10/17/2020
1
FME
Chương 2 (tt):
CƠ SỞ THIẾT KẾ KHUÔN
TRÊN HỆ TÍCH HỢP CAD/CAE
CBGD: Nguyễn Văn Thành
E-mail: nvthanh@hcmut.edu.vn
Môn học: Thiếtkếkhuôn trên hệtích hợp CAD/CAE
FME
2
CHƯƠNG 2: CƠ SỞ THIẾT KẾ KHUÔN TRÊN HTH
Nội dung:
2.1. Xác định thông số miệng phun
2.2. Thiết kế hệ thống cấp nhựa
2.3. Cân bằng dòng
2.4. Tổng quan hệ thống làm nguội
2.5. Thiết kế hệ thống làm nguội
FME
3
2.3.1. Quá trình ép phun nhựa vào lòng khuôn
2.3.2. Khuôn nhiềusảnphẩm-Quátrìnhđiềnđầy
2.3.3. Khái niệm cân bằng dòng
2.3.4. Ảnh hưởng cân bằng dòng đếnchấtlượng
sảnphẩm
2.3.5. Các yếutốảnh hưởng đến cân bằng dòng
2.3. Cân bằng dòng
FME
4
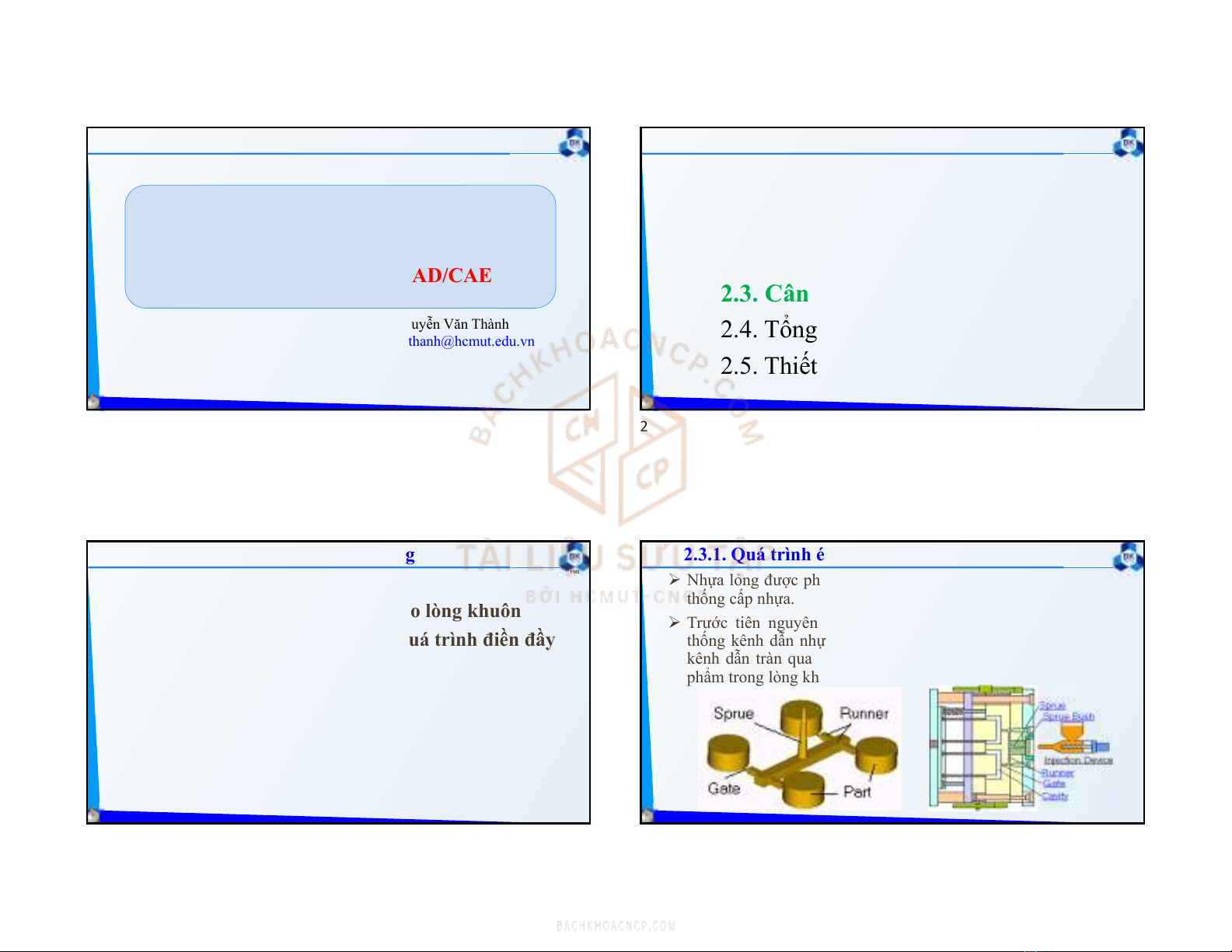
2.3.1. Quá trình ép phun nhựa vào lòng khuôn (1)
Nhựa lỏng được phun từ máy ép vào lòng khuôn phải đi qua hệ
thống cấp nhựa.
