Đồ án môn học thiết kế dao
-----------------------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------
-------------------------------------------------------------
Sinh viên thực hiện: Phạm Minh Ngọc _ Lớp:TC – CTM – K41
1
Đồ án môn học thiết kế dao
GVHD: Đậu Lê Xin
Sinh viên thiết kế: Phạm Minh Ngọc
Lớp:TC – CTM – K41

Đồ án môn học thiết kế dao
-----------------------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------
-------------------------------------------------------------
Sinh viên thực hiện: Phạm Minh Ngọc _ Lớp:TC – CTM – K41
2
LỜI NÓI ĐẦU
*
* *
Trong nghành cơ khí chế tạo máy để tạo hình chi tiết thì ngoài chuẩn bị
thiết kế chi tiết, chuẩn bị trang thiết bị thì việc thiết kế, chế tạo dụng cụ cắt
không thể không coi trọng. Dụng cụ cắt cùng với những trang thiết bị công
nghệ khác đảm bảo tính chính xác, năng xuất và tính kinh tế cho chi tiết gia
công. Vì vậy việc tính toán thiết kế dụng cụ cắt kim loại luôn là nhiệm vụ
quan trọng của người kỹ sư cơ khí.
Trong đồ án môn học này em được giao nhiệm vụ thiết kế những dụng
cụ cắt điển hình đó là dao tiện định hình, dao chuốt lỗ trụ và dao phay đĩa
modul. Ngoài việc vận dụng những kiến thức đã được học, các tài liệu về
thiết kế... Em được sự hướng dẫn tận tình, chu đáo của các thầy cô trong bộ
môn, đặc biệt là thầy Đậu Lê Xin đã giúp em hoàn thành đồ án này.
Với thời gian và trình độ còn hạn chế, em mong được sự quan tâm chỉ
bảo tận tình của các thầy để em thực sự vững vàng khi ra trường nhận công
