§µo V¨n HiÖp
§iÒu khiÓn sè m¸y c«ng cô
(Bµi gi¶ng)
Hµ Néi, 8-2009

Môc lôc
Ch−¬ng 1: NhËp m«n ®iÒu khiÓn sè m¸y c«ng cô ................................................................. 1
1.1. Kh¸i qu¸t vÒ ®iÒu khiÓn qu¸ tr×nh c«ng nghÖ ............................................................ 1
1.1.1. §iÒu khiÓn qu¸ tr×nh c«ng nghÖ víi m¸y c«ng cô truyÒn thèng ........................................3
1.3.2. §iÒu khiÓn qu¸ tr×nh c«ng nghÖ víi m¸y tù ®éng..............................................................3
1.3.3. §iÒu khiÓn thÝch nghi qu¸ tr×nh c«ng nghÖ........................................................................4
1.2. C¸c d¹ng ®iÒu khiÓn tù ®éng m¸y c«ng cô.................................................................... 4
1.2.1. §iÒu khiÓn b»ng cam .........................................................................................................6
1.2.2. §iÒu khiÓn theo mÉu ..........................................................................................................6
1.2.3. §iÒu khiÓn nhê b¶ng c¾m ..................................................................................................7
1.2.4. §iÒu khiÓn theo ch−¬ng tr×nh sè ........................................................................................8
1.3. §iÒu khiÓn sè m¸y c«ng cô...................................................................................................... 8
1.3.1. Kh¸i niÖm ®iÒu khiÓn sè ....................................................................................................8
1.3.2. NC vµ CNC.......................................................................................................................13
1.3.4. Trung t©m gia c«ng CNC .................................................................................................17
1.3.5. §iÒu khiÓn sè trùc tiÕp .....................................................................................................20
1.4. LÞch sö ph¸t triÓn cña m¸y NC ............................................................................................ 22
1.4.1. Sù ra ®êi vµ ph¸t triÓn cña m¸y NC..................................................................................22
1.4.2. C¸c giai ®o¹n ph¸t triÓn ...................................................................................................25
1.5. C¸c −u, nh−îc ®iÓm cña m¸y CNC ....................................................................................... 26
1.5.1. C¸c −u ®iÓm cña m¸y CNC..............................................................................................27
1.5.2. C¸c nh−îc ®iÓm cña CNC ................................................................................................32
1.6. H−íng sö dông vµ ph¸t triÓn m¸y CNC ........................................................................... 33
1.6.1. Lùa chän vµ sö dông hîp lý m¸y CNC ............................................................................33
1.6.2. §iÒu khiÓn thÝch nghi m¸y CNC......................................................................................36
1.6.3. M¸y cã cÊu h×nh thay ®æi ®−îc........................................................................................41
Ch−¬ng 2: §Æc ®iÓm kÕt cÊu vµ ®iÒu khiÓn m¸y CNC........................................................ 45
2.1. Nguyªn t¾c ®iÒu khiÓn CNC................................................................................................... 45
2.1.1. C¸c ph−¬ng ph¸p néi suy .................................................................................................46
2.1.2. C¸c kiÓu ®iÒu khiÓn..........................................................................................................48
2.3. §Æc ®iÓm kÕt cÊu vµ ®iÒu khiÓn c¸c hÖ thèng ........................................................... 50