Trước tiên nguyên liệu nhựa được đổ đầy cuống phun và hệ
thống kênh dẫn nhựa dẫn đến lòng khuôn, sau đó nhựa lỏng từ
kênh dẫn tràn qua miệng phun vào lòng khuôn để tạo hình sản
phẩm trong lòng khuôn.
1 2
3 4
10/17/2020
2
FME
5
Nhựa chảy qua lõi giữa để làm đầy hệ thống cấp nhựa và điền
đầy lòng khuôn.
Nếu tốc độ phun tăng thì lớp nhựa đông cứng sẽ mỏng đi do
nhiệt ma sát sinh ra cao hơn, tương tự nhiệt độ khuôn cao cũng
làm giảm độ dày của lớp nhựa đông cứng.
Tuy nhiên nếu lớp nhựa đông cứng này quá dày, chúng sẽ làm
cho nghẽn dòng chảy, lòng khuôn sẽ không điền đầy hoặc điền
đầy không hoàn toàn.
2.3.1. Quá trình ép phun nhựa vào lòng khuôn (2)
FME
6
2.3.2. Khuôn nhiềusảnphẩm - Quá trình điềnđầy(1)
Ở khuôn nhiều KTH khác nhau (Family molds), chiều dài và
đường kính kênh dẫn là như nhau tính từ cuống phun đến
khoang tạo hình, thì khoang tạo hình có kích thước nhỏ sẽ điền
đầy trước và khoang tạo hình có kích thước lớn sẽ điền đầy sau.
Do vậy sau khi làm nguội, cơ tính và độ co rút của chúng khác
nhau. Ở loại khuôn này, các sản phẩm thường được yêu cầu phải
giống nhau về cơ tính, màu sắc, độ cong vênh… bởi vì chúng sẽ
được lắp ghép với nhau thành sản phẩm duy nhất.
Cho nên nếu không cân bằng dòng thì các sản
phẩm sẽ không đáp ứng được yêu cầu và chúng
sẽ trở thành phế phẩm.
