Ch ng V:ươ
DUNG SAI L P GHÉP M T S M I GHÉP Đ CẮ Ộ Ố Ố Ặ
BI T VÀ TRUY N Đ NG BÁNH RĂNGỆ Ề Ộ
5.1 Dung sai l p ghép lănắ ổ
5.1.1 C p chính xác lănấ ổ
1. Có bao nhiêu c p chính xác lăn? M i quan h gi a c p chính xác c a lăn và giáấ ổ ố ệ ữ ấ ủ ổ
c ?ả
2. ng d ng c a các c p chính xác c a lăn?Ứ ụ ủ ấ ủ ổ
3. Ký hi u lăn?ệ ổ
4. L p ghép lăn nh th nào? Có l u ý gì khi l p ghép lăn?ắ ổ ư ế ư ắ ổ
45
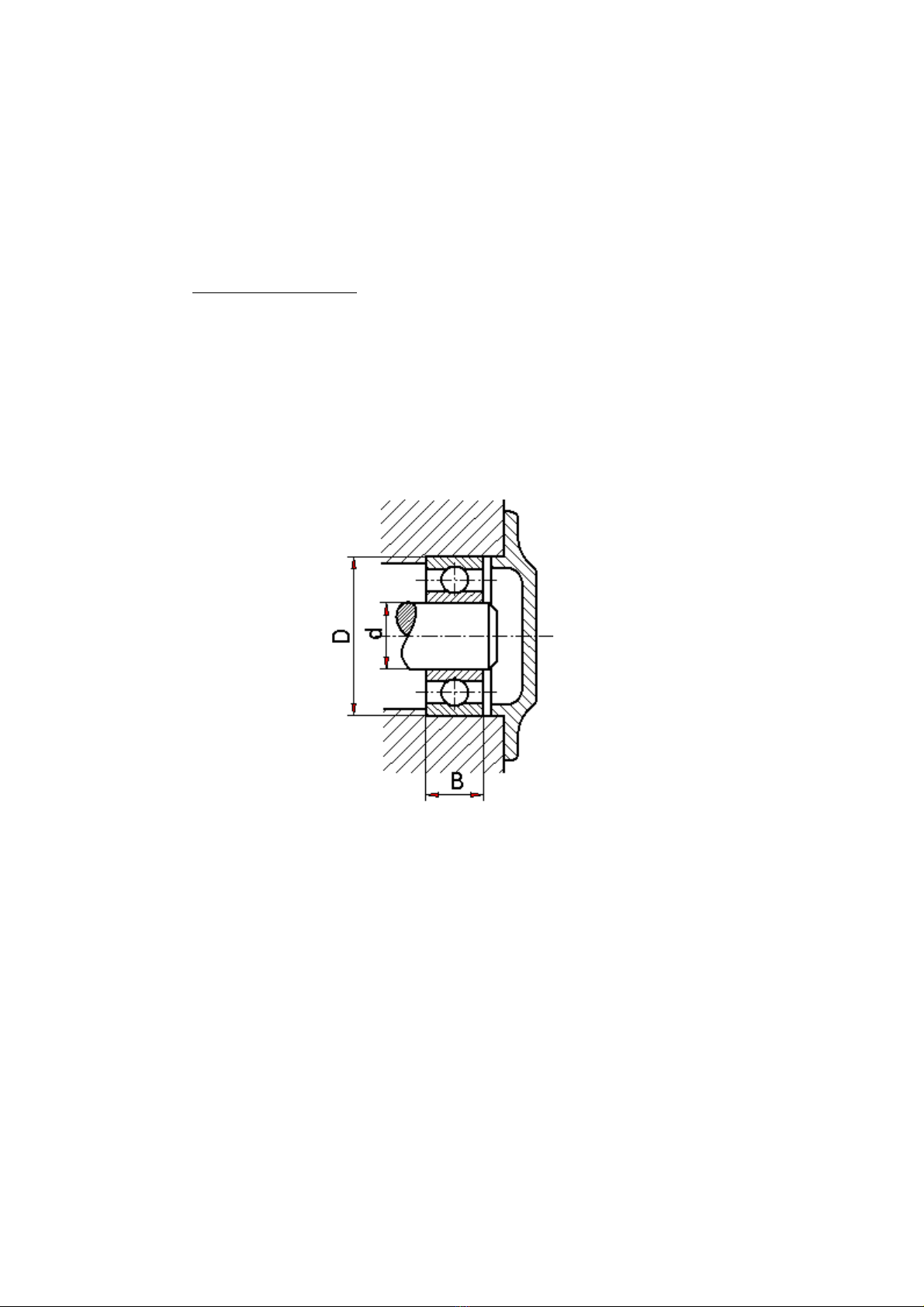
5.1.2 Đ c tính t i tr ng và d ng t i tr ngặ ả ọ ạ ả ọ
- Ch n đ c ki u l p cho t c là l a ch n mi n dung sai kích th c tr c và l thânọ ượ ể ắ ổ ứ ự ọ ề ướ ụ ỗ
h p. Đ ch n đ c ki u l p tr c v i vòng trong và l h p v i vòng ngoài ph thu cộ ể ọ ượ ể ắ ụ ớ ỗ ộ ớ ụ ộ
ch y u vào đ c tính và d ng t i tr ng tác d ng lên các vòng c a lăn. ủ ế ặ ạ ả ọ ụ ủ ổ
