
1
BỘ GIÁO DỤC VÀ ĐÀO TẠO
ĐẠI HỌC ĐÀ NẴNG
––––––
TRƯƠNG DIÊN THỌ
NGHIÃN CÆÏU ÂÄÜ NHAÏM BÃÖ MÀÛT GIA CÄNG
CUÍA MÄÜT SÄÚ LOAÛI THEÏP CACBON KHI
GIA CÄNG TRÃN MAÏY PHAY CNC
TÓM TẮT LUẬN VĂN THẠC SĨ KỸ THUẬT
Người hướng dẫn khoa học : PGS.TS. Trần Xuân Tùy
Đà Nẵng - Năm 2011
2
MỞ ĐẦU
1. TÍNH CẤP THIẾT CỦA ĐỀ TÀI
Chất lượng bề mặt gia công của chi tiết có ý nghĩa ñặc biệt quan
trọng về khả năng làm việc và tuổi bền của chi tiết. Từ yêu cầu thực
tế về chức năng và ñiều kiện làm việc của máy móc mà thiết bị ngày
càng ñòi hỏi rất cao về chất lượng của bề mặt chi tiết máy như: tốc ñộ
làm việc cao, tải lớn, công suất lớn, áp suất và nhiệt ñộ cao, tuổi thọ
và ñộ tin cậy cao, ñộ chính xác làm việc cao, trọng lượng tương ñối
bé. Do ñó, việc nghiên cứu các yếu tố công nghệ ảnh hưởng ñến chất
lượng bề mặt chi tiết máy là việc làm rất cần thiết. Đặc biệt là nguyên
công gia công tinh bởi vì ở nguyên công này các ñặc tính chất lượng
của lớp bề mặt ñược hình thành rõ nét.
Đối với các máy vạn năng, quy luật về cắt gọt và chất lượng chi
tiết gia công ñã có nhiều công trình nghiên cứu, tổng kết và ñưa vào
chương trình ñào tạo, ứng dụng trong thực tế. Đối với máy CNC còn
ít các công trình nghiên cứu. Vì vậy, ñề tài "Nghiên cứu ñộ nhám bề
mặt gia công của một số loại thép Cacbon khi gia công trên máy
phay CNC" là hết sức cần thiết.
2. MỤC ĐÍCH NGHIÊN CỨU
Đề tài sẽ kiểm chứng thực nghiệm về ñộ nhám bề mặt với một số
vật liệu gia công khi gia công trên máy CNC dùng làm tài liệu tra
cứu, phục vụ cho việc học tập, nghiên cứu.
3. ĐỐI TƯỢNG VÀ PHẠM VI NGHIÊN CỨU
Nghiên cứu ñộ nhám bề mặt của một số loại thép Cacbon khi gia công
cùng chế ñộ cắt, dao, máy và các ñiều kiện khác trên máy phay CNC.
Việc nghiên cứu thực nghiệm ñược tiến hành với các ñiều kiện sau:
- Vật liệu gia công: là thép Cacbon S40C, S45C, S55C và SKD11.
- Máy thực nghiệm: Máy phay CNC Mill 155 của hãng EMCO.
- Bề mặt gia công là mặt phẳng.

3
- Thiết bị ño ñộ nhám: Máy ño ñộ nhám của Taylor Hobson -
United Kingdom.
- Chế ñộ cắt (theo tài liệu chỉ dẫn khả năng cắt gọt tốt nhất của
dao): Trong quá trình gia công thép Cacbon bằng dao phay mặt ñầu
gắn mãnh hợp kim cứng của Nhật Bản.
4. NỘI DUNG NGHIÊN CỨU
- Lý thuyết về chế ñộ cắt, ñộ nhám bề mặt, vật liệu gia công nói
chung và thép Cacbon nói riêng, ñộ cứng của vật liệu, phân tích xử lý
số liệu thực nghiệm.
- Chế ñộ cắt, dao, dạng bề mặt gia công ñiển hình.
- Nghiên cứu ñộ nhám và ñộ cứng vật liệu khi gia công.
- Xác ñịnh chế ñộ cắt, lập trình gia công các mẫu ñã lựa chọn.
- Đo ñộ cứng, ñộ nhám bề mặt và xác ñịnh quan hệ giữa ñộ nhám
và thành phần cacbon.
5. PHƯƠNG PHÁP NGHIÊN CỨU
- Sử dụng phương pháp nghiên cứu thực nghiệm.
- Sử dụng phương pháp thống kê ñể phân tích theo kết quả thực nghiệm.
6. DỰ KIẾN KẾT QUẢ ĐẠT ĐƯỢC
- Bảng tổng hợp các kết quả thực nghiệm về ñộ nhám bề mặt với
các loại thép Cacbon khi cùng một chế ñộ cắt và các ñiều kiện gia
công khác khi gia công trên máy phay CNC. Xây dựng các phương
trình toán học biểu diễn mối quan hệ giữa ñộ nhám và thành phần
cacbon và quan hệ giữa ñộ nhám và lượng chạy dao.
- Những ñề xuất nhằm cải thiện ñộ nhám bề mặt khi gia công trên
máy CNC.