FME
7
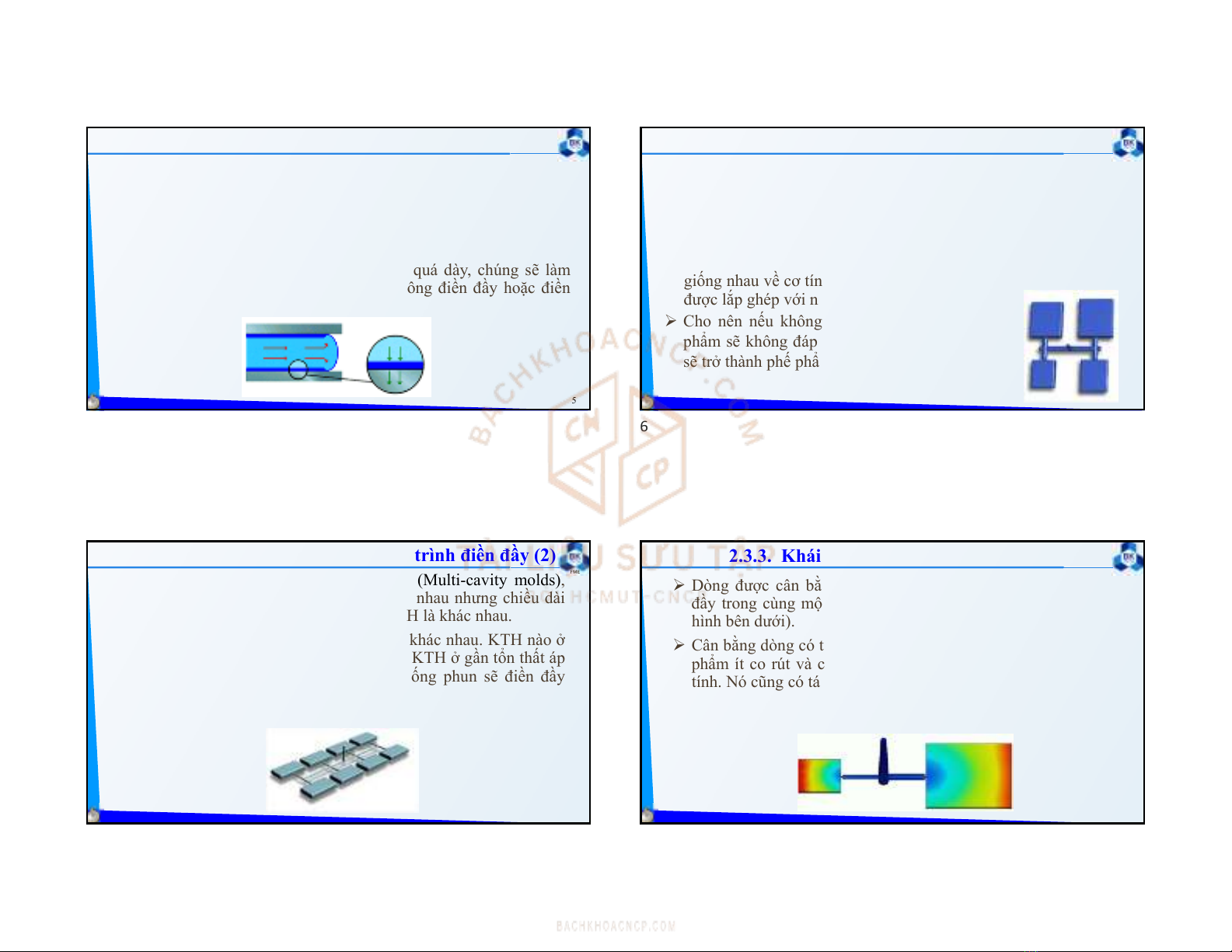
Đối với khuôn nhiều KTH giống nhau (Multi-cavity molds),
các KTH và đường kính kênh dẫn giống nhau nhưng chiều dài
kênh dẫn tính từ cuống phun đến các KTH là khác nhau.
Vì vậy sự tổn thất áp suất ở các KTH là khác nhau. KTH nào ở
xa cuống phun sẽ bị tổn thất áp suất lớn, KTH ở gần tổn thất áp
suất ít hơn, kết quả các KTH ở gần cuống phun sẽ điền đầy
trước, khoang tạo hình ở xa sẽ điền đầy sau. Do vậy cơ tính và
độ co rút của chúng sẽ khác nhau nên sản phẩm này cũng trở
thành phế phẩm.
2.3.2. Khuôn nhiềusảnphẩm - Quá trình điềnđầy(2)
FME
8
2.3.3. Khái niệmcânbằng dòng chảy(1)
Dòng được cân bằng khi các điểm cuối của dòng được điền
đầy trong cùng một thời gian và có cùng giá trị áp suất (xem
hình bên dưới).
