Câu 1: Quá trình s n su t, quá trình công ngh , quy trình công nghả ấ ệ ệ :
A ) Quá trình s n xu tả ấ : Là quá trình tác đ ng tr c ti p c a con ng i thôngộ ự ế ủ ườ
qua công c s n su t nh m bi n đ i tài nguyên thiên nhiên ho c bán thànhụ ả ấ ằ ế ổ ặ
ph m thành s n ph m đáp ng cho yêu c u xã h i.ẩ ả ẩ ứ ầ ộ
Nó yêu c u nhi u giai đo n. M i giai đo n là m t công đo n. M i phânầ ề ạ ỗ ạ ộ ạ ỗ
x ng, b ph n... làm nh ng công vi c chuyên môn khác nhau.ưở ộ ậ ữ ệ
Quá trình x n xu t đ c chia ra làm các công đo n nh theo m t quá trìnhả ấ ượ ạ ỏ ộ
công ngh .ệ
B) Quá trình công nghệ: Là m t ph n c a quá trình s n xu t, tr c ti p làmộ ầ ủ ả ấ ự ế
thay đ i tr ng thái tính ch t c a quá trình s n xu t.ổ ạ ấ ủ ả ấ
Nó bao g m các quá trình nh : ồ ư
Quá trình công ngh ch t o phôi: Hình thành kích th c phôi t v t li uệ ế ạ ướ ừ ậ ệ
b ng các ph ng pháp khác nhau.ằ ươ
Quá trình công ngh gia công c : Làm thay đ i tr ng thái, c lý l p bệ ơ ổ ạ ơ ớ ề
m t ặ
Quá trình công ngh nhi t luy n: Làm thay đ i v tính ch t c lý v t li u ệ ệ ệ ổ ề ấ ơ ậ ệ
Quá trình công ngh l p ráp: T o thành s n ph m hoàn thi n thông quaệ ắ ạ ả ẩ ệ
m i ghép l p ráp.ố ắ
Ph i phù h p v ch t l ng và năng su t.ả ợ ề ấ ượ ấ
C ) Quy trình công nghệ : là m t ph n c a quá trình s n xu t làm thay đ iộ ầ ủ ả ấ ổ
tr ng thái đ i t ng theo 1 th t ch t ch b ng công ngh nh t đ nh r i ghiạ ố ượ ứ ự ặ ẽ ằ ệ ấ ị ồ