7. CẤU TRÚC LUẬN VĂN
Chương 1: Tổng quan và cơ sở lý thuyết
Chương 2: Cơ sở và quá trình thực nghiệm
Chương 3: Xử lý kết quả thực nghiệm
4
CHƯƠNG 1
TỔNG QUAN VÀ CƠ SỞ LÝ THUYẾT
1.1. TỔNG QUAN
Chất lượng bề mặt chi tiết gia công liên quan ñến nhiều yếu tố và
ñiều kiện gia công, cụ thể như:
- Phụ thuộc vào vật liệu gia công: tính dẻo, ñộ cứng...
- Phụ thuộc vào phương pháp gia công: gia công bằng hình thức nào?
- Phụ thuộc vào tình trạng máy: ñộ cứng vững của máy, trạng thái mòn...
- Phụ thuộc vào dụng cụ cắt: hình dáng hình học, vật liệu làm dao...
- Phụ thuộc vào ñộ cứng vững hệ thống công nghệ, phụ thuộc vào
chế ñộ cắt (vận tốc cắt, chiều sâu cắt, lượng chạy dao).
- Phụ thuộc vào chế ñộ bôi trơn làm mát.
Trong các yếu tố kể trên, ảnh hưởng của chế ñộ cắt mang tính chất
bao trùm hơn cả. Vì chính chế ñộ cắt chi phối cả sự phát sinh nhiệt
cắt, lực cắt, phoi bám (lẹo dao), và rung ñộng của hệ thống công
nghệ. Tuy nhiên, quan hệ giữa ñộ nhám bề mặt và thành phần phần
trăm của một số loại thép Cacbon khi gia công trên máy phay CNC
cũng cần ñược quan tâm.
1.2. LÝ THUYẾT CƠ BẢN VỀ CHẾ ĐỘ CẮT
1.2.1. Khái niệm về cắt gọt kim loại
Quá trình cắt kim loại là quá trình hớt bỏ lớp kim loại thừa khỏi
chi tiết, nhằm ñạt ñược những yêu cầu cho trước về hình dáng, kích
thước, vị trí tương quan giữa các bề mặt và chất lượng bề mặt của
chi tiết gia công.
1.2.2. Các chuyển ñộng cắt gọt
Chuyển ñộng cắt gọt ñược phân làm hai loại chuyển ñộng:
-
Chuy
ể
n
ñộ
ng chính.
-
Các chuy
ể
n
ñộ
ng ph
ụ
.

5
1.2.2.1. Chuyển ñộng chính
Chuy
ể
n
ñộ
ng chính là chuy
ể
n
ñộ
ng ch
ủ
y
ế
u th
ự
c hi
ệ
n quá trình
t
ạ
o ra phoi và tiêu hao n
ă
ng l
ượ
ng c
ắ
t l
ớ
n nh
ấ
t.
1.2.2.2. Các chuyển ñộng phụ
Chuyển ñộng phụ là những chuyển ñộng tiếp tục tạo phoi.
1.2.3.
Lớp cắt và tiết diện cắt
Lớp kim loại bị hớt bỏ ñi ứng với một vòng quay hay một hành
trình kép của chuyển ñộng chính gọi là lớp cắt.
1.3. CHẤT LƯỢNG CỦA CHI TIẾT GIA CÔNG VÀ ẢNH HƯỞNG
CỦA CÁC YẾU TỐ ĐẾN ĐỘ NHÁM BỀ MẶT
Quá trình gia công kim lo
ạ
i th
ườ
ng ph
ả
i
ñ
áp
ứ
ng các yêu c
ầ
u sau:
-
Ch
ỉ
tiêu v
ề
ch
ấ
t l
ượ
ng:
ñả
m b
ả
o ch
ấ
t l
ượ
ng chi ti
ế
t theo yêu c
ầ
u.
-
Ch
ỉ
tiêu v
ề
n
ă
ng su
ấ
t:
ñả
m b
ả
o n
ă
ng su
ấ
t gia công l
ớ
n nh
ấ
t hay
th
ờ
i gian gia công chi ti
ế
t là nh
ỏ
nh
ấ
t.
-
Ch
ỉ
tiêu v
ề
kinh t
ế
:
ñả
m b
ả
o chi phí gia công nh
ỏ
nh
ấ
t.
1.3.1. Chất lượng chi tiết gia công
1.3.1.1. Độ chính xác gia công
a. Khái quát:
b. Điều chỉnh ñạt ñộ chính xác yêu cầu:
1.3.1.2. Chất lượng bề mặt
Ch
ấ
t l
ượ
ng b
ề
m
ặ
t c
ủ
a chi ti
ế
t máy t
ậ
p h
ợ
p nhi
ề
u tính ch
ấ
t quan
tr
ọ
ng hình h
ọ
c và c
ơ
lý c
ủ
a l
ớ
p b
ề
m
ặ
t. Nó
ñượ
c
ñ
ánh giá theo các
ch
ỉ
tiêu sau
ñ
ây:
-
Đặ
c tính hình h
ọ
c c
ủ
a b
ề
m
ặ
t (
ñộ
sóng,
ñộ
nhám, sai s
ố
hình h
ọ
c...).
-
Tr
ạ
ng thái và tính ch
ấ
t c
ơ
lý c
ủ
a l
ớ
p b
ề
m
ặ
t (
ñộ
c
ứ
ng,
ứ
ng su
ấ
t
d
ư
, chi
ề
u sâu bi
ế
n c
ứ
ng,...).