2.3.1. HÖ thèng ®iÒu khiÓn trôc chÝnh........................................................................................50
2.3.2. HÖ thèng ®iÒu khiÓn ch¹y dao..........................................................................................51
2.3.3. ThiÕt bÞ g¸ kÑp chi tiÕt......................................................................................................54
2.3.4. HÖ thèng thay dao tù ®éng...............................................................................................55
Ch−¬ng 3: C¬ së lËp tr×nh gia c«ng trªn m¸y CNC........................................................... 59
3.1. C¸c chÕ ®é lµm viÖc cña m¸y CNC..................................................................................... 59
3.2. C¬ së h×nh häc cña viÖc lËp tr×nh NC .............................................................................. 60
3.2.1. C¸c hÖ to¹ ®é....................................................................................................................60
3.2.2. Ph−¬ng ph¸p nhËp to¹ ®é .................................................................................................61
3.2.3. Quy ®Þnh gèc to¹ ®é ph«i (zero ph«i) ..............................................................................61
3.2.4. Bï th«ng sè dao................................................................................................................64
3.3. C¬ së c«ng nghÖ cña viÖc lËp tr×nh NC .......................................................................... 66
3.3.1. C¬ së c«ng nghÖ tiÖn........................................................................................................66
3.3.2. C¬ së c«ng nghÖ phay ......................................................................................................66
3.4. Nh÷ng vÊn ®Ò chung vÒ lËp tr×nh NC ............................................................................... 68
3.4.1. CÊu tróc cña ch−¬ng tr×nh NC..........................................................................................68
3.4.2. C¸c ph−¬ng ph¸p lËp tr×nh ...............................................................................................69
3.4.3. C¸c lo¹i ng«n ng÷ lËp tr×nh..............................................................................................73
Tµi liÖu tham kh¶o........................................................................................................................... 78

Ch−¬ng 1: NhËp m«n ®iÒu khiÓn sè m¸y c«ng cô
M¸y NC (Numerical Control Machine Tools) nÕu ®−îc dÞch mét c¸ch ®Çy ®ñ ph¶i lµ
m¸y c«ng cô ®iÒu khiÓn theo ch−¬ng tr×nh sè, nh−ng th−êng ®−îc gäi t¾t lµ m¸y c«ng cô
®iÒu khiÓn sè hoÆc m¸y NC. Tuy còng lµ mét lo¹i m¸y tù ®éng nh− nhiÒu thÕ hÖ m¸y tù
®éng tr−íc, m¸y NC cã nh÷ng tiÕn bé vÒ nÒn t¶ng c«ng nghÖ vµ tÝnh n¨ng. §Ó gióp b¹n
®äc hiÓu s©u s¾c h¬n vÒ b¶n chÊt cña NC, nh÷ng −u ®iÓm vµ øng dông cña m¸y NC, chóng
t«i ®iÓm qua vÒ vÊn ®Ò tù ®éng ho¸ qu¸ tr×nh c«ng nghÖ vµ vÒ m¸y tù ®éng nãi chung
tr−íc khi ®i vµo nh÷ng vÊn ®Ò cô thÓ cña m¸y NC.
1.1. Kh¸i qu¸t vÒ ®iÒu khiÓn qu¸ tr×nh c«ng nghÖ
§Ó ®¹t ®−îc kÕt qu¶ gia c«ng mong muèn, qu¸ tr×nh c«ng nghÖ (gia c«ng trªn m¸y
c«ng cô) cÇn ph¶i ®−îc ®iÒu khiÓn. Cã thÓ nãi lÞch sö ph¸t triÓn cña khoa häc c«ng nghÖ
chÕ t¹o m¸y g¾n liÒn víi lÞch sö ph¸t triÓn cña kü thuËt ®iÒu khiÓn m¸y c«ng cô. §iÒu
khiÓn m¸y c«ng cô ®−îc ®Þnh nghÜa lµ sù t¸c ®éng lªn c¸c c¬ cÊu cña m¸y ®Ó thùc hiÖn
qu¸ tr×nh c«ng nghÖ gia c«ng chi tiÕt ®¹t c¸c chØ tiªu kü thuËt, n¨ng suÊt vµ chi phÝ [7].
§iÒu khiÓn m¸y c«ng cô cã thÓ "b»ng tay" (do con ng−êi thùc hiÖn) hoÆc "tù ®éng", nghÜa
lµ kh«ng cã sù can thiÖp trùc tiÕp cña con ng−êi. T−¬ng øng víi 2 ph−¬ng ph¸p ®iÒu khiÓn
lµ 2 lo¹i m¸y: m¸y th«ng th−êng vµ m¸y tù ®éng.