- Đ c tính t i tr ng: 2 lo iặ ả ọ ạ
+ T i tr ng va đ p và rung đ ng v a ph i, quá t i trong m t th i gian ng n t i 150%ả ọ ậ ộ ừ ả ả ộ ờ ắ ớ
so v i t i tr ng tính toán. Kớ ả ọ σ = 1,5
+ T i tr ng va đ p và rung đ ng l n, quá t i t i 300% so v i t i tr ng tính toán. Kả ọ ậ ộ ớ ả ớ ớ ả ọ σ
≥1,5
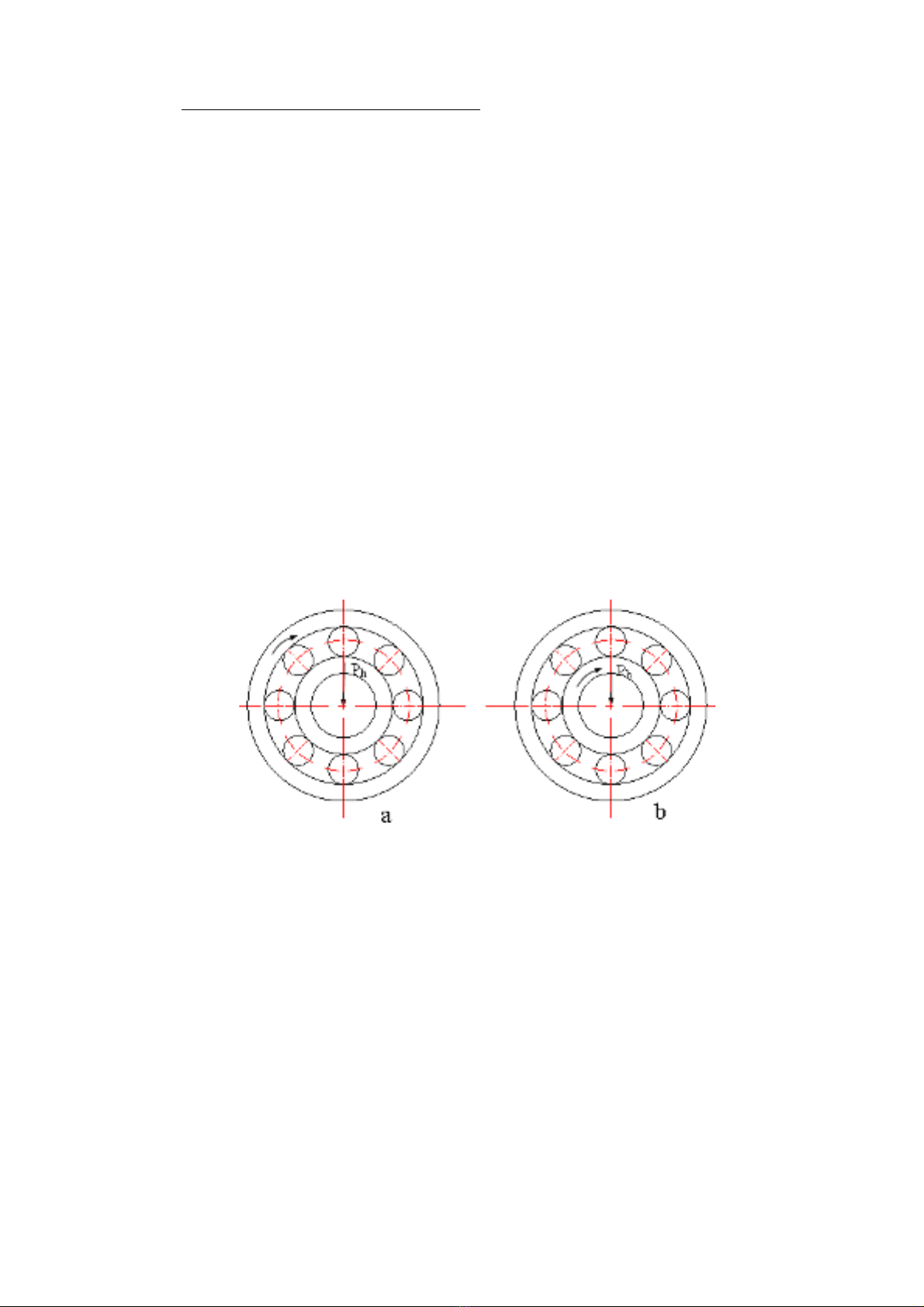
- D ng t i tr ng tác d ng lên các vòng c a lăn bao g m 3 d ng: D ng t i tr ng c cạ ả ọ ụ ủ ổ ồ ạ ạ ả ọ ụ
b , chu kỳ và dao đ ng.ộ ộ
+) D ng t i c c b : Vòng ch u t i c c b là lúc nó c đ nh và ch u tác d ng c aạ ả ụ ộ ị ả ụ ộ ố ị ị ụ ủ
m t l c h ng tâm c đ nh v ph ng, chi u và đ l n. Ho c khi nó quay ch u tác d ngộ ự ướ ố ị ề ươ ề ộ ớ ặ ị ụ
c a l c h ng tâm quay cùng t c đ .ủ ự ướ ố ộ