Cân bằng dòng có tác dụng làm đồng đều các thớ, làm cho sản
phẩmítcorútvàcorútđồngđều,ítứngsuấtnộivàtăngcơ
tính. Nó cũng có tác dụng tiết kiệm vật liệu sử dụng.
Như vậy cân bằng dòng rất cần thiết và quan trọng trong thiết
kế khuôn.
5 6
7 8
10/17/2020
3
FME
9
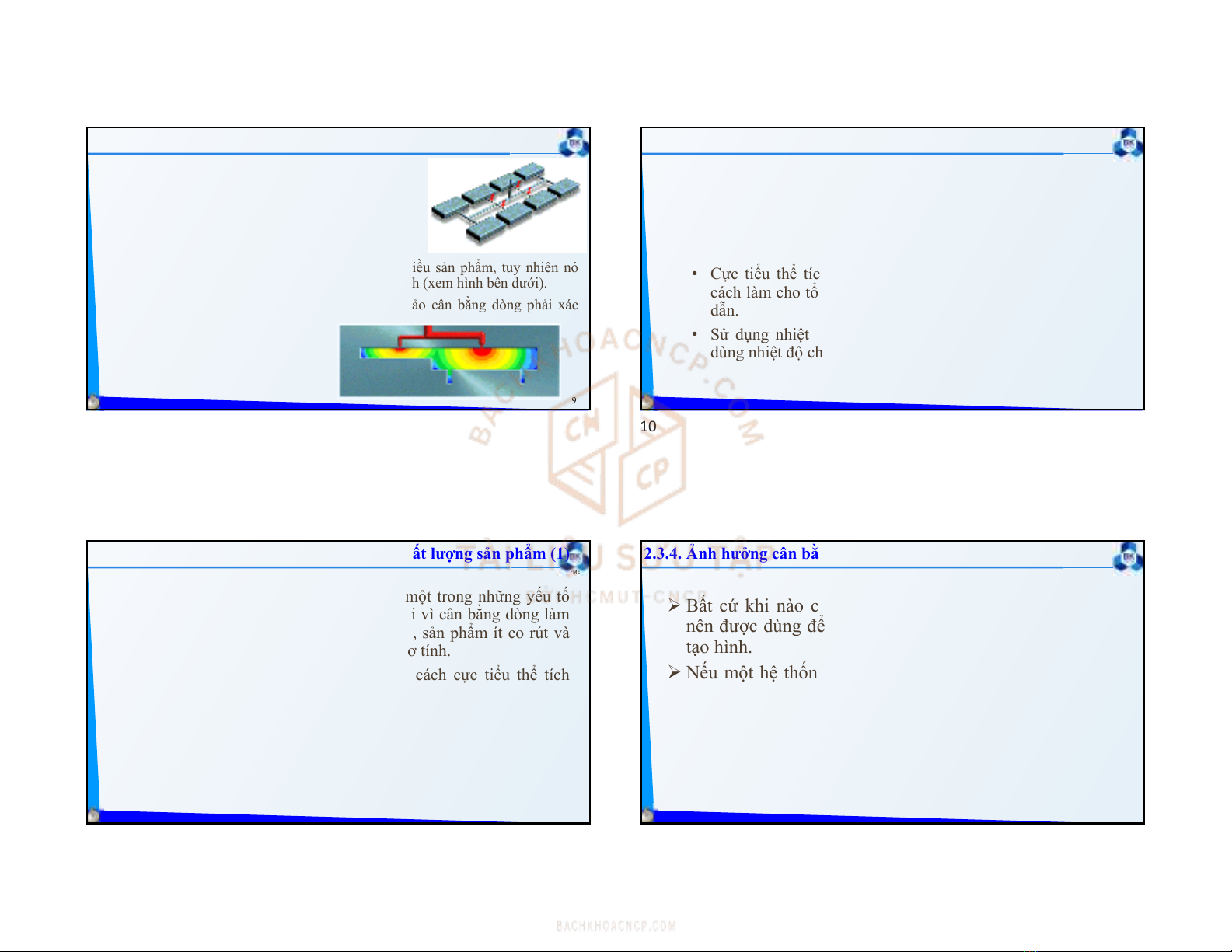
2.3.3. Khái niệmcânbằng dòng chảy(2)
Cân bằng dòng chủ yếu áp dụng cho khuôn nhiều sản phẩm, tuy nhiên nó
vẫn có thể được sử dụng cho một khoang tạo hình (xem hình bên dưới).
