Ch ng 1ươ
KHU CH TÁN TRONG V T LI UẾ Ậ Ệ
Ch ng 2ươ
CHUY N BI N PHA TRONG V T LI UỂ Ế Ậ Ệ
Ch ng 3ươ
BI N D NG VÀ C LÝ TÍNH C A V T LI UẾ Ạ Ơ Ủ Ậ Ệ
Ch ng 4ươ
CÔNG NGH NHI T LUY NỆ Ệ Ệ
Ch ng 5ươ
HOÁ B N B M TỀ Ề Ặ
Ch ng 6ươ
ĂN MÒN KIM LO IẠ
Ch ng 7ươ
B O V B M T KIM LO IẢ Ệ Ề Ặ Ạ

Ch ng 4: CÔNG NGH NHI T LUY Nươ Ệ Ệ Ệ
4.1. M t s khái ni m c b n v nung ộ ố ệ ơ ả ề
thép.
4.1.1.Yêu c u đ i v i vi c nung thép.ầ ố ớ ệ
4.1.2.Phân lo i ph ng pháp.ạ ươ
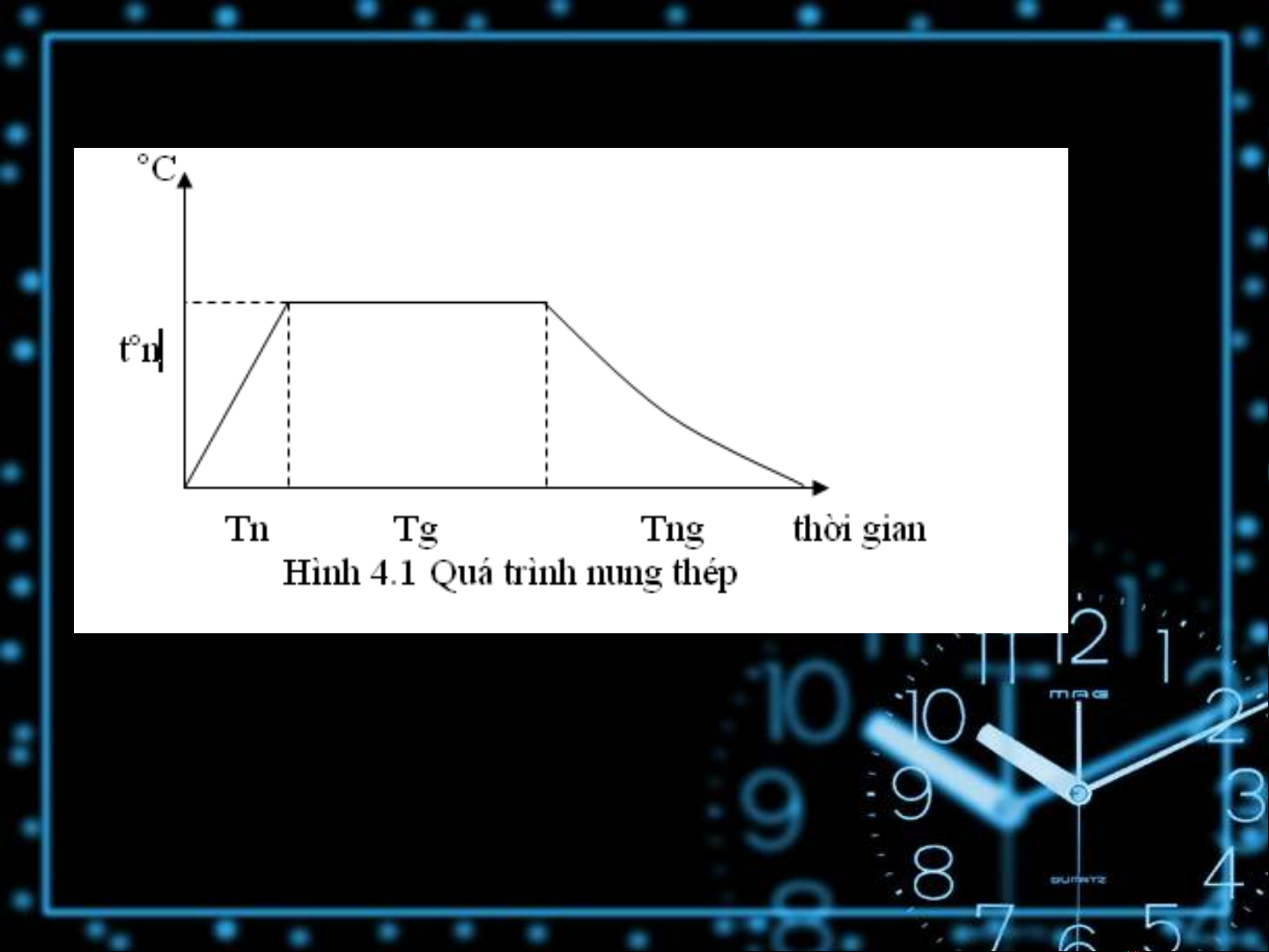
4.1.1.Yêu c u đ i v i vi c nung thépầ ố ớ ệ

4.1.2.Phân lo i ph ng phápạ ươ
Nhi t luy n thông th ng: Ch dùng nhi t ệ ệ ườ ỉ ệ
làm thay đ i tính ch t kim lo i nh : , ổ ấ ạ ư ủ
th ng hoá, tôi, ram.ườ
Hoá nhi t luy n: Dùng nhi t k t h p v i ệ ệ ệ ế ợ ớ
hoá ch t làm thay đ i tính ch t kim lo i ấ ổ ấ ạ
nh : th m các bon, th m Nit …ư ấ ấ ơ
C nhi t luy n: dùng nhi t k t h p v i ơ ệ ệ ệ ế ợ ớ
tác d ng c h c làm thay đ i tính ch t kim ụ ơ ọ ổ ấ
lo i nh : cán, rèn…ạ ư

4.2. và th ng hoá thépỦ ườ
4.2.1. Đ nh nghĩa và m c đích ị ụ ủ
1. Đ nh nghĩaị
2. M c đíchụ
4.2.2.Ph ng pháp ươ ủ
1. không có chuy n bi n pha(T < Ủ ể ế
Ac1).
a. non Ủ
b. k t tinh l iỦ ế ạ











![Ngân hàng trắc nghiệm Kỹ thuật lạnh ứng dụng: Đề cương [chuẩn nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251007/kimphuong1001/135x160/25391759827353.jpg)