Khi đó ch có m t ph n nh đ ng lăn ch u t i và truy n t i trong đó cho m t ph nỉ ộ ầ ỏ ườ ị ả ề ả ộ ầ
t ng ng c a b m t l p ghép.ươ ứ ủ ề ặ ắ
Hình 5.2 D ng t i c c bạ ả ụ ộ
Hình 5.2.a) - vòng trong ch u t i c c b hình 5.2.b) - vòng ngoài ch u t i c c bị ả ụ ộ ị ả ụ ộ
+) D ng t i chu kỳ: Vòng ch u t i chu kỳ là lúc nó ch u m t l c h ng tâm l nạ ả ị ả ị ộ ự ướ ầ
l t tác d ng lên kh p đ ng lăn c a và truy n t i tr ng đó l n l t lên kh p b m tượ ụ ắ ườ ủ ổ ề ả ọ ầ ượ ắ ề ặ
l p ghép.ắ
hình a) vòng ngoài ch u t i chu kỳ ị ả
hình b) vòng trong ch u t i chu kỳ ị ả
46
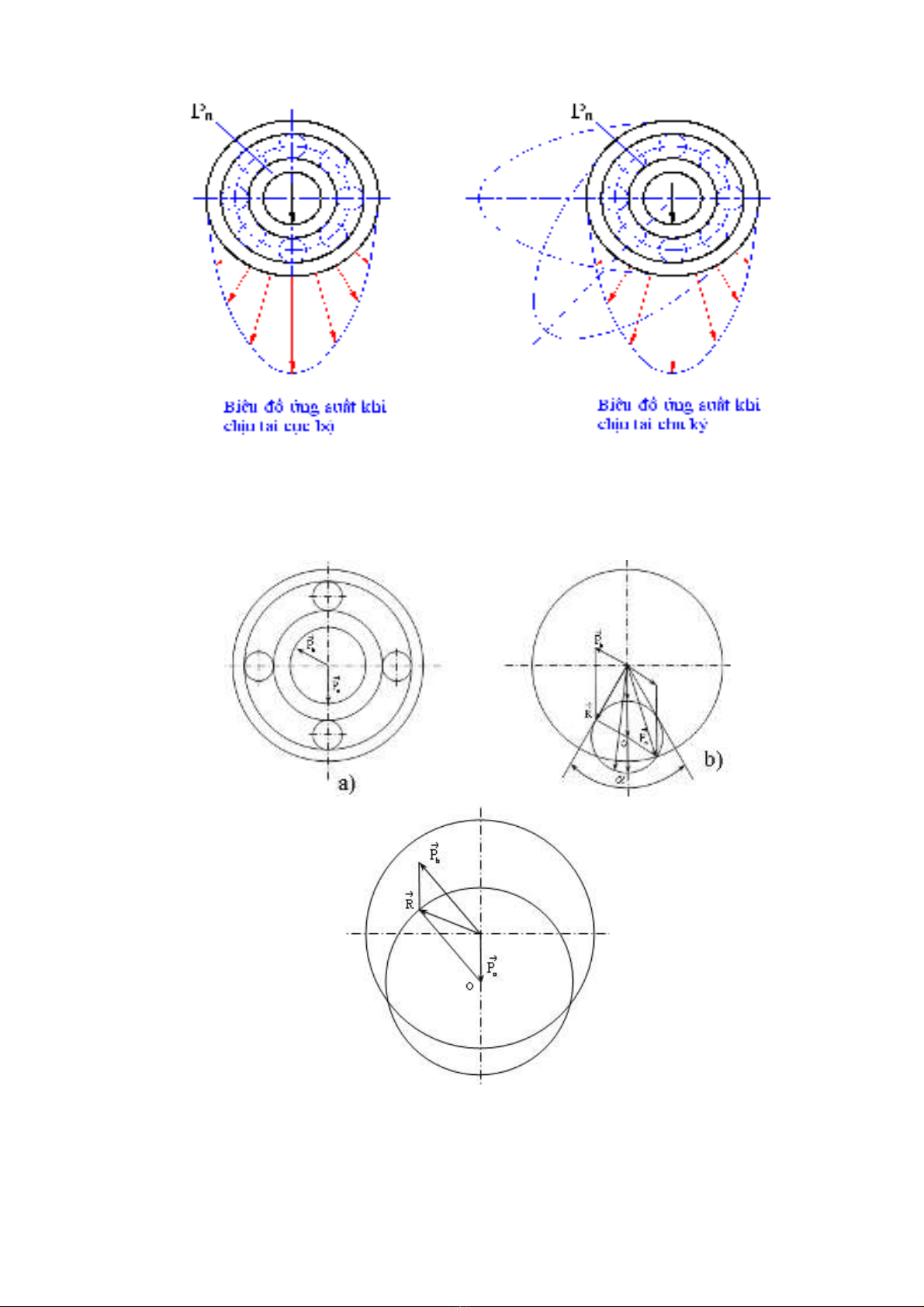
Hình 5.3 Bi u đ ng su t khi lăn ch u t i c c b và ch u t i chu kỳể ồ ứ ấ ổ ị ả ụ ộ ị ả
+) D ng t i dao đ ng: Vòng ch u t i dao đ ng khi nó ch u m t l c h ng tâm tácạ ả ộ ị ả ộ ị ộ ự ướ