-
Ph
ả
n
ứ
ng c
ủ
a l
ớ
p b
ề
m
ặ
t
ñố
i v
ớ
i môi tr
ườ
ng làm vi
ệ
c (tính
ch
ố
ng mòn, kh
ả
n
ă
ng ch
ố
ng xâm th
ự
c hóa h
ọ
c,
ñộ
b
ề
n mõi...).
6
1.3.2. Các thông số ñánh giá chất lượng bề mặt
1.3.2.1. Tính chất hình học của bề mặt gia công
a. Độ nhám bề mặt:
Độ
nhám b
ề
m
ặ
t hay còn g
ọ
i là nh
ấ
p nhô t
ế
vi là t
ậ
p h
ợ
p t
ấ
t c
ả
nh
ữ
ng v
ế
t l
ồ
i, lõm v
ớ
i b
ướ
c c
ự
c ng
ắ
n
ñể
t
ạ
o thành profin b
ề
m
ặ
t chi
ti
ế
t trong ph
ạ
m vi chi
ề
u dài chu
ẩ
n l.
Thông th
ườ
ng ng
ườ
i ta th
ườ
ng s
ử
d
ụ
ng hai ch
ỉ
tiêu
ñ
ó là R
a
và R
z
:
-
Sai l
ệ
ch trung bình s
ố
h
ọ
c c
ủ
a prôfin Ra,
ñượ
c
ñ
o b
ằ
ng
µ
m.
-
Chi
ề
u cao nh
ấ
p nhô trung bình c
ủ
a profin R
z
,
ñượ
c
ñ
o b
ằ
ng
µ
m.
b. Độ sóng bề mặt:
Chu k
ỳ
không b
ằ
ng ph
ẳ
ng c
ủ
a b
ề
m
ặ
t chi ti
ế
t gia công
ñượ
c quan
sát trong kho
ả
ng l
ớ
n tiêu chu
ẩ
n (t
ừ
1
ñế
n 10mm)
ñượ
c g
ọ
i là
ñộ
sóng
b
ề
m
ặ
t.
1.3.2.2. Tính chất cơ lý của bề mặt gia công
1.3.3. Ảnh hưởng của các yếu tố ñến ñộ nhám bề mặt khi gia công cơ
-
Nh
ữ
ng nguyên nhân có liên quan
ñế
n hình d
ạ
ng hình h
ọ
c c
ủ
a
dao c
ắ
t.
-
Nh
ữ
ng nguyên nhân có liên quan
ñế
n bi
ế
n d
ạ
ng
ñ
àn h
ồ
i và bi
ế
n
d
ạ
ng d
ẻ
o c
ủ
a v
ậ
t li
ệ
u gia công.
-
Nh
ữ
ng nguyên nhân có liên quan
ñế
n
ñộ
c
ứ
ng v
ữ
ng c
ủ
a h
ệ
th
ố
ng công ngh
ệ
và rung
ñộ
ng.
-
Ph
ụ
thu
ộ
c vào ch
ế
ñộ
bôi tr
ơ
n làm mát: Lo
ạ
i dung d
ị
ch tr
ơ
n