Trước khi thiết kế kích thước kênh dẫn đảm bảo cân bằng dòng phải xác
định trước:
•Chế độ ép phun,
•Vị trí miệng phun và
•Cấu hình lòng khuôn
Cân bằng dòng trong khuôn nhiều sản phẩm là sự
tính toán kích thước kênh dẫn trong giới hạn xác
định nhằm đảm bảo cho các khoang tạo hình điền
đầy trong cùng một thời gian và thể tích kênh dẫn
là nhỏ nhất. Như vậy vật liệu được tiết kiệm đáng
kể nhờ sử dụng một hệ thống kênh dẫn tốt.
FME
10
2.3.3. Khái niệmcânbằng dòng chảy(3)
Mục đích của cân bằng dòng là đạt được kích thước kênh dẫn
có các tính chất sau:
•Có sự tổn thất áp giống nhau ở tất cả các đường dẫn, để rồi
từ đó tất cả khoang tạo hình điền đầy trong cùng một thời
gian.
•Cực tiểu thể tích kênh dẫn theo thể tích lòng khuôn bằng
cách làm cho tổn thất áp lớn nhất có thể trên hệ thống kênh
dẫn.
•Sử dụng nhiệt ma sát để cực tiểu ứng suất mà không cần
dùng nhiệt độ chảy dẻo cao.
FME
11
2.3.4. Ảnh hưởng cân bằng dòng chảyđếnchấtlượng sảnphẩm(1)
Sự cân bằng dòng trong lòng khuôn là một trong những yếu tố
quyết định cho chất lượng sản phẩm. Bởi vì cân bằng dòng làm
đồng nhất về màu sắc, đồng đều các thớ, sản phẩm ít co rút và
co rút đồng đều, ít ứng suất nội và tăng cơ tính.
Đồng thời giúp tiết kiệm vật liệu bằng cách cực tiểu thể tích
kênh dẫn. Điều này có thể đạt được bằng cách thay đổi kích
thước và chiều dài kênh dẫn.
Sự thay đổi kích thước miệng phun có thể cho được một sự cân
bằng dòng. Tuy nhiên nó tác động lớn đến lớp đông cứng ở
miệng phun, gây tác động xấu cho sự đồng đều thớ của sản
phẩm.
FME
12
Bất cứ khi nào có thể, một hệ thống cân bằng tự nhiên
nên được dùng để cân bằng dòng nhựa chảy vào khoang
tạo hình.
Nếu một hệ thống kênh dẫn cân bằng tự nhiên là không
thực hiện được thì nên dùng hệ thống kênh dẫn được cân
bằng nhân tạo.
Sử dụng hệ thống kênh dẫn cân bằng không những tiết
kiệm thời gian tiền bạc mà còn cải thiện sự đồng đều thớ
cho sản phẩm.
2.3.4. Ảnh hưởng cân bằng dòng chảyđếnchấtlượng sảnphẩm(2)
910
11 12
10/17/2020
4
FME
13
2.3.5. Các yếutốảnh hưởng cân bằng dòng
Có rất nhiều yếu tố ảnh hưởng đến cân bằng dòng.
Có thể phân loại thành ba nhóm :
a) Hình học sản phẩm.
b) Cấu hình lòng khuôn.
c) Chế độ ép phun.
FME
14
a) Hình họcsảnphẩm(1):
Các yếu tố thuộc về hình học sản phẩm ảnh hưởng đến sự cân
bằng dòng trong lòng khuôn, quyết định vị trí, số lượng đường
hàn và sự định thớ cho sản phẩm hoặc gây ra rỗ khí, vết cháy...
Các sản phẩm có hình dạng tròn xoay, đối xứng sẽ dễ dàng
được điền đầy đồng đều từ miệng phun ở tâm hay trên trục đối
xứng, từ đó chúng được cân bằng dòng.