d ng lên m t ph n đ ng lăn, nh ng l c đó có ph ng chi u dao đ ng trong ph nụ ộ ầ ườ ư ự ươ ề ộ ầ
đ ng lăn y theo chu kỳ quay c a l c.ườ ấ ủ ự
Hình 5.4 Bi u đ ng su t c a lăn khi ch u t i dao đ ngể ồ ứ ấ ủ ổ ị ả ộ
Gi s vòng lăn ch u hai t i tr ng h ng tâm Pn c đ nh và Pb quay. X y ra haiả ử ị ả ọ ướ ố ị ẩ
tr ng h p.ườ ợ
- N u Pn > Pb: T ng h p hai t i tr ng đó l i thành l c ế ổ ợ ả ọ ạ ự
R
khi
bP
quay mút c a l củ ự
t ng h p ổ ợ
R
s v ch ra m t vòng tròn tâm O (là mút c a ẽ ạ ộ ủ
nP
) và bán kính là tr s c a Pbị ố ủ
47
g c trùng v i ố ớ
bP
và
nP
). Vì Pn > Pb nên g c c a ố ủ
R
n m ngoài vòng tròn tâm O và doằ
đó t i th i đi m b t kỳ ph ng tác d ng c a ạ ờ ể ấ ươ ụ ủ
R
ch n m trong gi i h n góc ỉ ằ ớ ạ α mà thôi.