thành văn ki n thì văn ki n đó g i là QTCN bao gôm :ệ ệ ọ
Nguyên công , gá , v trí , b c và đ ng tácị ướ ộ
Câu 2 : Thành ph m c a quy trìnhầ ủ
công nghệ:
Quy trình công ngh bao g m :ệ ồ
- Nguyên công : là m t ph n c aộ ầ ủ
quá trình công ngh d c hoàng thànhệ ượ
liên t c t i m t ch làm vi c do 1 ho c 1 nhóm công nhân th c hi n.ụ ạ ộ ỗ ệ ặ ự ệ
- N u thay đ i 1 trongế ổ
các đi u ki n nh : tínhề ệ ư
làm vi c liên t c ho cệ ụ ặ
ch làm vi c thì ta đãỗ ệ
chuy n sang 1 nguyênể
công khác
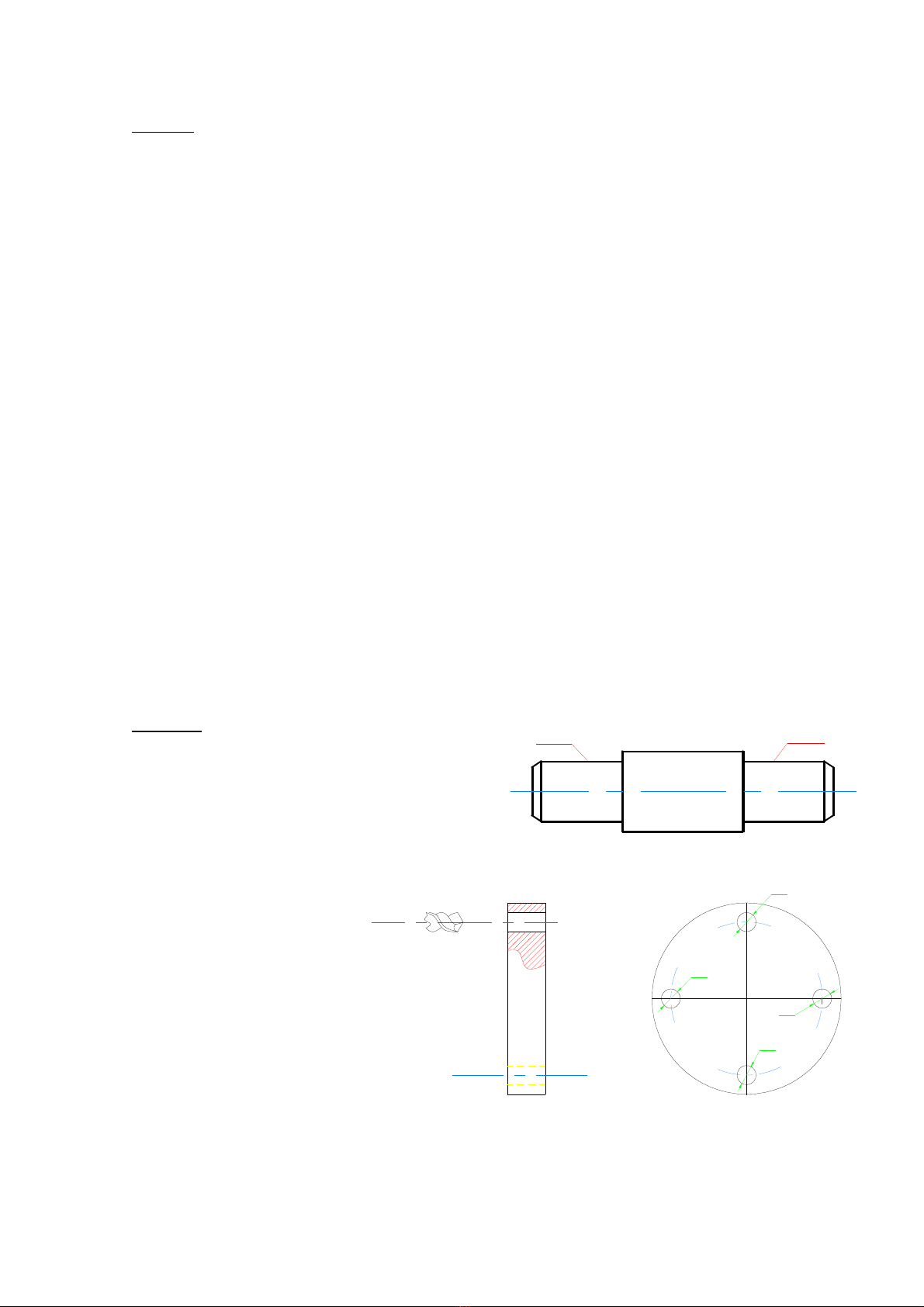
Ví d :ụ Ti n 1 chi ti tệ ế
tr c nh hình v :ụ ư ẽ
N u ti n đ u A xongế ệ ầ
tr đ u ti n đ u B ( vàở ầ ệ ầ
ng c lai ) thì v n thu c 1 nguyên công vì nó đ m b o tính liên t c và th i gianượ ẫ ộ ả ả ụ ờ
làm vi c.ệ
Nh ng n u ti n đ u A cho c lo t chi ti t r i ti n đ u B thi thành 2 nguyênư ế ệ ầ ả ạ ế ồ ệ ầ
công do không đ m b o tính liên t c ả ả ụ
1
A B
l? 1
l? 2
l? 4
l? 3
- Gá : là 1 ph n c a nguyên công , đ c hình thành trong 1 l n gá đ t chiầ ủ ượ ầ ặ
ti t nh m xác đ nh v trí t ng đ i gi a d ng c c t và chi ti t gia côngế ằ ị ị ươ ố ữ ụ ụ ắ ế
Ví dụ: khi khoan các l 1,2,3,4 thì các l 1,2,3,4 đ c g i là các v trí. M i l nỗ ỗ ượ ọ ị ỗ ầ
gá có th có nhi u v tríể ề ị
- B c :ướ là m t ph n c a nguyên công khi th c hi n gia công 1 b m tộ ầ ủ ự ệ ề ặ