Đối với các hình dạng khác, cân bằng dòng còn phụ thuộc vào
vị trí, số lượng miệng phun và bề dày sản phẩm.
2.3.5. Các yếutốảnh hưởng cân bằng dòng
FME
15
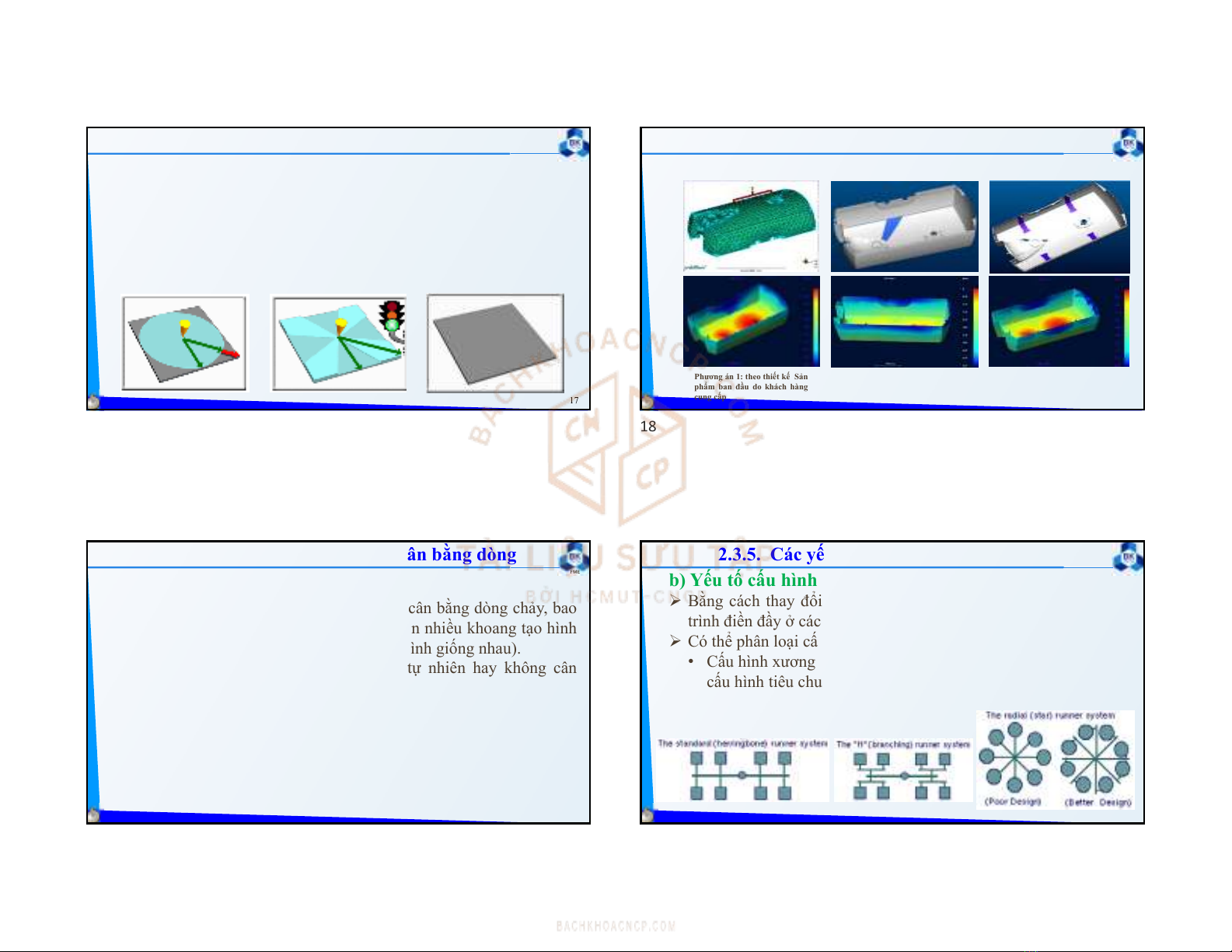
a) Hình họcsảnphẩm(2):
Ở hình bên cho thấy từ miệng phun có 3 dòng
chảy tiêu biểu đến thành khuôn được biểu diễn
bởi ba mũi tên màu đỏ.