ngu
ộ
i, l
ư
u l
ượ
ng t
ướ
i, th
ờ
i
ñ
i
ể
n t
ướ
i...
1.3.3.1. Ảnh hưởng của thông số hình học của dao ñến ñộ nhám bề mặt
-
Khi S > 0,15mm/vòng thì:
2
8
r
S
Rz=
(1.14)
-
Khi S > 0,15mm/vòng thì
:
2
min min
2
r
R8 2
1
z
h rhS
S
= + +
(1.15)
7
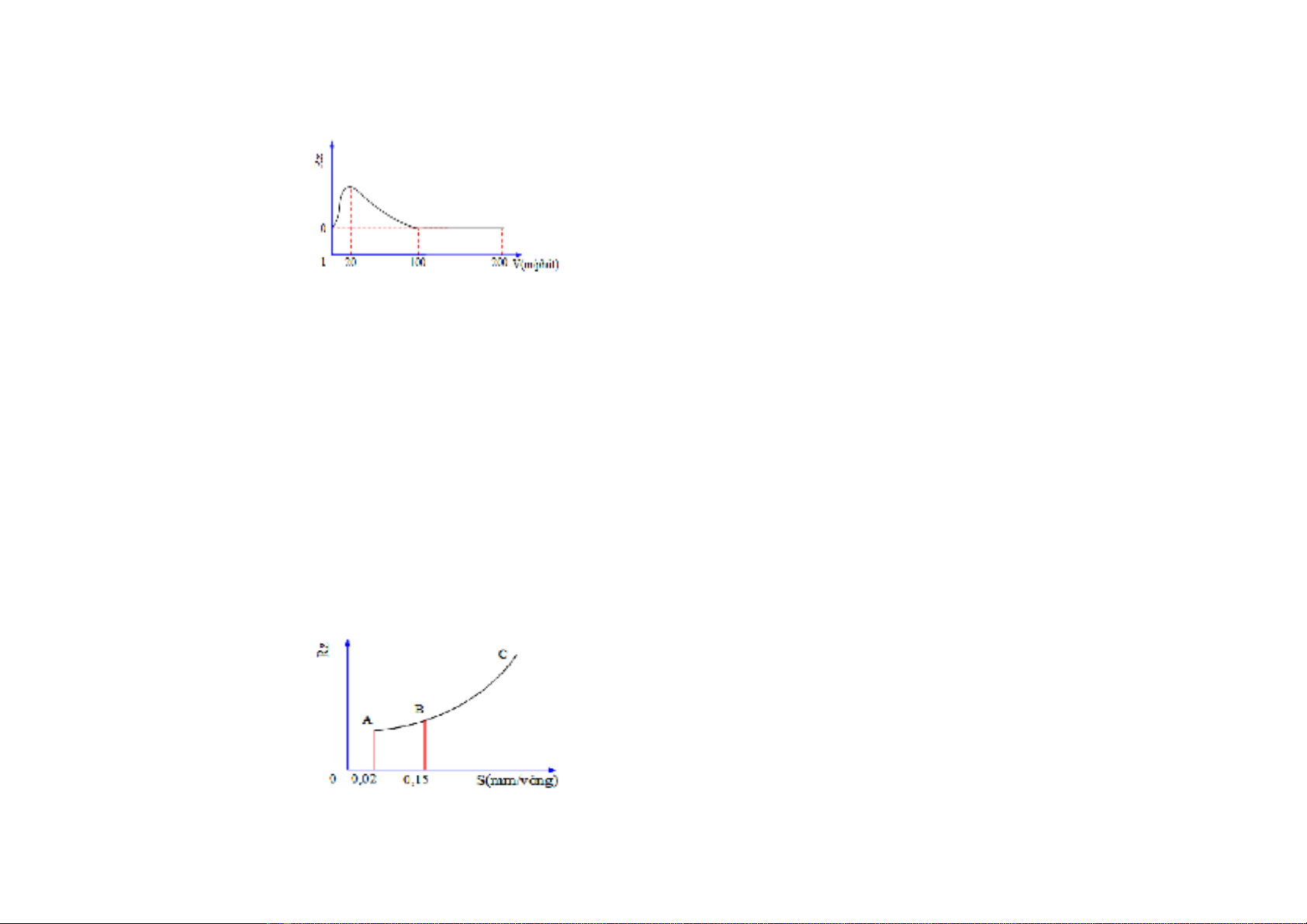
Hình 1.5. Ảnh hưởng của tốc ñộ cắt
tới ñộ nhám bề mặt khi gia công thép
Hình 1.6. Ảnh hưởng của lượng
chạy dao tới ñộ nhám bề mặt
1.3.3.2. Ảnh hưởng của tốc ñộ cắt
Khi c
ắ
t thép Cacbon
ở
t
ố
c
ñộ
th
ấ
p, nhi
ệ
t c
ắ
t không cao,
phoi kim lo
ạ
i d
ễ
tách, bi
ế
n
d
ạ
ng c
ủ
a l
ớ
p kim lo
ạ
i không
nhi
ề
u, vì v
ậ
y ch
ấ
t l
ượ
ng b
ề
m
ặ
t gia công th
ấ
p. Khi t
ă
ng
t
ố
c
ñộ
c
ắ
t lên kho
ả
ng 15
÷
20
m/phút thì nhi
ệ
t c
ắ
t và l
ự
c c
ắ
t
ñề
u t
ă
ng gây ra bi
ế
n d
ạ
ng d
ẻ
o m
ạ
nh, và trong
ñ
i
ề
u ki
ệ
n nh
ư
v
ậ
y r
ấ
t
d
ễ
hình thành phoi bám do
ñ
ó
ñộ
nh
ấ
p nhô t
ế
vi l
ớ
p b
ề
m
ặ
t t
ă
ng lên.
Khi c
ắ
t v
ớ
i t
ố
c
ñộ
c
ắ
t t
ừ
30m/phút tr
ở
lên thì khó hình thành phoi
bám, do
ñ
ó chi
ề
u cao nh
ấ
p nhô b
ề
m
ặ
t R
z
gi
ả
m. Khi c
ắ
t v
ớ
i v
ậ
n t
ố
c
c
ắ
t t
ừ
100m/phút tr
ở
lên, nhi
ệ
t c
ắ
t cao, kim lo
ạ
i d
ễ
bi
ế
n d
ạ
ng, l
ớ
p
kim lo
ạ
i n
ằ
m gi
ữ
a m
ặ
t tr
ướ
c c
ủ
a dao và phoi b
ị
nóng ch
ả
y làm gi
ả
m
ma sát, gi
ả
m l
ự
c c
ắ
t, khó hình thành phoi bám, do
ñ
ó chi
ề
u cao nh
ấ
p
nhô t
ế
vi l
ớ
p b
ề
m
ặ
t gi
ả
m,
ñộ
nh
ẵ
n b
ề
m
ặ
t t
ă
ng lên.