Do đó đ i v i vòng quay ch u t i chu kỳ. Còn vòng c đ nh ch u t i h n ch trong ph nố ớ ị ả ố ị ị ả ạ ế ầ
đ ng lăn gi i h n b i góc ườ ớ ạ ở α, nh ng vì ư
bP
quay nên
R
có ph ng dao đ ng trong gócươ ộ
α l y và vòng đó ch u t i dao đ ng.ấ ị ả ộ
- N u Pn < Pb: ế
Khi đó g c ố
R
n m trong vòng tròn O và góc ằα = 3600
Lúc này t i tr ng t ng h p ả ọ ổ ợ
R
có ph ng, chi u tác d ng theo m i h ng. Vì v yươ ề ụ ọ ướ ậ
vòng c đ nh s ch u t i chu kỳ.ố ị ẽ ị ả
Vòng quay n u quay cùng t c đ v i Pb s ch u t i tr ng c c b nh ng t i tr ngế ố ộ ớ ẽ ị ả ọ ụ ộ ư ả ọ
này s luôn thay đ i v ph ng, chi u và tr s .ẽ ổ ề ươ ề ị ố
5.1.3 - Ch n ki u l p cho lăn:ọ ể ắ ổ
1. Có m y cách đ ch n ki u l p cho lăn? Đ c đi m c a t ng cách?ấ ể ọ ể ắ ổ ặ ể ủ ừ
2. Làm th nào đ ch n lăn theo d ng t i tr ng?ế ể ọ ổ ạ ả ọ
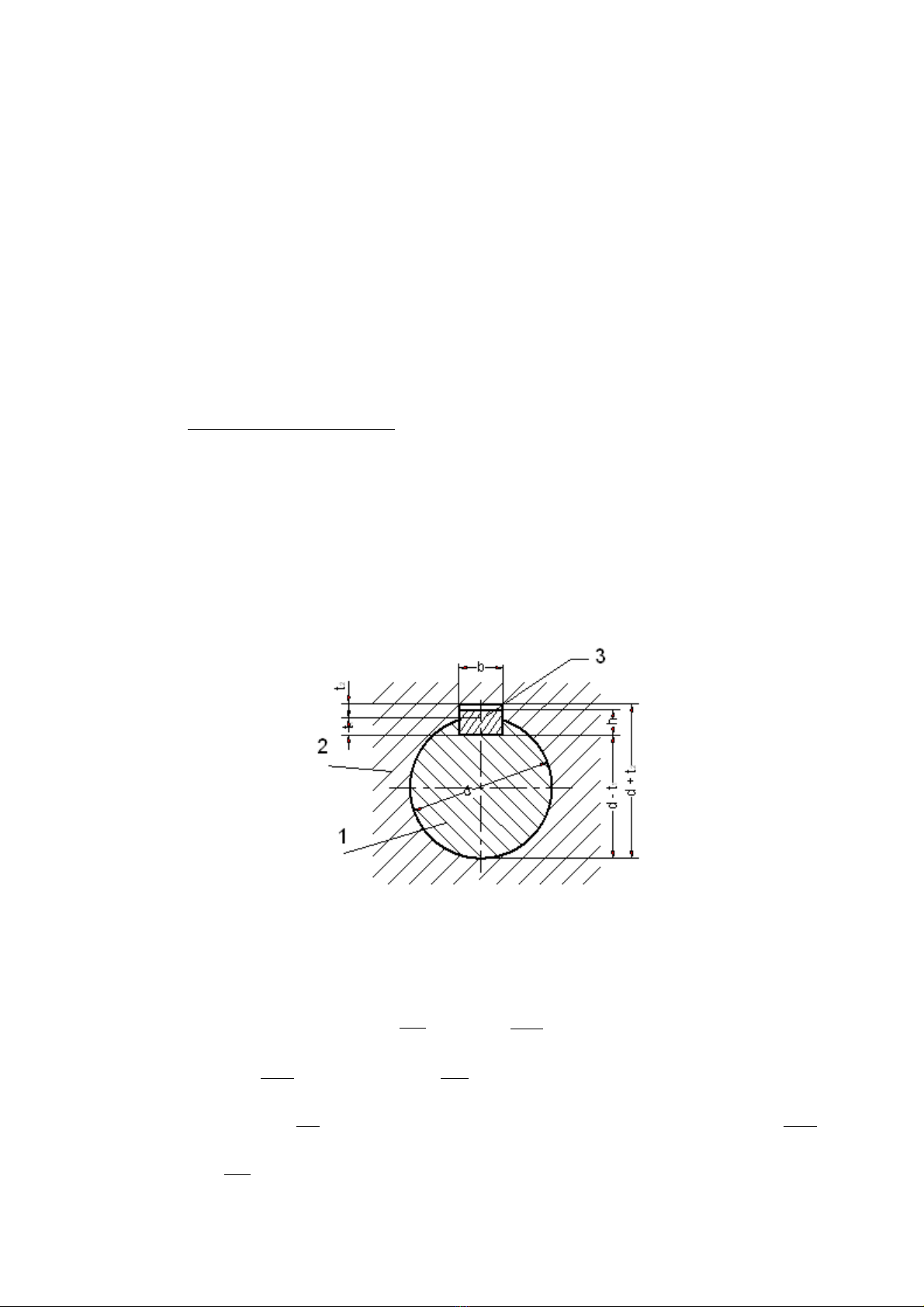
5.2 - Dung sai l p ghép thenắ
1. ng d ng c a m i ghép then? Có nh ng lo i then nào?Ứ ụ ủ ố ữ ạ
Hình 5.5 M i ghép then b ngố ằ
2. Then đ c l p ghép theo kích th c nào?ượ ắ ướ