tác.
Em xin trân thành cảm ơn.
Sinh viên thiết kế
Phạm Minh Ngọc
Đồ án môn học thiết kế dao
-----------------------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------
-------------------------------------------------------------
Sinh viên thực hiện: Phạm Minh Ngọc _ Lớp:TC – CTM – K41
3
PHẦN I
THIẾT KẾ DAO TIỆN ĐỊNH HÌNH
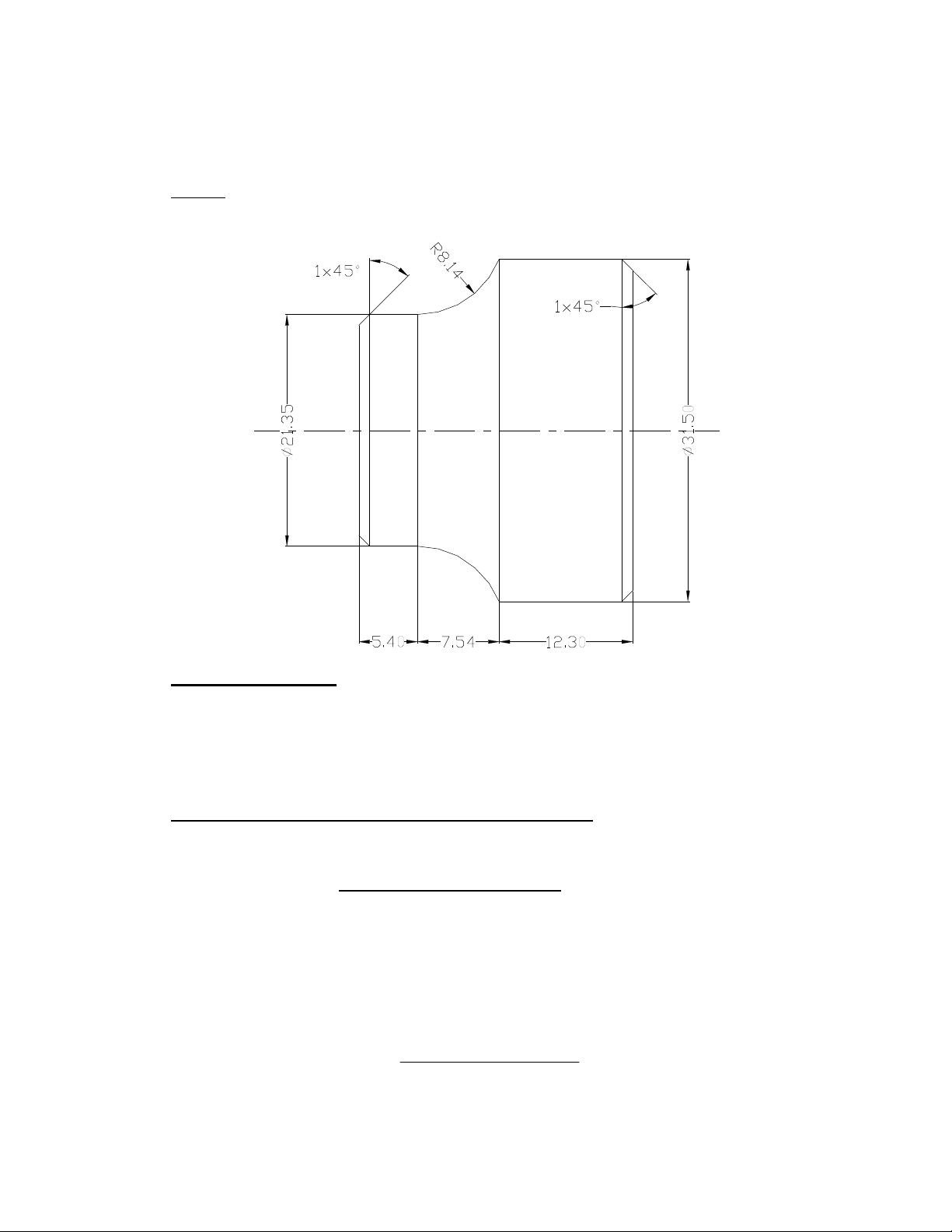
Đề bài: Thiết kế dao tiện định hình gia công chi tiết có
b=60 kg/mm2, độ
nhẵn bóng bề mặt Rz20.
1, Phân tích chi tiết
Chi tiết gia công làm từ thép C45, có b=600 N/mm2, bao gồm nhiều loại bề
mặt: tròn xoay, mặt trụ, mặt côn và mặt đầu, chi tiết có kết cấu cân đối.
Độ chênh lệch đường kính không quá lớn.Trên chi tiết không có đoạn nào
có góc prôfin quá nhỏ hoặc bằng khộng, chất lượng bề mặt dạng bán tinh.
2, Chọn dao tiện và kích thước dao tiện định hình
- Chọn dao : Để gia công chi tiết này ta có thể dùng dao tiện định hình loại
dao trụ hoặc dao tiện định hình hình đĩa .Do chi tiết có độ chính xác không
quá cao nên ta chọn dao tiện định hình hình đĩa gá thẳng để dễ mài dao và
có tuổi thọ dao cao hơn dao tiện định hình lăng trụ.
- Chọn vật liệu làm dao: Vật liệu chi tiết gia công là thép C45, để nâng cao
chất lượng và năng suất cắt chọn vật liệu làm dao là thép gió kí hiệu P18.
- Tính toán kích thước dao :
Bán kính dao ứng với điểm cơ sở được chọn theo chiều sâu cắt lớn nhất
của profin chi tiết max.
max= rmax- rmin=0
15,75 10,655 1.sin 45
6,07
2
mm .