Các dòng chảy này có chiều dài khác nhau, nếu
có chiều dài dòng chảy nào đó lớn gấp 3 - 4 lần
chiều dài dòng chảy khác thì sản phẩm này hầu
như không có khả năng cân bằng dòng.
Để cho chiều dài các dòng chảy này tương
đương nhau thì phải dùng nhiều miệng phun
phân bố lại các dòng chảy.
2.3.5. Các yếutốảnh hưởng cân bằng dòng
FME
16
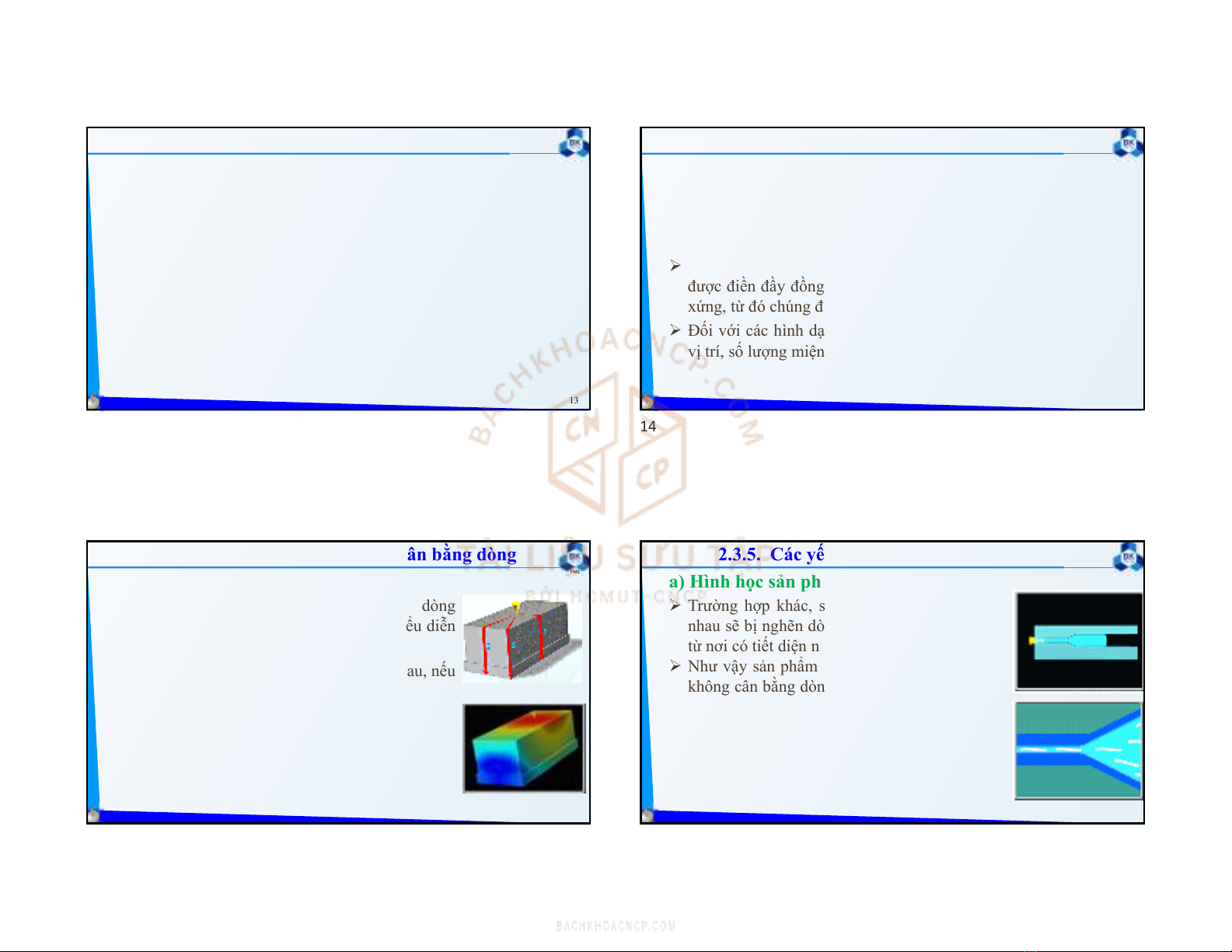
a) Hình họcsảnphẩm(3):
Trường hợp khác, sản phẩm có tiết diện khác
nhau sẽ bị nghẽn dòng nếu cho nhựa lỏng chảy
từ nơi có tiết diện nhỏ sang tiết diện lớn.