(ho c 1 t p h p b m t) dùng 1 h ăc 1 b d ng c c t v i ch đ c t khôngặ ậ ợ ề ặ ọ ộ ụ ụ ắ ớ ế ộ ắ
đ i ổ
Ví d : ụN u gia công tr c nh hình ta gia công m t ế ụ ư ặ A sau đó đ i đ u gia côngổ ầ
đ u ầB v i cùng ch đ c t đ c g i là 1 b c ti n ngoàiớ ế ộ ắ ượ ọ ướ ệ
- Đ ng chuy n dao :ườ ể là m t ph n c a b c đ h t di 1 l p v t li u cóộ ầ ủ ướ ể ớ ớ ậ ệ
cùng 1 ch đ c t và cùng 1 daoế ộ ắ
Ví d : ụKhi gia công b m t A cua chi ti t truc nh hình trên ta có th dùng cùngề ặ ế ư ể
1 ch đ c t và cùng 1 dao đ h t làm nhi u l n, m i l n là 1 đ ng chuy nế ộ ắ ể ớ ề ầ ỗ ầ ườ ể
dao
- Đ ng tác :ộ là m t hành đ ng c a công nhân đ đi u khi n máy th cộ ộ ủ ể ề ể ự
hi n vi c gia công ho c l p ráp.ệ ệ ặ ắ
- Ví d :ụ Nh quay dao, đ y đ ng ….ư ụ ẩ ụ ộ
câu 3 : Đ c đi m c a các d ng s n xu t :ặ ể ủ ạ ả ấ
theo s n l ng và m c đ n đ nh hàng năm c a chi ti t ng i ta chi ra 3 d ngả ượ ứ ộ ổ ị ủ ế ườ ạ
s n xu t :ả ấ
- D ng s n xu t đ n chi c :ạ ả ấ ơ ế s n l ng hàng năm ít th ng ít l p lai khôngả ượ ườ ặ
theo quy lu t. S n l ng không n đ nh do ch ng lo i nhi u th ng dùng d ngậ ả ượ ổ ị ủ ạ ề ườ ụ
c trang thi t b v n năng. Máy móc đ c b tri thành t ng phân x ng theoụ ế ị ạ ượ ố ừ ưở
lo i máy. Trình đ th cao.ạ ộ ợ
- D ng s n xu t hàng lo tạ ả ấ ạ : s n l ng hàng năm không quá ít, s n ph m đ cả ượ ả ẩ ượ
ch t o thành t ng lo t theo chu kỳ, s n ph m t ng đ i n đ nh. Tùy theo m cế ạ ừ ạ ả ẩ ươ ố ổ ị ứ
