®å ¸n tèt nghiÖp sv. L−¬ng v¨n kiªn
Tr−êng dhnni – hµ néi ®iÖn 45a – khoa c¬ ®iÖn
37
T5
T4
MC1 MC2 MC3
MC2 T2 T3
10s
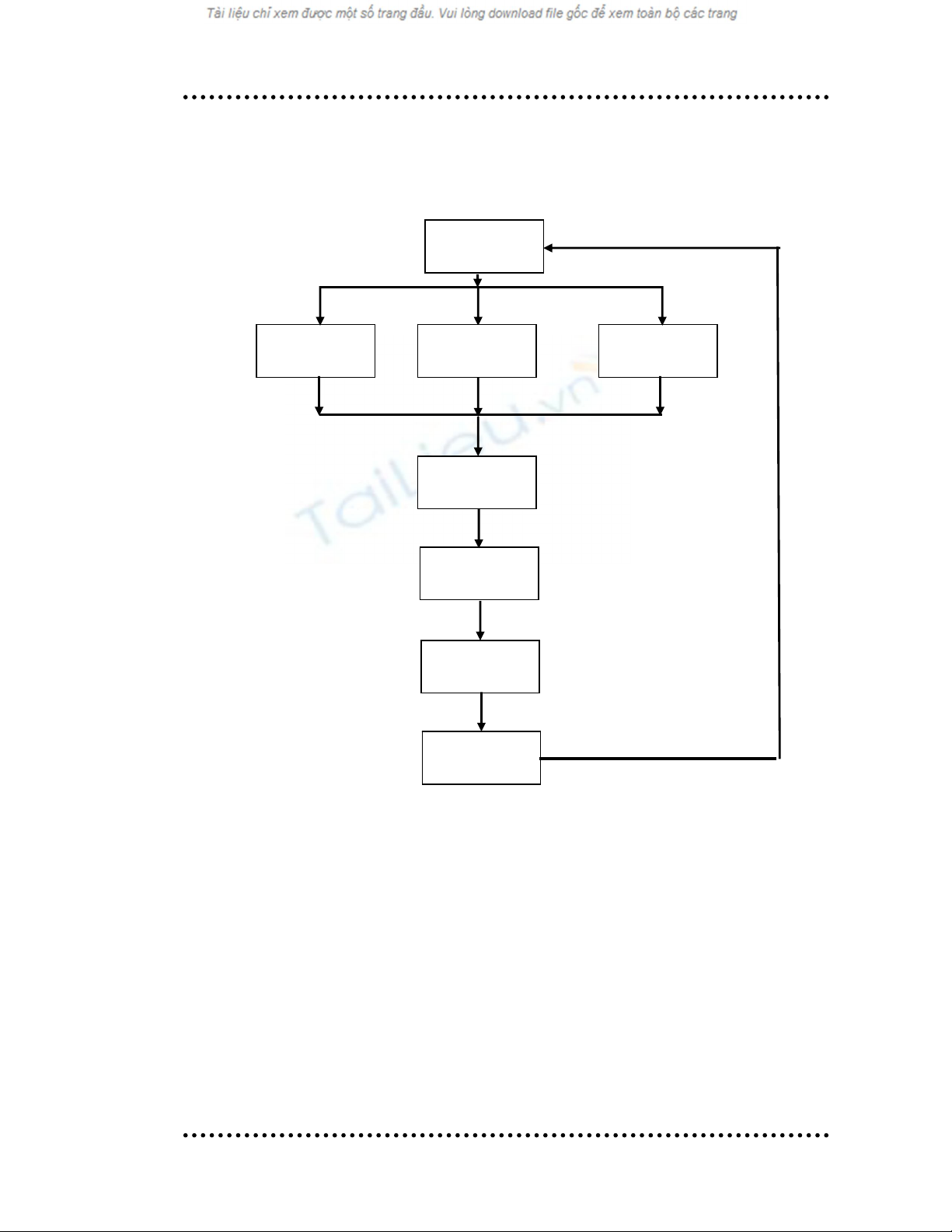
2.2.4. S¬ ®å thuËt to¸n cña m« h×nh
* Trén
Start
MB1 ho¹t
®éng
B4 ho¹t
®éng
B3 ho¹t
®éng
V1,V2 më
Stop
B4 dõng
B2 ho¹t
®éng
®å ¸n tèt nghiÖp sv. L−¬ng v¨n kiªn
Tr−êng dhnni – hµ néi ®iÖn 45a – khoa c¬ ®iÖn
38
MT4
T
2
T
1
10s
T3
MT4
T
110s
T
2
T3
T4
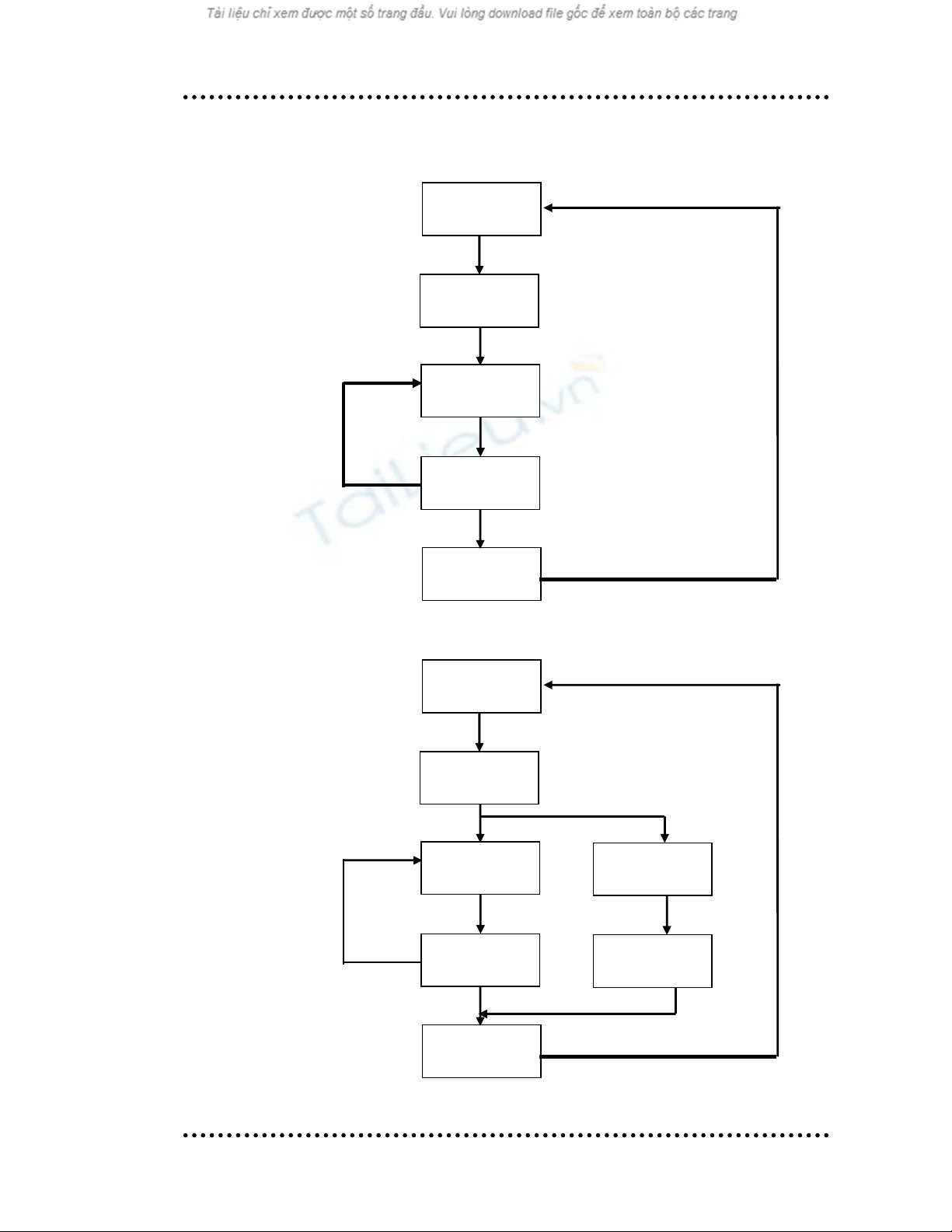
* T−íi 1
* T−íi 2
Start
B4 ho¹t
®éng
Stop
B4 dõng
V1,V3,V4,
V5,V6 Më
Start
B4 ho¹t
®éng
Stop
B4 dõng
V1,V3,V4,
Më
V6 Më
V5 Më
®å ¸n tèt nghiÖp sv. L−¬ng v¨n kiªn
Tr−êng dhnni – hµ néi ®iÖn 45a – khoa c¬ ®iÖn
39
2.3. KÕt luËn ch−¬ng II
Th«ng qua nghiªn cøu t×nh h×nh s¶n xuÊt thùc tÕ vµ lý thuyÕt chóng t«i
thÊy cÇn thiÕt ph¶i ph¸t triÓn c«ng nghÖ tù ®éng hãa nh»m x©y dùng mét nÒn
n«ng nghiÖp v÷ng m¹nh chuÈn bÞ xu thÕ héi nhËp khu vùc.