Đồ án môn học thiết kế dao
-----------------------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------
-------------------------------------------------------------
Sinh viên thực hiện: Phạm Minh Ngọc _ Lớp:TC – CTM – K41
4
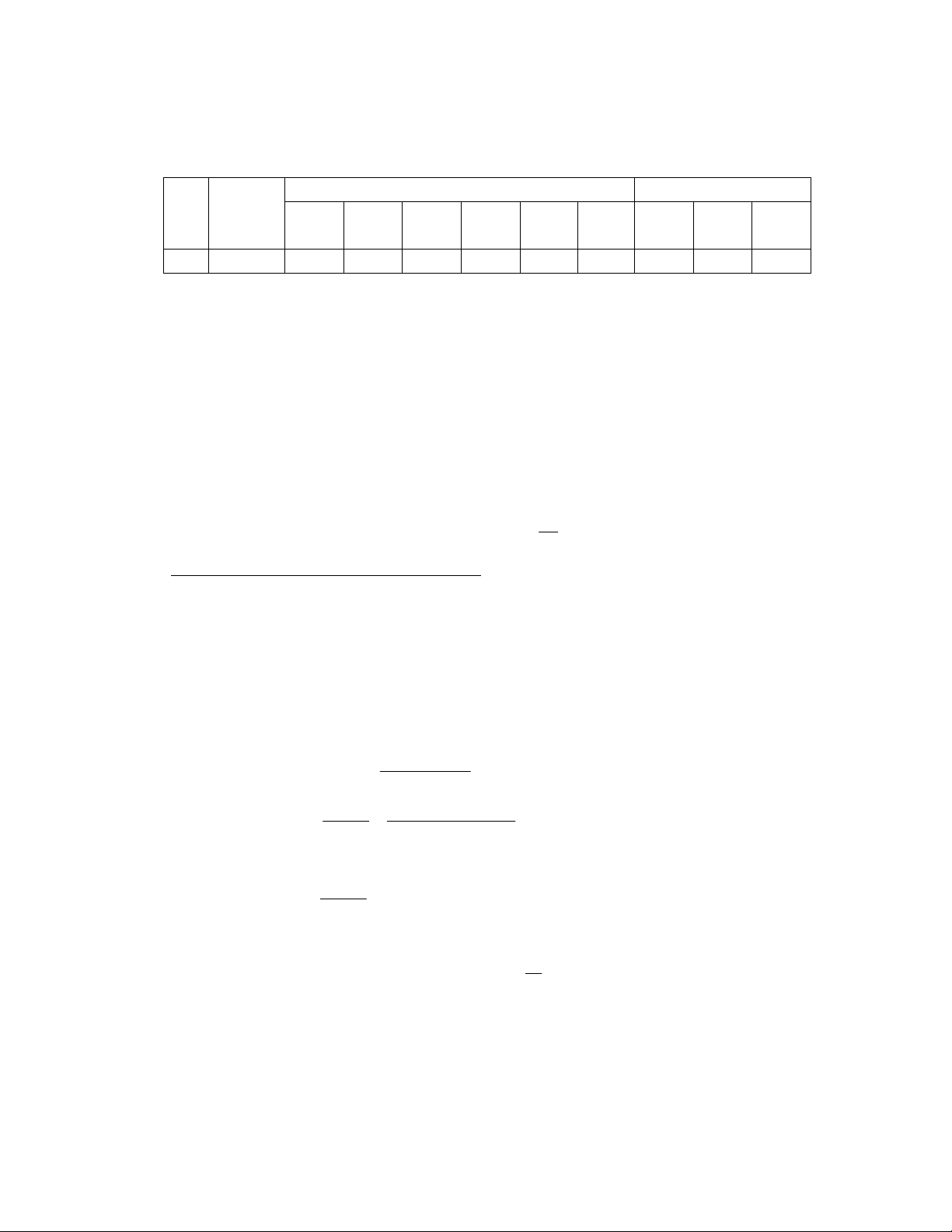
Tra theo bảng I_27, ta có cỡ kích thước dao tiện định hình hình tròn tiện
ngoài:
Cỡ
dao
max
t
Phần răng Phần răng kẹp
D d1
1
d
b C r 2
d
2
l
Z
3 6-8 50 16 25 12 4 1 26 3 16
Thông số hình học của dao bao gồm góc trước và góc sau được chọn tại
điểm cơ sở.