đ n đ nh ng i ta chi ra 2 lo i : ộ ổ ị ườ ạ
+ Lo t nh : gi ng s n xu t đ n chi cạ ỏ ố ả ấ ơ ế
+ Lo t l n : gi ng s n xu t hàng kh iạ ớ ố ả ấ ố
D ng c thi t b s d ng là các máy chuyên môn hóa có kèm c v n năng, trìnhụ ụ ế ị ử ụ ả ạ
đ tay ngh th t ng đ i cao.ộ ề ợ ươ ố
- D ng s n xu t hàng kh i :ạ ả ấ ố có s n l ng r t l n, n đ nh, trình đ chuyênả ượ ấ ớ ổ ị ộ
môn hóa cao. D ng c công ngh th ng là chuyên dùng. Trình đ th đ ngụ ụ ệ ườ ộ ợ ứ
máy không c n cao. D c khí hóa và t đ ng hóa.ầ ễ ơ ự ộ
Câu 4: y u t nh h ngế ố ả ưở
mang tính hình h c c aọ ủ
d ng c c t đ nụ ụ ắ ế ch tấ
l ng b m t chi ti t giaượ ề ặ ế
công:
- nh h ng c aẢ ưở ủ
2
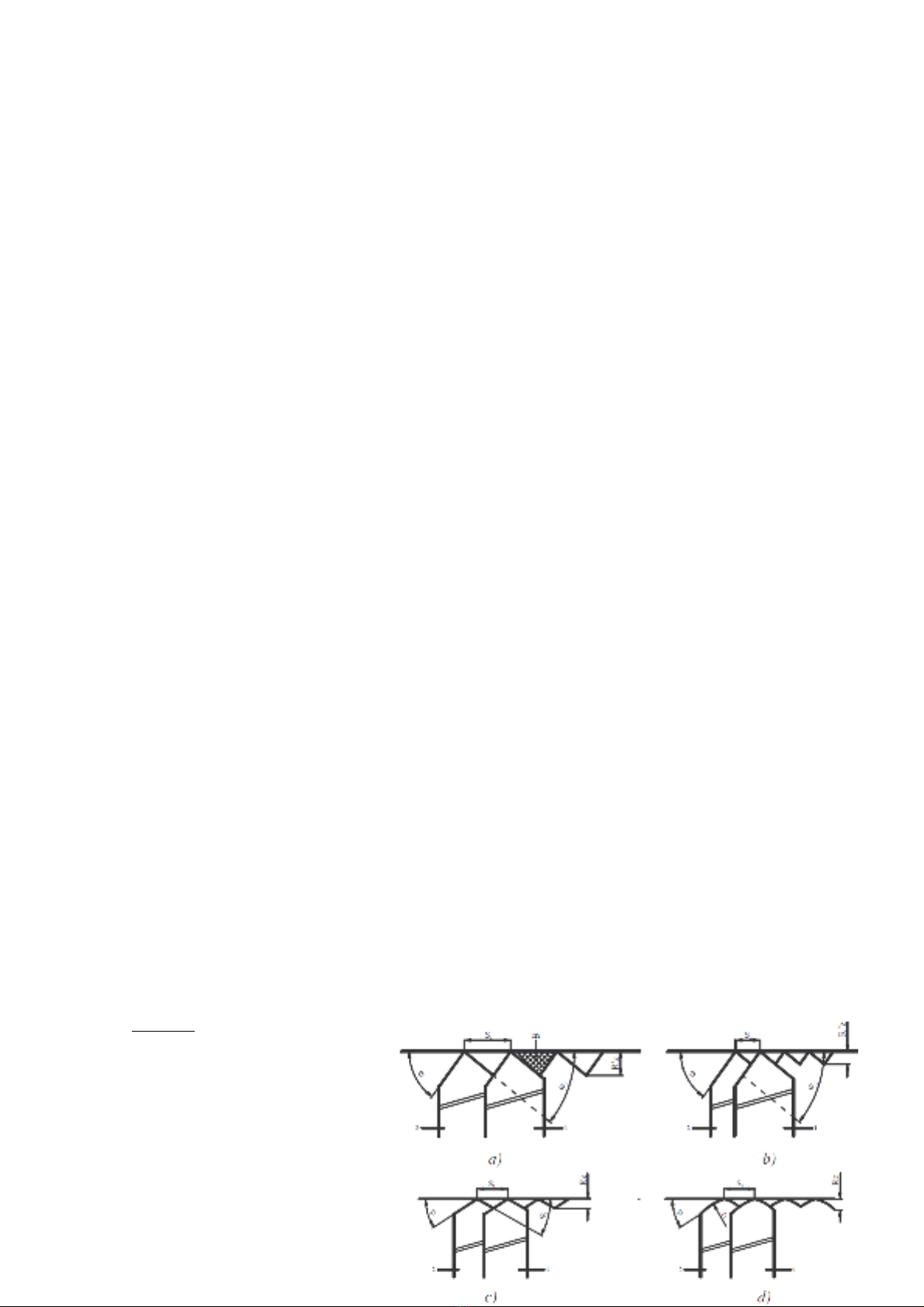
hình dáng hình h c d ng c c t đ n ch t l ng b m t gia công:ọ ụ ụ ắ ế ấ ượ ề ặ
qua hình ta th y khi ti n v i l ng ch y dao Sấ ệ ớ ượ ạ
1
khi ta đ a dao ti n t v trí 1ư ệ ừ ị
sang v trí 2 s đ l i trên b m t chi ti t gia công ph n sót l i m (hình a) t oị ẽ ể ạ ề ặ ế ầ ạ ạ
thành nh p nhô b m t và ph n m ph thu c vào b c ti n Sấ ề ặ ầ ụ ộ ướ ế
1
. và hình dáng
hình h c c a d ng c c t (Góc mũi dao ọ ủ ụ ụ ắ
ξ
). (Hình b) khi ta gi m b c ti n thìả ướ ế
ph n sót m cũng gi m theo. N u thay đ i góc nghiêng chính ầ ả ế ổ
ϕ
và nghiêng phụ
1
ϕ
không nh ng làm thay đ i chi u cao nh p nhô và hình d ng nh p nhô c aữ ổ ề ấ ạ ấ ủ