1.3.3.3. Ảnh hưởng của lượng chạy dao
Khi gia công v
ớ
i l
ượ
ng ch
ạ
y dao 0,02
÷
0,15mm/vòng thì b
ề
m
ặ
t
gia công có
ñộ
nh
ấ
p nhô t
ế
vi gi
ả
m. N
ế
u S < 0,02mm/vòng thì
ñộ
nh
ấ
p nhô t
ế
vi s
ẽ
t
ă
ng lên
(t
ứ
c là
ñộ
nh
ẵ
n bóng s
ẽ
gi
ả
m
xu
ố
ng) vì
ả
nh h
ưở
ng c
ủ
a
bi
ế
n d
ạ
ng d
ẻ
o l
ớ
n h
ơ
n
ả
nh
h
ưở
ng c
ủ
a các y
ế
u t
ố
hình
h
ọ
c. N
ế
u l
ượ
ng ch
ạ
y dao S >
0,15mm/vòng thì bi
ế
n d
ạ
ng
ñ
àn h
ồ
i s
ẽ
ả
nh h
ưở
ng
ñế
n s
ự
8
hình thành các nh
ấ
p nhô t
ế
vi
ñồ
ng th
ờ
i k
ế
t h
ợ
p v
ớ
i
ả
nh h
ưở
ng c
ủ
a
các y
ế
u t
ố
hình h
ọ
c làm t
ă
ng
ñộ
nhám b
ề
m
ặ
t.
Để
ñả
m b
ả
o
ñộ
nh
ẵ
n bóng b
ề
m
ặ
t và n
ă
ng su
ấ
t gia công,
ñố
i v
ớ
i
thép Cacbon ng
ườ
i ta th
ườ
ng ch
ọ
n giá tr
ị
c
ủ
a l
ượ
ng ch
ạ
y dao S trong
kho
ả
ng t
ừ
0,05
ñế
n 0,12mm/vòng.
1.3.3.4. Ảnh hưởng của chiều sâu cắt
Ả
nh h
ưở
ng c
ủ
a chi
ề
u sâu c
ắ
t
ñế
n
ñộ
nhám b
ề
m
ặ
t là không
ñ
áng
k
ể
. Tuy nhiên n
ế
u chi
ề
u sâu c
ắ
t quá l
ớ
n s
ẽ
d
ẫ
n
ñế
n rung
ñộ
ng trong
quá trình c
ắ
t t
ă
ng, do
ñ
ó làm t
ă
ng
ñộ
nhám. Ng
ượ
c l
ạ
i, chi
ề
u sâu c
ắ
t
quá nh
ỏ
s
ẽ
làm cho dao b
ị
tr
ượ
t trên b
ề
m
ặ
t gia công. Th
ự
c nghi
ệ
m
cho th
ấ
y khi c
ắ
t v
ớ
i chi
ề
u sâu c
ắ
t t = 0,02
÷
0,03mm th
ườ
ng x
ả
y ra
hi
ệ
n t
ượ
ng tr
ượ
t dao. Khi
ñ
ó kim lo
ạ
i ch
ủ
y
ế
u b
ị
nén ch
ặ
t làm cho
chi
ề
u cao nh
ấ
p nhô t
ế
vi t
ă
ng lên và l
ớ
p b
ề
m
ặ
t b
ị
bi
ế
n c
ứ
ng, gây khó
kh
ă
n cho l
ầ
n gia công ti
ế
p theo.
1.3.3.5. Ảnh hưởng của vật liệu gia công
V
ậ
t li
ệ
u gia công (hay tính gia công c
ủ
a v
ậ
t li
ệ
u)
ả
nh h
ưở
ng
ñế
n
ñộ
nhám b
ề
m
ặ
t ch
ủ
y
ế
u là do kh
ả
n
ă
ng bi
ế
n d
ạ
ng d
ẻ
o. V
ậ
t li
ệ
u d
ẻ
o
và dai (thép ít cacbon) d
ễ
bi
ế
n d
ạ
ng d
ẻ
o s
ẽ
làm cho nhám b
ề
m
ặ
t l
ớ
n
h
ơ
n so v
ớ
i v
ậ
t li
ệ
u c
ứ
ng và giòn.
1.3.3.6. Ảnh hưởng của rung ñộng của hệ thống công nghệ
Quá trình rung
ñộ
ng trong h
ệ
th
ố
ng công ngh
ệ
t
ạ
o ra chuy
ể
n
ñộ
ng
t
ươ
ng
ñố
i có chu k
ỳ
gi
ữ
a d
ụ
ng c
ụ
c
ắ
t và chi ti
ế
t gia công d
ẫ
n
ñế
n làm
thay
ñổ
i
ñ
i
ề
u ki
ệ
n ma sát, gây nên
ñộ
sóng và nh
ấ
p nhô t
ế
vi trên b
ề
m
ặ
t gia công. Sai l
ệ
ch c
ủ
a các b
ộ
ph
ậ
n máy làm cho chuy
ể
n
ñộ
ng
c
ủ
a máy không
ổ
n
ñị
nh, h
ệ
th
ố
ng công ngh
ệ
s
ẽ
có dao
ñộ
ng c
ưỡ
ng
b
ứ
c.
Đ
i
ề
u này có ngh
ĩ
a là các b
ộ
ph
ậ
n máy làm vi
ệ
c s
ẽ
có rung
ñộ
ng v
ớ
i nh
ữ
ng t
ầ
n s
ố
khác nhau gây ra sóng d
ọ
c và sóng ngang
trên b
ề
m
ặ
t gia công v
ớ
i b
ướ
c sóng khác nhau.