Vật liệu chi tiết thép 45, tra theo bảng:
Thép cứng trung bình )/(800500 mmN
b
000 2520
Góc sau của dao tiện định hình chọn như sau:
Dao tròn 1210
và = 200 250
Từ đó ta chọn ;10;20 00
Chọn điểm 1 là điểm cơ sở (sơ đồ thiết kế trang 5)
+ Bán kính dao tại điểm cơ sở: R1 = D/2 = 2
50 = 25 mm ;
* Xác định các thông số của dao tiện:
+ Chiều cao gá: k = R.sin
+ Chiều cao mài dao: H = R.sin(+
)
+ Chiều cao profin dao được xác định trong tiết diện vuông góc với mặt sau
(tiết diện chiều trục): hk = R - Rk.
Rk: bán kính của dao ứng với điểm k bất kỳ giao điểm giữa vết mặt
trước và các vòng tròn đặc trưng của chi tiết, có bán kính rk.
Từ công thức ta thấy để xác định hk ta phải xác định kích thước Rk.
Rk=H/sink =
k
R
sin
)sin(.
tgx=
ki R
H
E
H
)cos(.
với: E = R.cos(+
)
vậy: k=arctg(
i
E
H
)
+, x: chiều cao dao theo mặt trước , xác định theo công thức :
x
= rx.cos
cos.r
k, [ với : )sin.arcsin(
k
kr
r
]
Đồ án môn học thiết kế dao
-----------------------------------------------------------------------------------------------------------
-----------------------------------------------------------------------------
-------------------------------------------------------------
Sinh viên thực hiện: Phạm Minh Ngọc _ Lớp:TC – CTM – K41
5