chi ti t gia công khi góc ế
ϕ
giam chi u cao nh p nhô gi m. ( hình c ) n u bánề ấ ả ế
kính mũi dao có d ng tròn v i bán kinh rạ ớ
1
thì hình d ng nh p nhô cũng thay đ iạ ấ ổ
có đáy lõm tròn, n u tăngế
bán kính lên r
2
thì chi u caoề
nh p nhô cũng gi m. (hìnhấ ả
f) th hi n s nh h ngể ệ ự ả ưở
c a chi u dài l i c tủ ề ưỡ ắ
chính và l i c t phưỡ ắ ụ
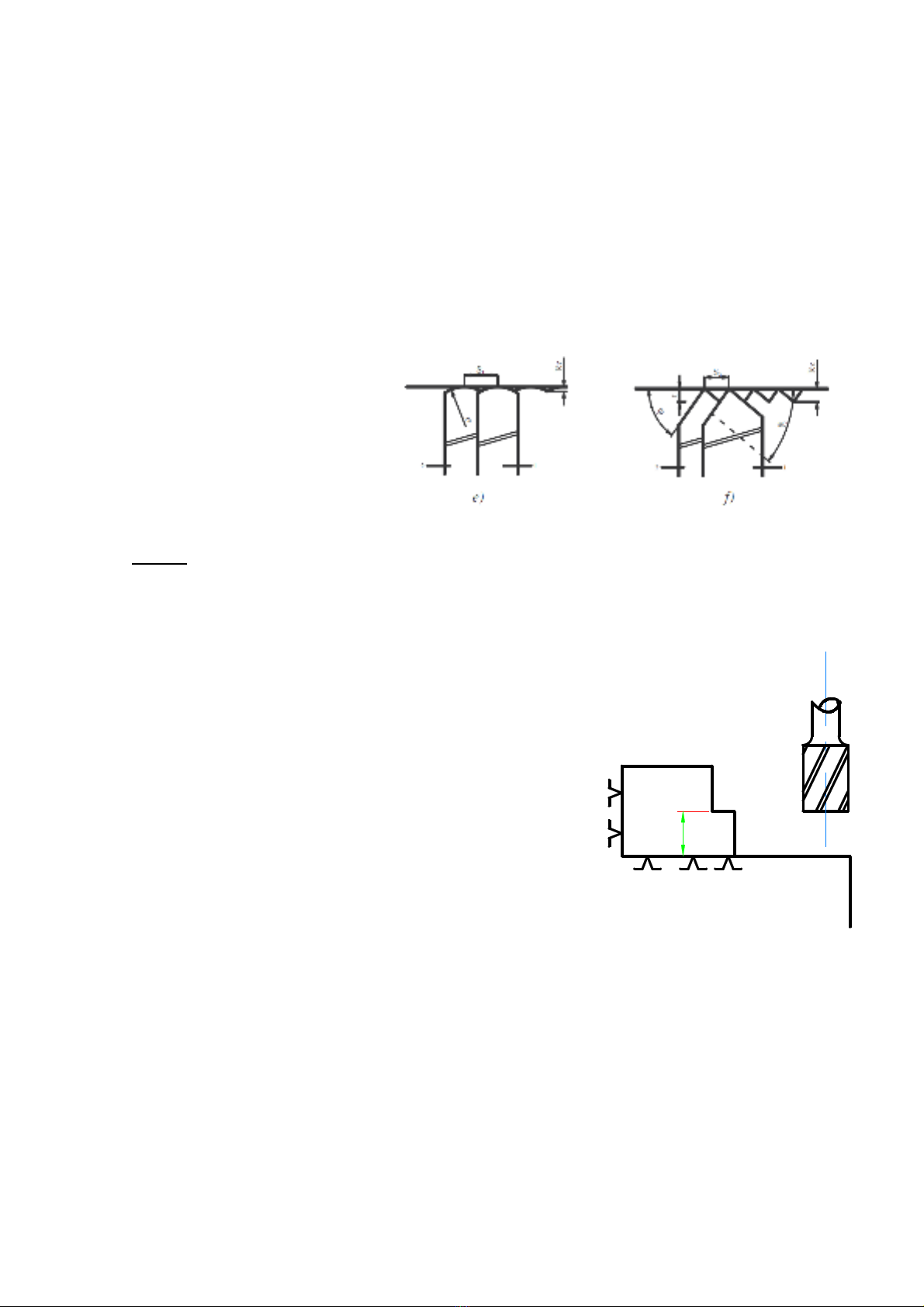
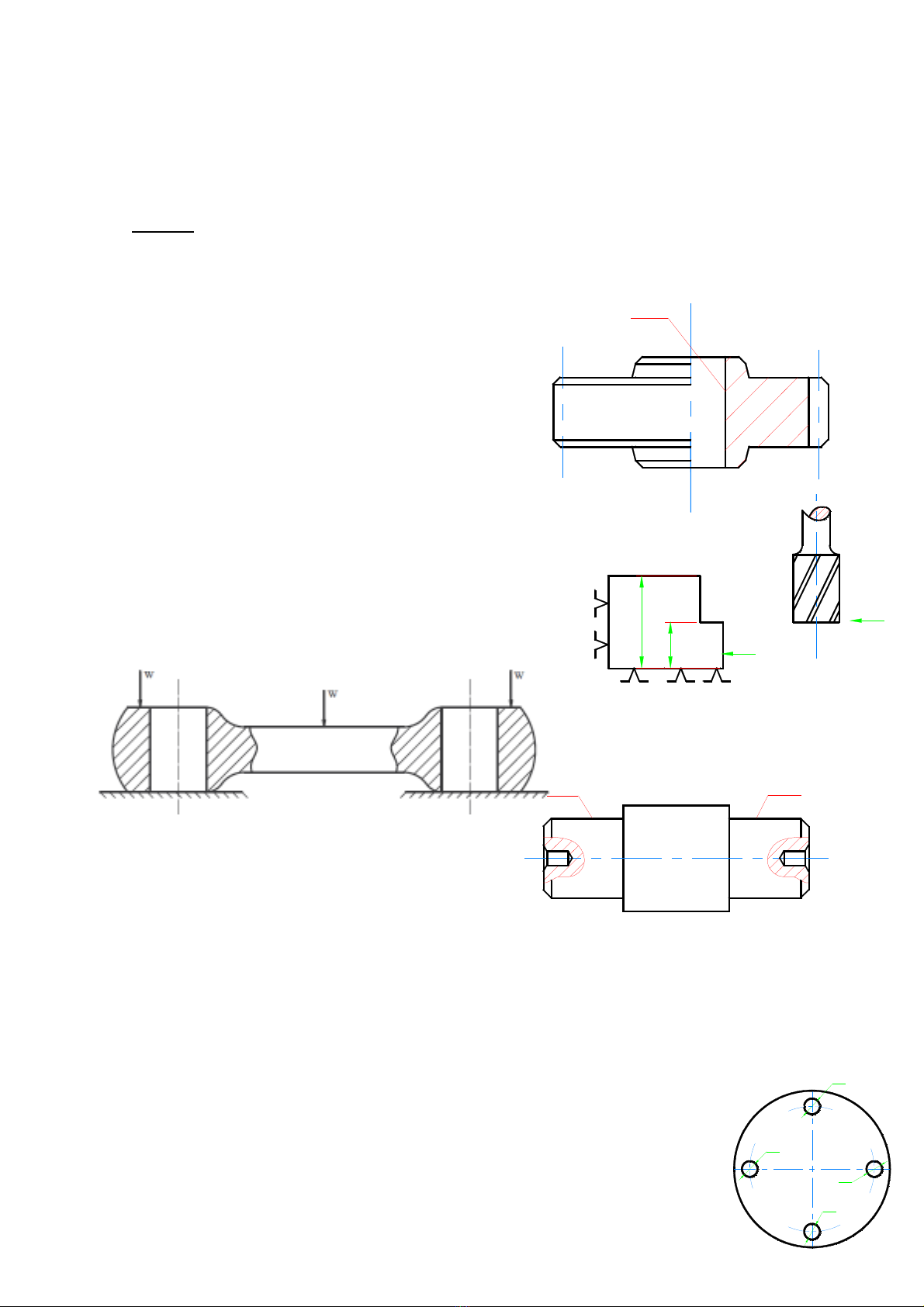
Câu 5: Ph ng Pháp đi u ch nh đ t đ chính xác gia côngươ ề ỉ ạ ộ :
Đ đ m b o đ chính xác c a t ng nguyên công c n ph i ti n hành đi uể ả ả ộ ủ ừ ầ ả ế ề
ch nh máy. Đây là quá trình chu n b , gá đ t d ng c , đ gá, và các trang b côngỉ ẩ ị ặ ụ ụ ồ ị
ngh …ệ
Bao g m các ph ng phápồ ươ :
- Đi u ch nh tĩnhề ỉ : Là gá d ng c c t ho c c tỳụ ụ ắ ặ ữ
theo d ng c ki m khi máy ch a chuy n đ ng ụ ụ ể ư ể ộ
Ví d : ụKhi phay kích th c A ta dùng th c c pướ ướ ắ
đi u chình kho ng cách c a dao và g c kích th cề ả ủ ố ướ
khi máy ch a chuy n đ ng.ư ể ộ
- Đi u ch nh theo chi ti t c t th nh d ng cề ỉ ế ắ ử ờ ụ ụ
ki m c a ng i th :ể ủ ườ ợ
Dùng d ng c ki m c a ng i th đ đ xác đ nhụ ụ ể ủ ườ ợ ể ể ị
v trí t ng đ i c a d ng c c t so v i phôi,ị ươ ố ủ ụ ụ ắ ớ
ng i th s c t th 1 ho c m t vài chi ti t. n uườ ợ ẽ ắ ử ặ ộ ế ế
kích th c chi ti t c t th n m trong ph m vi choướ ế ắ ử ằ ạ
phép thì ti n hành c t c lo tế ắ ả ạ