M¸y th«ng th−êng (Conventional Machine Tools), ®«i khi cßn ®−îc gäi mét c¸ch
kh«ng thËt râ rµng lµ m¸y v¹n n¨ng (Universal Machine Tools hoÆc General Purpose
Machine Tools), lµ c¸c m¸y c«ng cô kh«ng ®−îc tù ®éng ho¸ hoÆc tù ®éng ho¸ ë møc rÊt
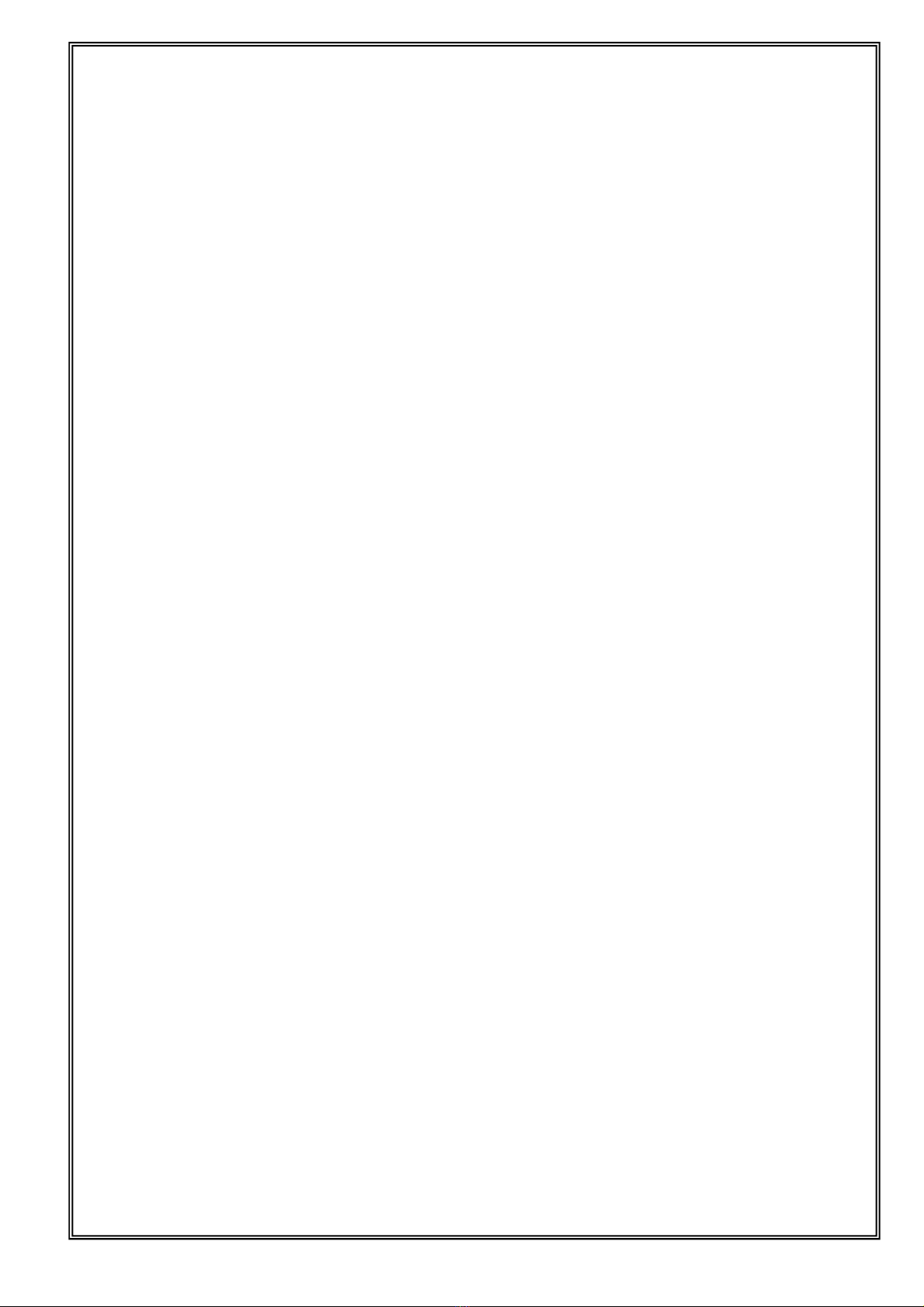
thÊp. MÆc dï ®· cã nh÷ng tiÕn bé v−ît bËc vÒ kÕt cÊu; cã thÓ ®¹t ®é chÝnh x¸c gia c«ng
cao (®Õn µm); tèc ®é lµm viÖc cao (3000 ÷ 4000v/ph) vµ kh¶ n¨ng c«ng nghÖ cao (gia
c«ng ®−îc nhiÒu d¹ng bÒ mÆt kh¸c nhau); c¸c tiÖn Ých sö dông ®−îc c¶i thiÖn (vÝ dô ®o,
hiÓn thÞ to¹ ®é vµ chu tr×nh gia c«ng d¹ng sè),... nh−ng vÒ nguyªn lý lµm viÖc vµ kÕt cÊu
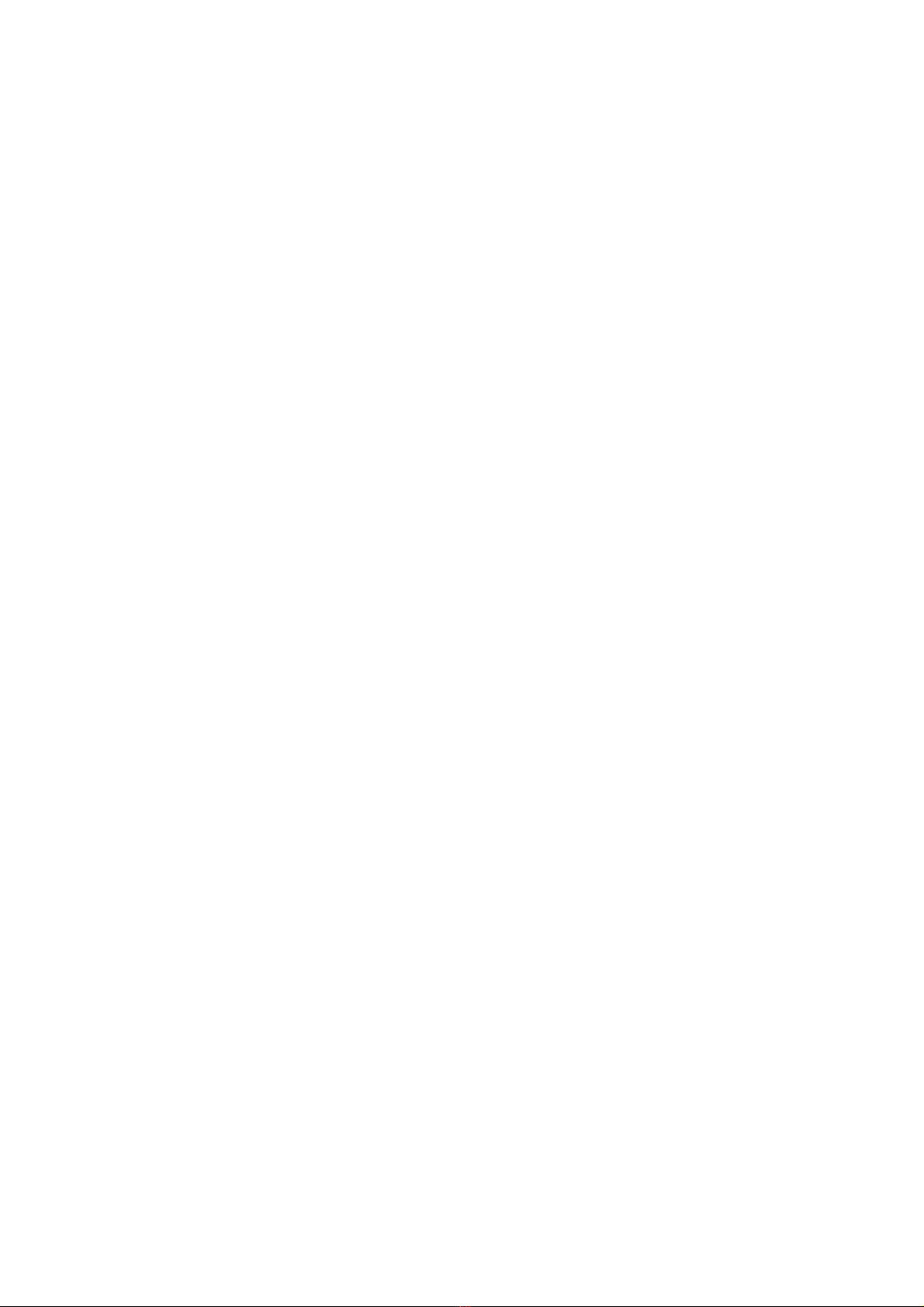