3. Mi n dung sai kích th c b c a then đ c ch n là h9. Ki u l p thông d ng trong s nề ướ ủ ượ ọ ể ắ ụ ả
xu t hàng lo t then l p v i tr c là ấ ạ ắ ớ ụ
9
9
h
N
, v i b c ớ ạ
9
9
h
J
s
. N u chi u dài then l n thì then l pế ề ớ ắ
v i rãnh b c theo ớ ạ
9
10
h
D
và v i rãnh tr c ớ ụ
9
9
h
H
. Trong s n xu t đ n chi c thì then có thả ấ ơ ế ể
l p v i rãnh tr c theo ắ ớ ụ
9
9
h
P
, đ i v i then d n h ng thì then l p v i rãnh b c theo ố ớ ẫ ướ ắ ớ ạ
9
10
h
D
và
v i rãnh tr c ớ ụ
9
9
h
N
.
48
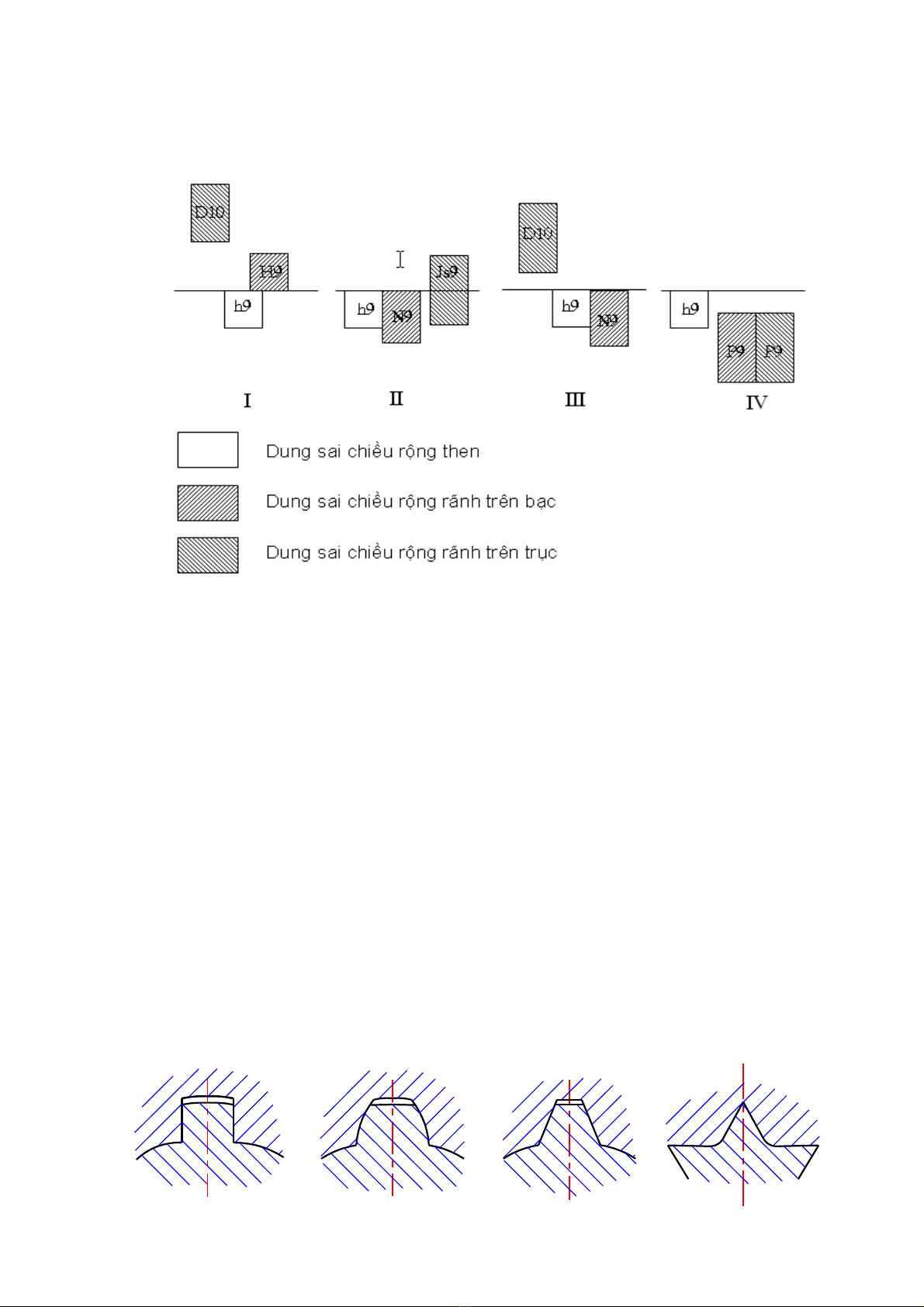
* L a ch n m i ghép thenự ọ ố
- Tùy theo ch c năng c a m i ghép then mà có th l a ch n ki u l p tiêu chu n nhứ ủ ố ể ự ọ ể ắ ẩ ư
sau:
Hình 5.6 Các ki u l p tiêu chu n c a m i ghép thenể ắ ẩ ủ ố
+) Hình I - s d ng khi m i ghép then có chi u dài l n l > 2d. Khi đó then có đử ụ ố ề ớ ộ
h v i rãnh tr c và rãnh b c. Đ h c a l p ghép nh m b i th ng cho sai s v trí rãnhở ớ ụ ạ ộ ở ủ ắ ằ ồ ườ ố ị
then.
+) Hình II - s d ng khi c đ nh b c l p trên tr c. Then l p có đ dôi l n v i tr cử ụ ố ị ạ ắ ụ ắ ộ ớ ớ ụ