Ví d :ụ cũng chi ti t trên đ gia công kích th c A ng i th dùng d ng c ki mế ể ướ ườ ợ ụ ụ ể
c a mình đ gá dao sau đó c t th và ki m tra n u đ t yêu c u s c t c lo tủ ể ắ ử ể ế ạ ầ ẽ ắ ả ạ
- Đi u ch nh theo chi ti t c t th nh d ng c đo v n năng:ề ỉ ế ắ ử ờ ụ ụ ạ
Ph ng pháp này là gá d ng c và các c hành trình căn c vào kích th c đi uươ ụ ụ ữ ứ ướ ề
ch nh Lỉ
đc
, sau đó c t th m chi ti t n u kích th c trung bình c ng c a m chiắ ử ế ế ướ ộ ủ
ti t đó n m trong ph m vi dung sai đi u ch nh thì coi là đ c.ế ằ ạ ề ỉ ượ
Ví d :ụ khi gia công kích th c A nh hình trên ta căn cú vào kích th c A đ gáướ ư ướ ể
dao và d ng c c t sau đó c t th m chi ti t. n u kích th c trung bình c a mụ ụ ắ ắ ử ế ế ướ ủ
chi ti t n m trong dung sai c a kích th c A coi nh đ t yêu c uế ằ ủ ướ ư ạ ầ
3
A
Câu 6: Ý nghĩa c a vi c ch n chu n thô, công d ng:ủ ệ ọ ẩ ụ
- Chu n thô :ẩ là nh ng b m t đ c ch n làm chu n mà ch a đ c gia công.ữ ề ặ ượ ọ ẩ ư ượ
Vi c ch n chuân thô có ý nghĩa quy t đ nh đ i v i quá trình công ngh , nó nhệ ọ ế ị ố ớ ệ ả
h ng đ n nh ng nguyên công sau và đ n đ chính xác gia công, nâng cao năngưở ế ữ ế ộ
su t và gi m giá thành.ấ ả
Công d ng : ụ
- Phân ph i đ l ng d cho các b m t gia công, b o đ m đ chính xác c nố ủ ượ ư ề ặ ả ả ộ ầ
thi t v v trí t ng quan gi a các b m t không gia công v i nh ng b m t s pế ề ị ươ ữ ề ặ ớ ữ ề ặ ắ
gia công.
