http://www.iaeme.com/IJMET/index.asp 1025 editor@iaeme.com
International Journal of Mechanical Engineering and Technology (IJMET)
Volume 10, Issue 03, March 2019, pp.1025-1037. Article ID: IJMET_10_03_103
Available online at http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=10&IType=3
ISSN Print: 0976-6340 and ISSN Online: 0976-6359
© IAEME Publication Scopus Indexed
OPERATIONAL IMPROVEMENT BY LEAGILE
APPROACH
Krishnamoorthy S
Department of Mechanical Engineering, Sri Krishna College of Engineering and Technology
Coimbatore, Tamilnadu, India.
Ben Ruben R
Department of Mechanical Engineering, Sri Krishna College of Engineering and Technology
Coimbatore, Tamilnadu, India.
ABSTRACT
This research work is carried out in a air compressor manufacturing company
which produces different models of air compressors. The work aim was to improve the
productivity by reducing the total operating cycle time, unnecessary motions, material
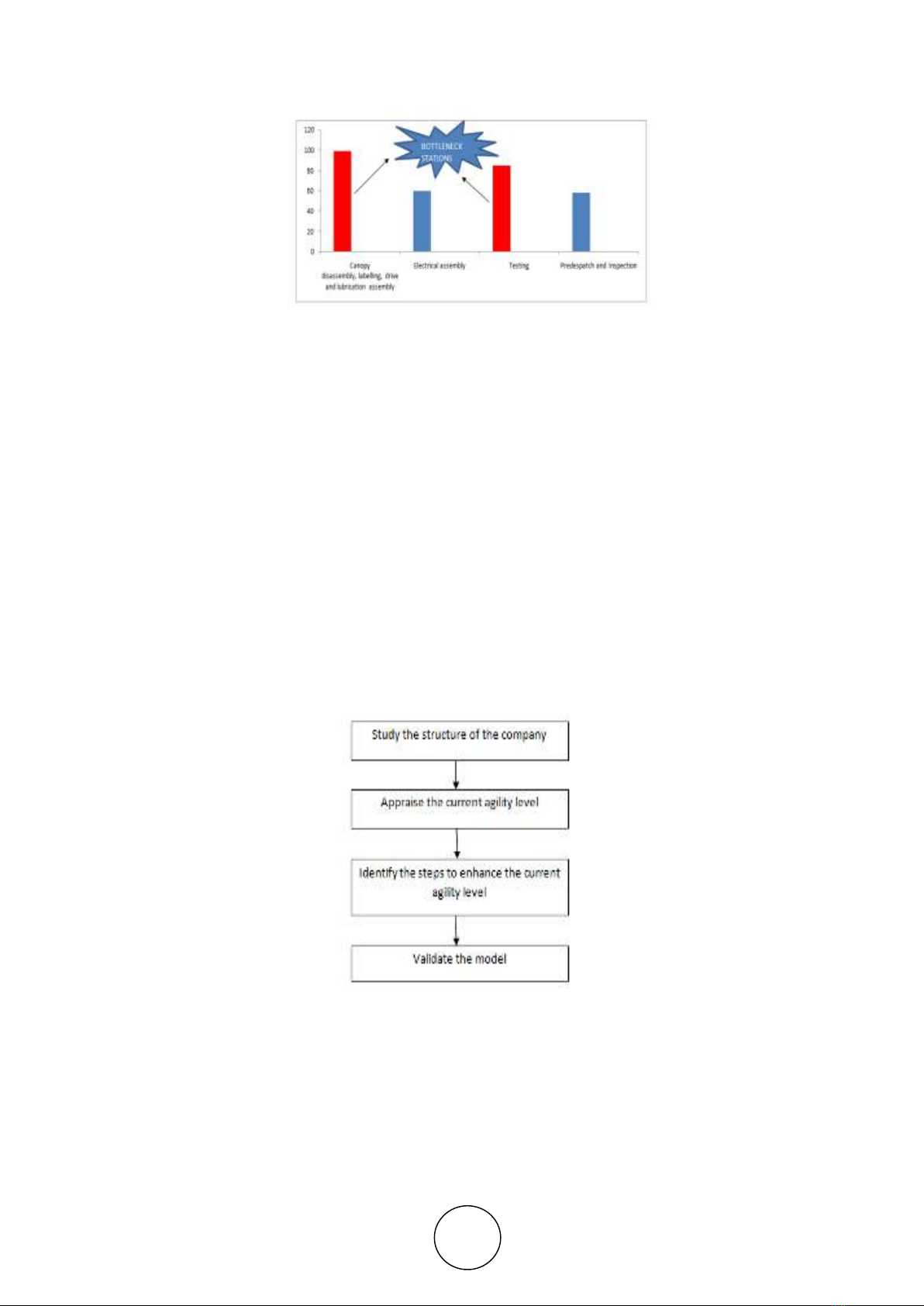
handling, and to create a standardized working environment. Two stations namely drive
and lubrication assembly and testing were found out to be the bottleneck stations, and
efforts are taken to improve its productivity. Kaizen’s were planned for improvement
activities and were implemented subsequently. These improvement actions were based
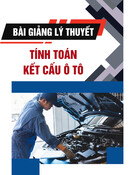
on Lean production organizational model and application of Lean tools. The current
agility level of the firm was calculated and suggestions were given to improve the agility
level of the firm.
Keywords: Leagile, Testing, Kaizen, Agility Assessment, New Product Development.
Cite this Article: Krishnamoorthy S and Ben Ruben R, Operational Improvement by
Leagile Approach, International Journal of Mechanical Engineering and Technology,
10(3), 2019, pp. 1025-1037.
http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=10&IType=3
1. INTRODUCTION
Lean manufacturing is focused on eliminating wastes in the entire manufacturing process. It
deals with minimizing work -in progress, eliminating processes that do not add value to the
product, making the process more flexible to make products of different design without
changing the value of the product. Many manufacturing companies, historically, have been able
to maintain bloated or inefficient methods because of a protected market, strong brand strength
or huge profit margins. The global competition is forcing these manufactures to quickly change
their methods to be less wasteful, and provide value to their customers through customization
and reduced cycle or delivery times. There are five-key principles that must be followed to
implement lean manufacturing successfully. They are,