9
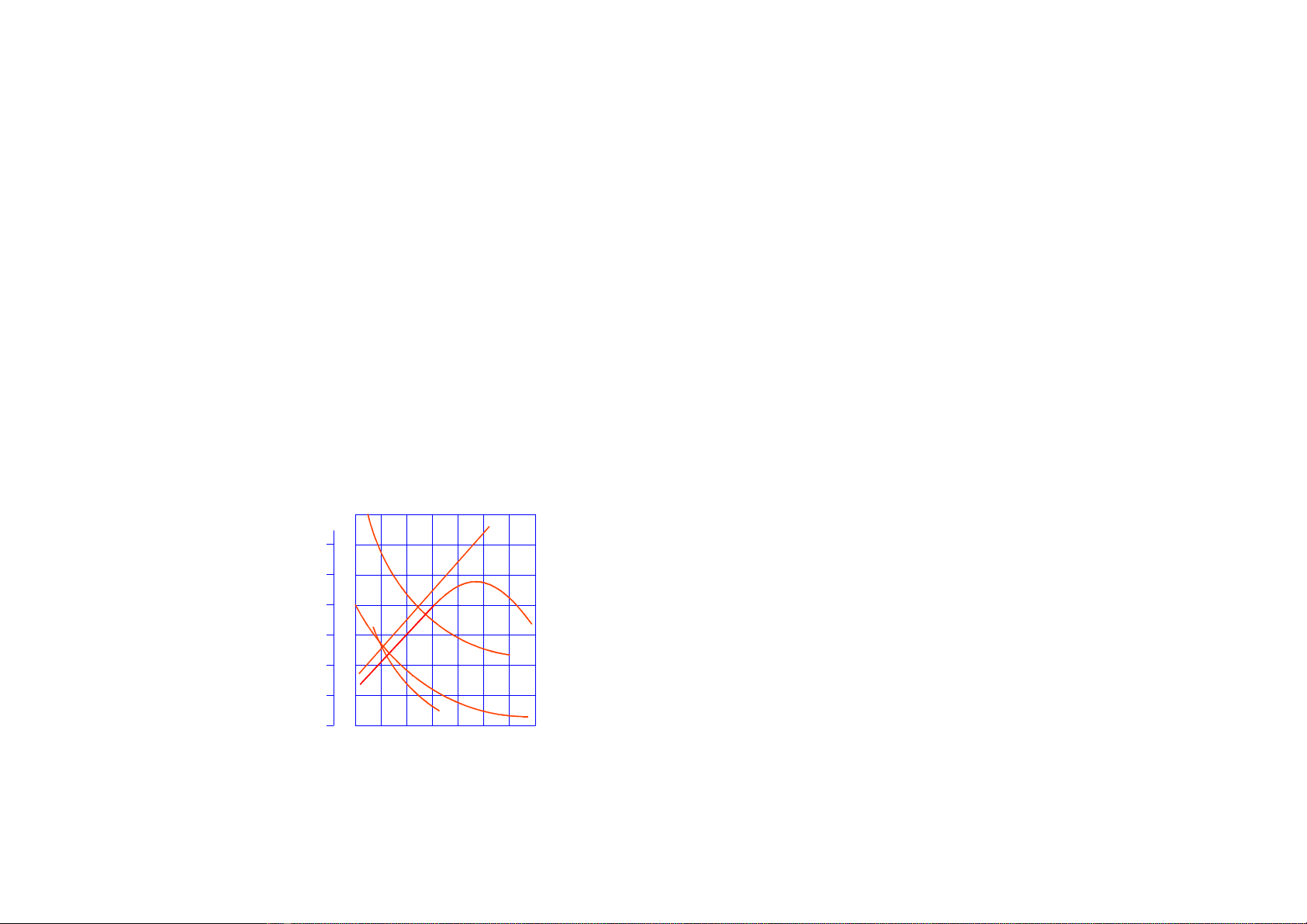
Hình 1.7. Ảnh hưởng của cacbon
tới cơ tính của thép thường
0 0,2 0,4 0,6 0,8 1,0 1,2 1,4
200
400
600
800
1000
1200
0
200
200
300
H B
60
50
40
30
20
10
2400
2000
1600
1200
800
400
% C
σ
b
, MN/m
ψ,
δ
%
a
k,
KJ/m
2
ψ
σ
b
a
k
δ
HB
1.4. CÁC THÀNH PHẦN VẬT LIỆU CỦA CÁC LOẠI THÉP CACBON
1.4.1. Khái niệm và thành phần hóa học của thép Cacbon
Thép là h
ợ
p kim gi
ữ
a s
ắ
t và cacbon v
ớ
i l
ượ
ng cacbon nh
ỏ
h
ơ
n
2,14%. Do
ñ
i
ề
u ki
ệ
n n
ấ
u luy
ệ
n t
ừ
qu
ặ
ng s
ắ
t, nên ngoài hai nguyên
t
ố
chính là Fe và C, trong thép còn có các nguyên t
ố
khác,
ñ
ó là các
t
ạ
p ch
ấ
t th
ườ
ng có (Mn, Si, P, S), các t
ạ
p ch
ấ
t
ẩ
n (H, N, O...) và các
t
ạ
p ch
ấ
t ng
ẫ
u nhiên (Cr, Ni, Cu, Mo, Mn, Co, V, Ti...).
Thành ph
ầ
n hóa h
ọ
c c
ủ
a thép thông th
ườ
ng ngoài Fe ra
ñượ
c
gi
ớ
i h
ạ
n nh
ư
sau: C < 2,14%; Mn
≤
0,5% ÷ 0,8%; Si
≤
0,3% ÷
0,6%; P
≤
0,03 ÷ 0,06%; S
≤
0,03 ÷ 0,06% (theo tiêu chu
ẩ
n ISO: S,
P
≤
0,03%).