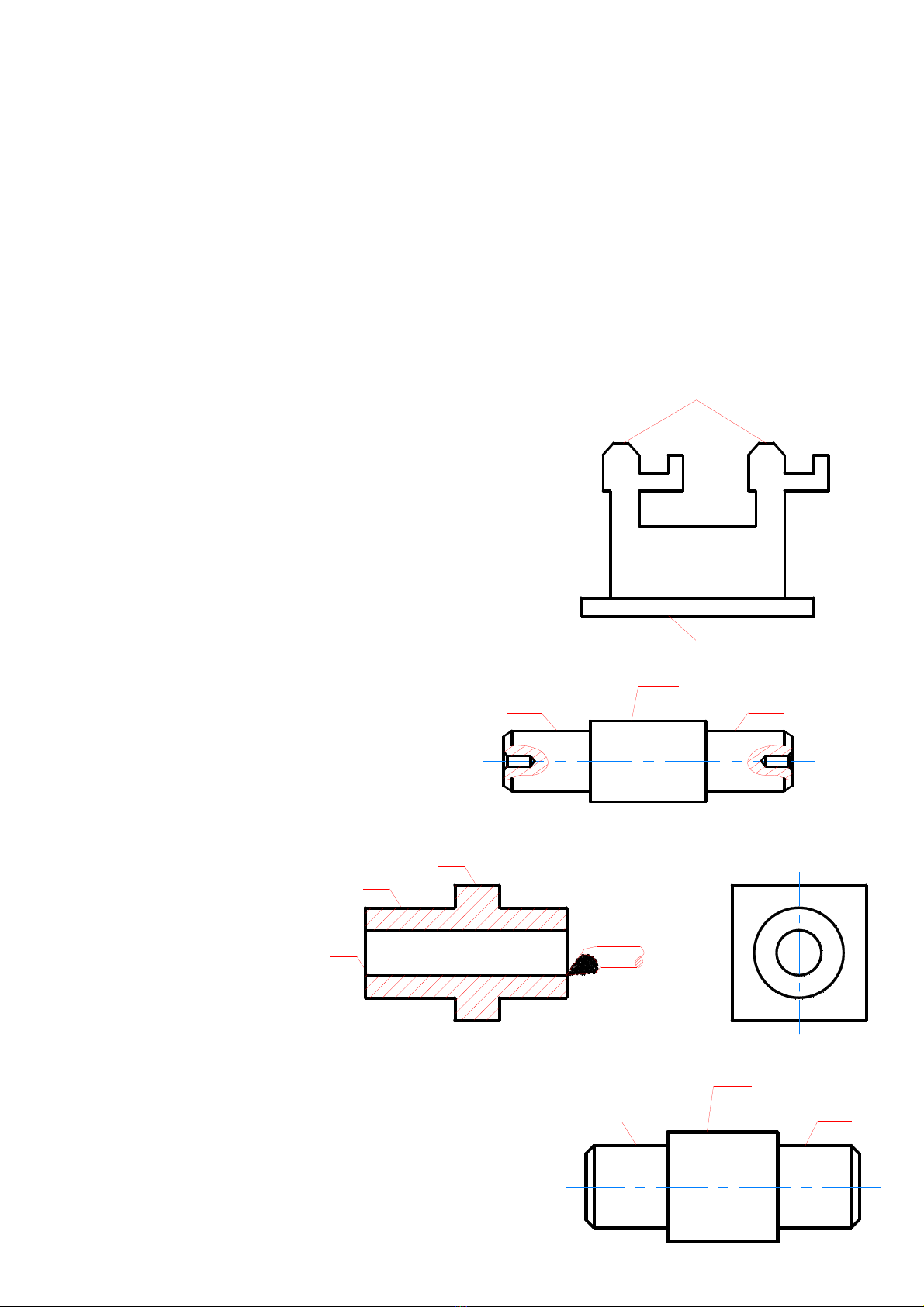
5 nguyên t c c n tuân th khi chon chu nắ ầ ủ ẩ
thô:
- N u chi ti t gia công có 1 b m t không giaế ế ề ặ
công thì nên ch n b m t đó làm chu n thô đọ ề ặ ẩ ể
đ m b o v trí t ng quan gi a b m t khôngả ả ị ươ ữ ề ặ
gia công v i b m t gia công.ớ ề ặ
Ví dụ: Khi gia công b m t A va B c a chi ti tề ặ ủ ế
tr c nh hình c n ch n b m t C làm chu nụ ư ầ ọ ề ặ ẩ
thô đ gia công l tâm làm chu n tinh ph giaể ỗ ẩ ụ
công b n t A, B.ề ặ
- N u có m t s b m t không gia công thì nênế ộ ố ề ặ
ch n b m t không gia công nào có yêu c u đọ ề ặ ầ ộ
chính xác v v trí t ng quan caoề ị ươ
nh t đ i v i b m t gia công làmấ ố ớ ề ặ
chu n thôẩ.