c¬ b¶n th× c¸c m¸y hiÖn ®¹i (h×nh 1.1) kh«ng cã g× kh¸c so víi m¸y cæ ®iÓn (h×nh 1.2). VÒ
b¶n chÊt, chóng ®Òu ®−îc ng−êi ®iÒu khiÓn trùc tiÕp. Ng−êi thî ®øng m¸y ph¶i trùc tiÕp
thùc hiÖn hÇu hÕt c¸c c«ng viÖc, tõ khi g¸ ph«i cho ®Õn khi hoµn thµnh nguyªn c«ng vµ th¸o
chi tiÕt khái m¸y. §ã lµ chuçi c¸c c«ng viÖc: g¸ ph«i, chän dao, ®Æt chÕ ®é c¾t, dÞch chuyÓn
dao, gi¸m s¸t qu¸ tr×nh vµ kiÓm tra kÕt qu¶ gia c«ng, th¸o chi tiÕt khái m¸y.
Trªn m¸y tù ®éng (Automated Machine Tools), mét sè chøc n¨ng ®−îc ®iÒu khiÓn tù
®éng. Tõ m¸y th«ng th−êng thµnh m¸y tù ®éng ®iÒu khiÓn sè hiÖn ®¹i, m¸y c«ng cô tr¶i
qua nhiÒu giai ®o¹n T§H. Tr−íc hÕt ng−êi ta −u tiªn T§H hÖ thèng chuyÓn ®éng t¹o h×nh,
sau ®ã lµ T§H c¸c hÖ thèng phô trî.
Ch−¬ng 1: NhËp m«n ®iÒu khiÕn sè m¸y c«ng cô 1
H×nh 1. 1: KÕt cÊu cña m¸y tiÖn hiÖn ®¹i
H×nh 1. 2: KÕt cÊu cña m¸y tiÖn cæ ®iÓn
Ch−¬ng 1: NhËp m«n ®iÒu khiÕn sè m¸y c«ng cô 2

![Giáo trình Sửa chữa máy phay (Nguội sửa chữa máy công cụ, Trình độ Trung cấp) - Trường Cao đẳng Hòa Bình Xuân Lộc [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2024/20241028/nienniennhuy00/135x160/7771730079741.jpg)




![Giáo trình Vận hành máy kéo nông nghiệp (Nghề Vận hành máy kéo nông nghiệp) - Trường Cao đẳng Cộng đồng Kon Tum [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2024/20240228/boghoado025/135x160/1491781884.jpg)








![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)