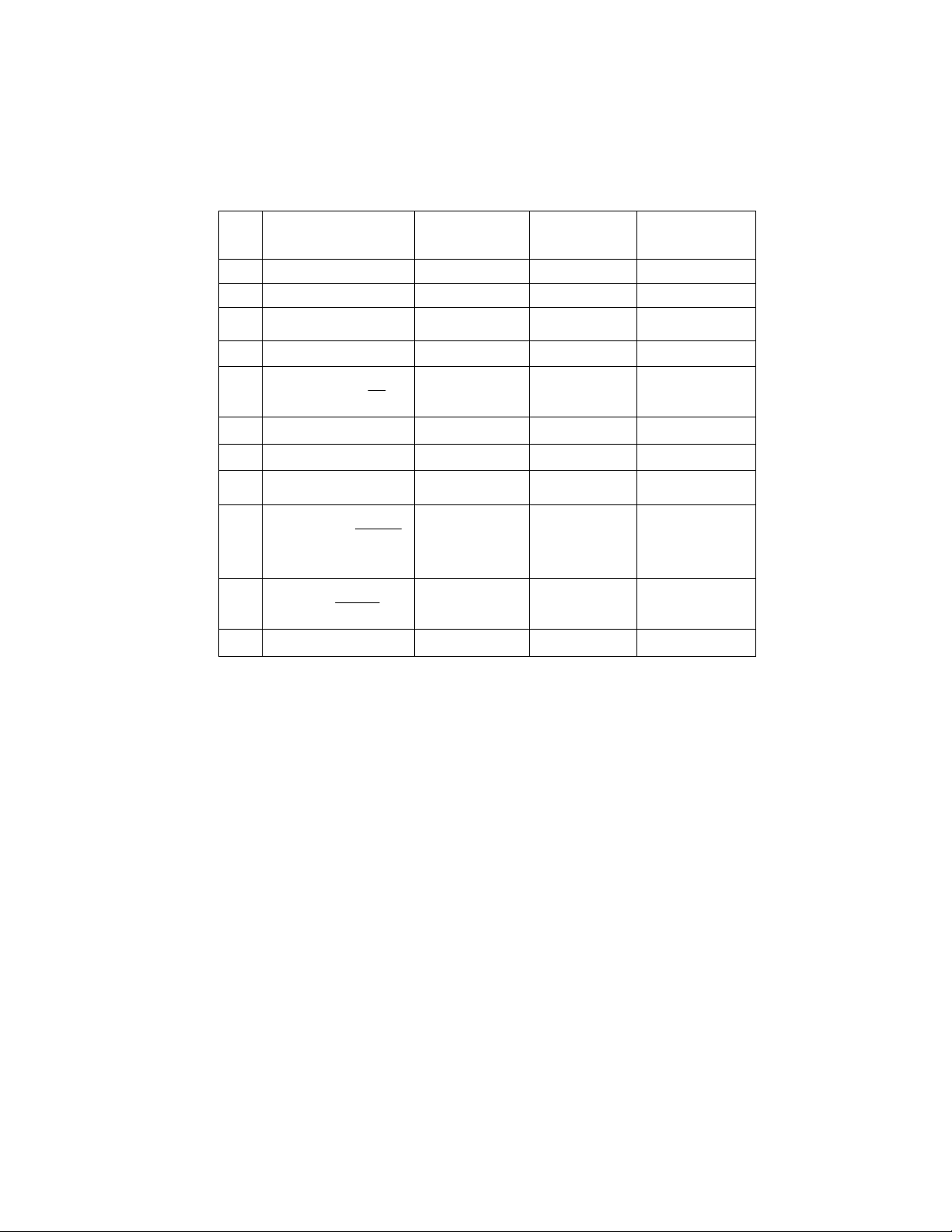
Bảng tính các thông số:
TT
Công thức Điểm 1,2
2.r = 21,35
Điểm 3
2.r = 24,12
Điểm 4,5
2.r =31,5
1 .
B R Sin
4,341 4,341 4,341
2 )(.
SinRH
12,5 12,5 12,5
3 )cos(.
RE
21,650 21,650 21,650
4
sin.
1
rA
3,31 3,31 3,31
5 )arcsin(
k
kr
A
20
0
15,93
0
12,132
0
6 kkk rc
cos.
10,03 11,597 15,398
7
cos.
10 rb
10,03 10,03 10,03
8 0
bckk
0 1,567 5,368
9 )(
i
kE
H
arctg
30
0
32,01
0
37,67
0
10
k
k
H
R
sin
25 23,579 20,45
11 kk RRh 1
0 1,421 4,54
Chiều rộng của dao tiện định hình được xác định dọc theo chiều dài trục của
chi tiết gia công:
1
bbcaLL gp
Trong đó:
:
g
LChiều dài đoạn lưỡi cắt chính (lấy bằng chiều dài chi tiết định hình khi
dao gá thẳng) )(28 mmLg
a: chiều dài đoạn lưỡi cắt phụ nhằm tăng bền cho lưỡi cắt, lấy bằng 25
(mm), chọn a= 4(mm)
c: chiều dài đoạn lưỡi cắt phụ để xén mặt đầu chi tiết, lấy bằng 13 (mm),
Nếu ở mặt đầu chi tiết có vát thì lấy lớn hơn phần vát 11,5 (mm),
c=2 (mm)
1
:góc của đoạn lưỡi xén mặt đầu, do có vát 0
145
t: chiều cao của lưỡi cắt phụ để chuẩn bị cắt đứt t = 5)(7
max mmt
b: chiều dài đoạn lưỡi cắt phụ để chuẩn bị cắt đứt b = 3 10(mm),
chọn: b=5 (mm)
1
b: đoạn vượt quá lấy bằng 1 (mm)


























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)