Ví d :ụ Gia công l A nh hình c nỗ ư ầ
chon chu n thô là b m t C vì bẩ ề ặ ề
m t C yêu c u đ đ ng tâm cao h nặ ầ ộ ồ ơ so
v i b m t B đ đ m b o l có b d y b ng nhau.ớ ề ặ ể ả ả ỗ ề ầ ằ
- Trong các b m tề ặ
c n gia công nênầ
ch n b m t cóọ ề ặ
l ng d nh đ uượ ư ỏ ề
làm chu n thô.ẩ
Ví d :ụ gia công
băng máy ti nệ
ngu i ta chon m tờ ặ
B làm chu n đ giaẩ ể
công m t A.ặ
- C g ng ch n chu n thô có b m t t ngố ắ ọ ẩ ề ặ ươ
đ i b ng ph ng, không có mép rèn d p, đ uố ằ ẳ ậ ậ
ngót đ u rót ho c quá g gh .ậ ặ ồ ề
- Chu n thô ch nên dùng m t l n trong c quáẩ ỉ ộ ầ ả
trình gia công.
4
A B
C
A
CB
B
A
A B
C
A
Ví d :ụ nh hình n u dung m t C làm chu n đ gia công m t A Và m t B thìư ế ặ ẩ ể ặ ặ
không đ m b o đ d ng tâm gi a 2 b m t.ả ả ộ ồ ữ ề ặ
Câu 7: Đ c đi m c n chú ý khi ch n chu nặ ể ầ ọ ẩ tinh? Ví dụ:
- c g ng ch n chu n tinh là chu n tinh chính đ chi ti t gia công có v trí t ngố ắ ọ ẩ ẩ ể ế ị ươ
t lúc làm vi c.ự ệ
Ví d :ụkhi gia công răng c a bánh răng,ủ
chu n tinh đ c chon là b m t l A. và lẩ ượ ề ặ ỗ ỗ
A cũng là b m t đ c l p v i tr c truy nề ặ ượ ắ ớ ụ ề
chuy n đ ng khi bánh răng làm vi c.ể ộ ệ
- C g ng ch n chu n đ nh v trùng v i g cố ắ ọ ẩ ị ị ớ ố
kích th c đ sai s không trùng chu nướ ể ố ẩ
b ng 0 ằ
Ví d :ụkhi gia công đ t kích th c A nhạ ướ ư
hình ta c n ch n chu n tinh là m t đáy đầ ọ ẩ ặ ể
m t đ nh v trùng v i g c kích th c :ặ ị ị ớ ố ướ
- ch n chu n sao cho khi gia công chi ti t khôngọ ẩ ế
b bi n d ng b i l c c t, l c k p m t chu nị ề ạ ở ự ặ ự ẹ ặ ẩ
ph i đ di n tích đ nh v ả ủ ệ ị ị
Ví d :ụs đ gia công tay biên nh hình c ơ ồ ư
`
- Ch n chu n sao cho đ gá đ n gi n vàọ ẩ ồ ơ ả
thu n ti n khi s d ngậ ệ ử ụ
Ví d :ụnh hình bư
- c g ng ch n chu n th ng nh t ố ắ ọ ẩ ố ấ
Ví d :ụkhi gia công chi ti t tr c nh hình nên ch n chu n th ng nh t là 2 l tâmế ụ ư ọ ẩ ố ấ ỗ
vì nó dùng làm chu n khi gia công ti n đ ng kính ngoài và cũng dùng khi màiẩ ệ ườ
c tr c.ổ ụ
Câu 8 : Trình b y quá trình gá đ t chi ti t gia công, ph ngầ ặ ế ươ
pháp cho ví d ụ:
- Quá trình Gá đ t chi ti t gia công bao g m hai quá trình :ặ ế ồ
quá trình đ nh v đ xác đ nh v v trí tr ng quan c a chi ti t giaị ị ể ị ị ị ươ ủ ế
công sau đó k p ch t chi ti t đ c đ nh v trí t ng quan đó.ẹ ặ ế ể ố ị ị ươ
5
A
S
W
B
Hinh b
Hinh c
A B
l? 1
l? 2
l? 4
l? 3















![Cẩm nang Gia công kim loại Việt Nam [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2026/20260513/baobinh_011/135x160/7971778670576.jpg)


![Giáo trình Hàn ống nâng cao (Nghề Hàn - CĐ) Trường Cao đẳng nghề Hải Dương [Mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/laphong0906/135x160/47521779076565.jpg)







%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)