Trªn c¬ së ®ã ®Ò tµi ®· x©y dùng mét hÖ thèng t−íi nhá giät hoµn toµn
tù ®éng, con ng−êi chØ cßn nhiÖm vô theo dâi vµ kiÓm tra hÖ thèng.
ë ch−¬ng II nµy chóng t«i ®· x©y dùng ®−îc thuËt to¸n ®iÒu khiÓn cña
m« h×nh lµ c¬ së quan träng cho kh©u tiÕp theo lµ lËp tr×nh ®iÒu khiÓn hÖ thèng.
Tuy nhiªn, do cßn nhiÒu h¹n chÕ nªn m« h×nh ch−a hoµn toµn nh− thùc
tÕ, nh−ng ®©y sÏ lµ phÇn kh«ng thÓ thiÕu ®Ó cã thÓ x©y dùng ®−îc hÖ thèng
t−íi nhá giät trong thùc tÕ.

®å ¸n tèt nghiÖp sv. L−¬ng v¨n kiªn
Tr−êng dhnni – hµ néi ®iÖn 45a – khoa c¬ ®iÖn
40
Ch−¬ng III
ThiÕt kÕ m« h×nh hÖ thèng
t−íi nhá giät tù ®éng
3.1. Chän thiÕt bÞ ®iÒu khiÓn
3.1.1. PhÇn mÒm Simatic S7 - 200
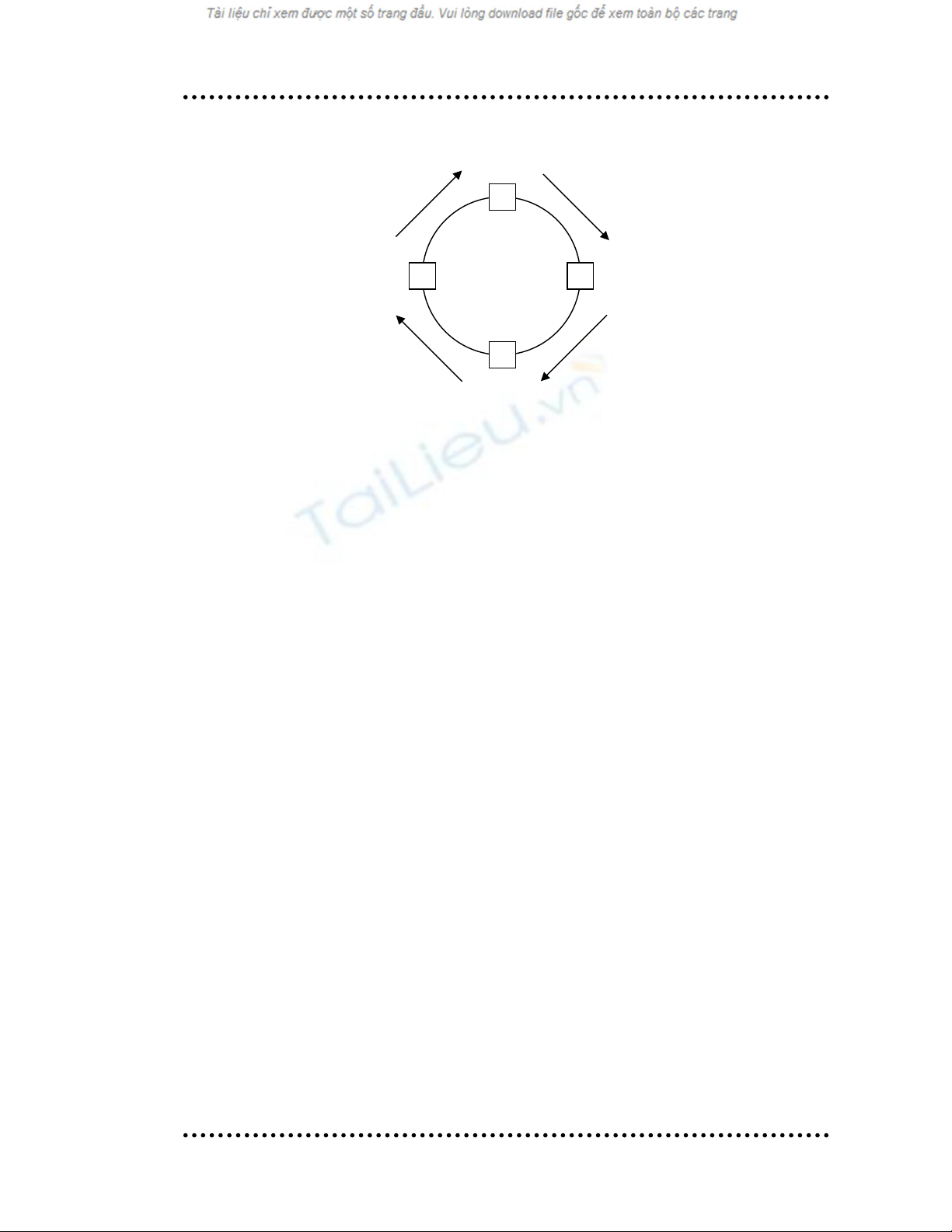
3.1.1.1. Vßng quÐt
PLC thùc hiÖn ch−¬ng tr×nh theo mét chu tr×nh lÆp mçi vßng lÆp lµ mét
vßng quÐt (scan cycle). Mçi vßng quÐt ®−îc b¾t ®Çu b»ng giai ®o¹n ®äc d÷
liÖu tõ c¸c cæng vµo vïng bé ®Õm ¶o, tiÕp ®Õn lµ giai ®o¹n thùc hiÖn ch−¬ng
tr×nh sau ®ã lµ giai ®o¹n truyÒn th«ng néi bé vµ kiÓm tra lçi, kÕt thóc vßng
quÐt lµ giai ®o¹n chuyÓn néi dung cña bé ®Öm ¶o tíi c¸c cæng.trong tõng vßng
quÐt ch−¬ng tr×nh ®−îc thùc hiÖn b»ng lÖnh ®Çu tiªn vµ lÖnh kÕt thóc t¹i lÖnh
kÕt thóc (MEND).
Thêi gian quÐt phô thuéc ®é dµi cña ch−¬ng tr×nh, kh«ng ph¶i vßng