và có đ dôi nh v i b c đ tháo l p d dàng.ộ ỏ ớ ạ ể ắ ễ
+) Hình III - s d ng đ i v i then d n h ng, b c di tr t d c tr c. Khi đó thenử ụ ố ớ ẫ ướ ạ ượ ọ ụ
l p v i b c có đ h l n, đ m b o cho b c di tr t d c tr c d dàng.ắ ớ ạ ộ ở ớ ả ả ạ ượ ọ ụ ễ
+) Hình IV - g i là ki u l p “t c” dùng khi ch u l c đ i chi u, ch u t i l n.ọ ể ắ ứ ị ự ổ ề ị ả ớ
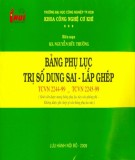
5.3 - Dung sai l p ghép then hoaắ
-M i ghép then hoa có ch c năng gi ng nh v i m i ghép then b ngố ứ ố ư ớ ố ằ
nh ng đ c s d ng hi u qu khi c n truy n mômen xo n l n và yêu c u đ chính xácư ượ ử ụ ệ ả ầ ề ắ ớ ầ ộ
đ nh tâm cao gi a các chi ti t l p ghép.ị ữ ế ắ
-M i ghép then hoa có nhi u lo i: then hoa d ng răng ch nh t (s d ngố ề ạ ạ ữ ậ ử ụ
ph bi n nh t), răng thân khai, răng hình thang và răng tam giác. ổ ế ấ
49
![Bảng tra dung sai lắp ghép Lê Hoàng Lâm: [Thêm từ mô tả phù hợp]](https://cdn.tailieu.vn/images/document/thumbnail/2022/20221205/camtucau205/135x160/9731670233749.jpg)













![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)