 7.4. Các góc của dao
1
1
Tiết diện cắt phụ A1-A1
lưỡi cắt phụ.
Góc trước chính : Góc giữa
mặt trước và mp mp cắt gọt
và đi qua lưỡi cắt chính.
Dao nhọn, sắc; ms của
phoi t/x với mặt trước của dao
Lực cắt P , công cắt A
Công suất cắt N , dao yếu Chỉ
dùng khi GC tinh.
Góc sau chính : Góc giữa mặt sau
chính của dao với mặt phẳng cắt gọt.
ms của mặt sau và mặt đang GC ; Dao nhọn, sắc Lực cắt
P , công cắt A Công suất cắt N , dao yếu Dùng khi GC tinh.
Góc trước phụ 1
Góc sau phụ 1
Ảnh hưởng tới mặt đã gia công.
VD: 1 Ma sát Độ c/x và độ bóng GC .
A1
A1
A1-A1
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
Bài giảng: Cơ khí đại cương – Giảng viên: PGS.TS. N.T. Dương – ĐHBK HN
5
Góc sắc : Góc làm bởi mặt trước và mặt sau chính: + + = 90o.
Dao nhọn, sắc Lực cắt và công cắt ; Độ bóng và độ
c/x cao nhưng dao yếu Dùng khi GC tinh.
Góc nghiêng chính : Góc giữa lưỡi cắt chính và phương chạy dao.
Lực cản chạy dao Công suất chạy dao .
Góc nghiêng phụ 1: Góc giữa lưỡi cắt phụ và phương chạy dao S.
1 ms giữa mặt sau của dao và mặt đã GC Độ bóng
và độ c/x nhưng dao yếu Dùng khi GC tinh.
Góc đỉnh dao : Làm bởi mặt trước và mặt sau của dao.
+ 1 + = 180o. Khi Dao nhọn, sắc
Lực cắt và công cắt ; Độ bóng và độ c/x .
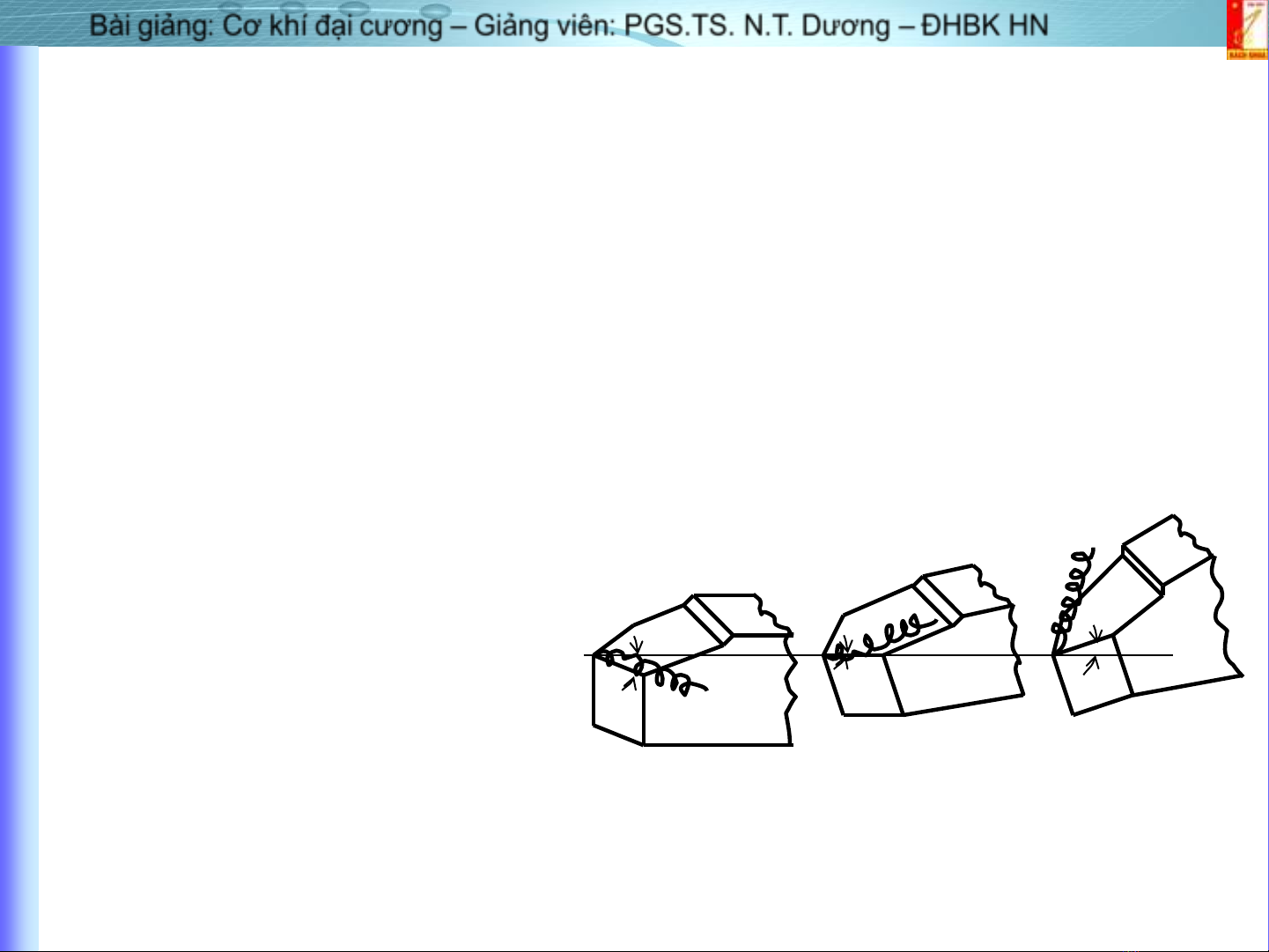
Góc nâng :
<0
=0
>0
H. 7.5. Góc nâng mũi dao
< 0: Phoi sẽ thoát về
mặt chưa công (phía trái)
Rất tốt (an toàn).
= 0: Phoi sẽ thoát về phía người
công nhân Nguy hiểm (ko tốt).
> 0: Phoi sẽ thoát về mặt đã gia công (phía tay phải) Độ c/x
và độ bóng Ko tốt.







![Bài tập tối ưu trong gia công cắt gọt [kèm lời giải chi tiết]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251129/dinhd8055/135x160/26351764558606.jpg)