Như vậy sản phẩm sẽ không được điền đầy và
không cân bằng dòng. Sự nghẽn dòng khi nhựa
chảy từ tiết diện nhỏ sang tiết diện lớn là do
lớp nhựa đông đặc ở phần tiết diện nhỏ gây ra.
Lớp nhựa đông đặc này lớn, chiếm chỗ cả phần
lõi làm cho nhựa không thể chảy qua tiết diện
nhỏ để đến tiết diện lớn (xem hình bên).
2.3.5. Các yếutốảnh hưởng cân bằng dòng
13 14
15 16
10/17/2020
5
FME
17
a) Hình họcsảnphẩm(4):
Trong một số trường hợp sản phẩm có hình học phức tạp, không cân
bằng dòng thì phải tiến hành thay đổi thiết kế hình học của sản phẩm.
Như tăng hoặc giảm tiết diện một số vị trí của sản phẩm, có thể thiết kế
các gân để giảm sự cản dòng trên phần sản phẩm có gân.
Từ đó sản phẩm được điền đầy đồng đều, đạt được sự cân bằng dòng
trong lòng khuôn.
2.3.5. Các yếutốảnh hưởng cân bằng dòng
FME
18
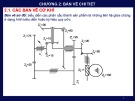
a) Hình họcsảnphẩm(5):Ví dụ
2.3.5. Các yếutốảnh hưởng cân bằng dòng
Phương án 1: theo thiếtkếSản
phẩmbanđầu do khách hàng
cung cấp
Phương án 2: mởdòng chéo từ
Miệng phun 1 tới vùng biên dày
củaSảnphẩm
Phương án 3 : mởdòng thẳng
góc từ2miệng phun tới vùng
biên Sảnphẩm
FME
19
b) Yếutốcấu hình lòng khuôn (1):
2.3.5. Các yếutốảnh hưởng cân bằng dòng
Yếu tố khuôn ảnh hưởng rất lớn đến sự cân bằng dòng chảy, bao
gồm có các yếu tố như loại khuôn (khuôn nhiều khoang tạo hình
khác nhau hay khuôn nhiều khoang tạo hình giống nhau).
Cấu hình lòng khuôn (dạng cân bằng tự nhiên hay không cân
bằng tự nhiên), kích thước kênh dẫn...
Trong đó kích thước kênh dẫn ảnh hưởng lớn nhất đến sự cân
bằng dòng chảy của lòng khuôn. Bởi vì kênh dẫn ảnh hưởng lớn
nhất đến sự tổn thất áp suất trên hệ thống cấp nhựa và nó quyết
định thời gian điền đầy khuôn.
FME
20
b) Yếutốcấu hình lòng khuôn (2):
2.3.5. Các yếutốảnh hưởng cân bằng dòng
Bằng cách thay đổi kích thước kênh dẫn, có thể điều khiển quá
trình điền đầy ở các lòng khuôn để đạt được sự cân bằng dòng.
Có thể phân loại cấu hình lòng khuôn theo 3 dạng cơ bản:
•Cấu hình xương cá (herring bone –xương cá), hay còn gọi là
cấu hình tiêu chuẩn.
•Cấu hình chữ “H” (branding).
•Cấuhìnhhìnhsao(star).
17 18
19 20














![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)