1.4.2. Ảnh hưởng của cacbon tới tổ chức, tính chất và công dụng
của thép
1.4.2.1. Tổ chức tế vi
1.4.2.2. Cơ tính
Khi thành ph
ầ
n cacbon t
ă
ng
lên,
ñộ
b
ề
n và
ñộ
c
ứ
ng t
ă
ng, còn
ñộ
d
ẻ
o và
ñộ
dai gi
ả
m.
V
ề
m
ặ
t
ñị
nh l
ượ
ng, có th
ể
th
ấ
y c
ứ
t
ă
ng 0,1%C,
ñộ
c
ứ
ng
HB s
ẽ
t
ă
ng thêm kho
ả
ng 20÷25
ñơ
n v
ị
, gi
ớ
i h
ạ
n b
ề
n (
σ
b
) t
ă
ng
thêm kho
ả
ng 60÷80Pa,
ñộ
giãn
dài (
δ
) gi
ả
m
ñ
i kho
ả
ng 2÷4%,
ñộ
th
ắ
t t
ỷ
ñố
i (
ψ
) gi
ả
m
ñ
i
kho
ả
ng 1÷5%,
ñộ
dai va
ñậ
p
(a
k
) gi
ả
m
ñ
i kho
ả
ng 200
kJ/m
2
,...
10
1.4.2.3. Vai trò của cacbon. Công dụng của thép theo thành phần
cacbon
1.4.3. Phân loại thép Cacbon
1.4.3.1. Theo mức ñộ sạch tạp chất từ thấp ñến cao có các mức chất
lượng sau
1.4.3.2. Theo phương pháp khử ôxy
1.4.3.3. Theo công dụng
1.4.4. Ký hiệu Thép cacbon
1.4.4.1. Nhóm thép cacbon chất lượng thường
1.4.4.2. Nhóm thép kết cấu
1.4.4.3. Nhóm thép dụng cụ
1.4.4.4. Nhóm thép Cacbon có công dụng riêng
1.5. MÁY CNC VÀ CÔNG NGHỆ GIA CÔNG TRÊN MÁY CNC
(CAD/CAM/CNC)
1.5.1. Đặc trưng cơ bản của máy CNC
1.5.2. Cấu trúc cơ bản của máy CNC
1.5.3. Công nghệ gia công trên máy CNC (CAD/CAM-CNC)
1.5.3.1. Hệ trục tọa ñộ máy công cụ CNC
1.5.3.2. Các ñiểm gốc, ñiểm chuẩn trên máy công cụ CNC
1.5.3.3. Tổng quan về công nghệ CAD/CAM
1.5.3.4. Lập trình gia công theo công nghệ CAD/CAM - CNC
1.6. Kết luận chương
Trong ch
ươ
ng này, lu
ậ
n v
ă
n gi
ớ
i thi
ệ
u lý thuy
ế
t c
ơ
b
ả
n v
ề
ch
ế
ñộ
c
ắ
t, ch
ấ
t l
ượ
ng c
ủ
a chi ti
ế
t gia công và phân tích các
ả
nh h
ưở
ng c
ủ
a
các y
ế
u t
ố
nh
ư
: hình dáng hình h
ọ
c c
ủ
a dao, t
ố
c
ñộ
c
ắ
t, l
ượ
ng ch
ạ
y
dao, chi
ề
u sâu c
ắ
t, v
ậ
t li
ệ
u gia công c
ũ
ng nh
ư
rung
ñộ
ng c
ủ
a h
ệ
th
ố
ng
công ngh
ệ
...
ñế
n
ñộ
nhám b
ề
m
ặ
t và trình bày tóm t
ắ
t các ch
ỉ
tiêu
ñ
ánh giá ch
ấ
t l
ượ
ng b
ề
m
ặ
t R
a
, R
z
. Bên c
ạ
nh
ñ
ó là vi
ệ
c trình bày các

























%20--%3e%3cdefs%3e%3cstyle%3e%20.st0%20{%20fill:%20%23fff;%20}%20.st1%20{%20fill:%20%237800fa;%20}%20%3c/style%3e%3c/defs%3e%3cpath%20class='st1'%20d='M117.78,12.18H43.11c2.9,3.47,4.65,7.94,4.65,12.82,0,5.6-2.3,10.66-6.01,14.29h76.02l7.22-13.56-7.22-13.56Z'/%3e%3cg%3e%3cpath%20class='st0'%20d='M53.58,26.17h-.59v-1.46h.59v-4.96h2.83c1.78,0,2.67.94,2.67,2.82v5.76c0,1.87-.89,2.81-2.67,2.81h-2.83v-4.96ZM55.36,21.37v3.34h1.1v1.46h-1.1v3.34h1.01c.61,0,.91-.37.91-1.1v-5.93c0-.74-.3-1.1-.91-1.1h-1.01Z'/%3e%3cpath%20class='st0'%20d='M65.99,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM65.28,18.04c-.25.46-.51.77-.75.94-.21.15-.47.22-.79.22-.26,0-.57-.07-.92-.22l-.38-.15c-.14-.05-.26-.07-.37-.07-.3,0-.53.18-.71.54l-.91-.68c.25-.46.51-.77.75-.94.21-.14.48-.21.79-.21.26,0,.57.07.92.21l.38.15c.14.05.26.07.37.07.3,0,.53-.18.71-.54l.91.68ZM61.91,27.52h1.73l-.87-5.76-.87,5.76Z'/%3e%3cpath%20class='st0'%20d='M74.53,26.89v1.52c0,1.91-.89,2.86-2.67,2.86s-2.67-.95-2.67-2.86v-5.93c0-1.91.89-2.86,2.67-2.86s2.67.95,2.67,2.86v1.11h-1.69v-1.22c0-.75-.31-1.12-.93-1.12s-.93.37-.93,1.12v6.15c0,.74.31,1.11.93,1.11s.93-.37.93-1.11v-1.63h1.69Z'/%3e%3cpath%20class='st0'%20d='M81.4,31.14h-1.8l-.31-2.07h-2.19l-.31,2.07h-1.64l1.82-11.39h2.62l1.82,11.39ZM75.9,19.2l1.52-1.91h1.71l1.51,1.91h-1.61l-.76-.95-.75.95h-1.61ZM77.32,27.52h1.73l-.87-5.76-.87,5.76ZM83.1,15.99l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M84.86,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM84.01,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M93.51,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM92.66,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3cpath%20class='st0'%20d='M98.8,31.14h-1.79v-11.39h1.79v4.88h2.03v-4.88h1.83v11.39h-1.83v-4.88h-2.03v4.88Z'/%3e%3cpath%20class='st0'%20d='M105.36,24.55h2.46v1.62h-2.46v3.34h3.09v1.63h-4.88v-11.39h4.88v1.63h-3.09v3.18ZM108.17,17.29l-1.76,1.91h-1.26l1.17-1.91h1.86Z'/%3e%3cpath%20class='st0'%20d='M112.2,19.75c1.78,0,2.67.94,2.67,2.82v1.48c0,1.87-.89,2.81-2.67,2.81h-.85v4.28h-1.79v-11.39h2.64ZM111.35,21.37v3.86h.85c.58,0,.87-.36.87-1.08v-1.71c0-.71-.29-1.07-.87-1.07h-.85Z'/%3e%3c/g%3e%3ccircle%20class='st1'%20cx='25'%20cy='25'%20r='20'/%3e%3cpath%20class='st0'%20d='M32.78,19.27c2.92,0,4.43,2.55,5.28,5.33l.71,2.17c.14.38-.33.75-.71.75h-5.61c.19-.33.24-.71.09-1.08l-.75-2.45c-.43-1.32-.99-2.64-1.79-3.77.75-.57,1.65-.94,2.78-.94h0ZM25,18.38c3.25,0,4.9,2.78,5.89,5.89l.76,2.45c.14.42-.33.8-.8.8h-11.69c-.42,0-.94-.38-.8-.8l.75-2.45c.99-3.11,2.64-5.89,5.89-5.89h0ZM25,11.35c1.74,0,3.11,1.37,3.11,3.11s-1.37,3.11-3.11,3.11-3.11-1.41-3.11-3.11,1.41-3.11,3.11-3.11h0ZM17.27,19.27c1.08,0,1.98.38,2.73.94-.8,1.13-1.37,2.45-1.74,3.77l-.8,2.45c-.14.38-.05.75.09,1.08h-5.56c-.42,0-.9-.38-.75-.75l.71-2.17c.9-2.78,2.41-5.33,5.33-5.33h0ZM17.27,12.91c1.51,0,2.78,1.27,2.78,2.83s-1.27,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM32.78,12.91c1.56,0,2.78,1.27,2.78,2.83s-1.23,2.83-2.78,2.83-2.83-1.27-2.83-2.83,1.27-2.83,2.83-2.83h0ZM27.07,28.56v.09c0,.57-.24,1.08-.61,1.46h0v.05c-.38.33-.9.57-1.46.57s-1.08-.24-1.46-.61h0c-.38-.38-.61-.9-.61-1.46v-.09h1.41v.09c0,.19.05.38.19.47v.05c.09.09.28.19.47.19s.38-.09.47-.19v-.05c.14-.09.24-.28.24-.47t-.05-.09h1.41ZM30.99,28.56v.09c0,1.65-.66,3.16-1.74,4.24-1.08,1.08-2.59,1.79-4.24,1.79s-3.16-.71-4.24-1.79l-.05-.05c-1.04-1.08-1.7-2.55-1.7-4.2v-.09h1.41v.09c0,1.27.47,2.4,1.27,3.25h.05c.85.85,1.98,1.37,3.25,1.37s2.4-.52,3.25-1.37c.85-.8,1.37-1.98,1.37-3.25v-.09h1.37ZM34.99,28.56v.09c0,2.78-1.13,5.28-2.92,7.07-1.79,1.79-4.29,2.92-7.07,2.92s-5.23-1.13-7.07-2.92c-1.79-1.79-2.92-4.29-2.92-7.07v-.09h1.41v.09c0,2.4.94,4.53,2.5,6.08,1.56,1.56,3.72,2.5,6.08,2.5s4.52-.94,6.08-2.5c1.56-1.56,2.5-3.68,2.5-6.08v-.09h1.41Z'/%3e%3c/svg%3e)