quÐt nµo thêi gian quÐt còng b»ng nhau mµ nã phô thuéc c¸c lÖnh tho¶ m·n
trong ch−¬ng tr×nh. Trong thêi gian thùc hiÖn vßng quÐt nÕu cã tÝn hiÖu b¸o
ng¾t ch−¬ng tr×nh sÏ dõng l¹i ®Ó thùc hiÖn xö lý ng¾t, tÝn hiÖu b¸o ng¾t cã thÓ
thùc hiÖn ë bÊt kú giai ®o¹n nµo
T¹i thêi ®iÓm thùc hiÖn lÖnh vµo/ra. Th«ng th−êng c¸c lÖnh kh«ng lµm
viÖc trùc tiÕp víi cæng vµo ra mµ chØ th«ng qua c¸c bé ®Öm ¶o cña cæng trong
vïng nhí tham sè. ViÖc truyÒn th«ng gi÷a bé ®Öm ¶o víi ngo¹i vi trong giai
®o¹n ®Çu vµ cuèi do CPU ®¶m ®−¬ng.
®å ¸n tèt nghiÖp sv. L−¬ng v¨n kiªn
Tr−êng dhnni – hµ néi ®iÖn 45a – khoa c¬ ®iÖn
41
H×nh 5: Vßng quÐt
3.1.1.2. Ph−¬ng ph¸p lËp tr×nh
S7-200 lµ ng«n ng÷ lËp tr×nh. Th«ng qua S7-200 mµ ng−êi sö dông
th«ng tin ®−îc víi bé diÒu khiÓn PLC bªn ngoµi. S7-200 biÓu diÔn mét m¹ch
logic cøng b»ng mét d·y c¸c lÖnh lËp tr×nh.
- C¸ch lËp tr×nh cho S7 -200 nãi riªng vµ cho bé PLC cña siemen nãi
chung dùa trªn hai ph−¬ng ph¸p c¬ b¶n .
- Ph−¬ng ph¸p h×nh thang: (lader logic viÕt t¾t lµ LAD) ®©y lµ ph−¬ng
ph¸p ®å ho¹ thÝch hîp ®èi víi nh÷ng ng−êi quen thiÕt kÕ m¹ch ®iÒu khiÓn
logic, nh÷ng kü s− ngµnh ®iÖn.
- Ph−¬ng ph¸p liÖt kª: STL(Statement list) ®©y lµ d¹ng ng«n ng÷ lËp
tr×nh th«ng th−êng cña m¸y tÝnh. Bao gåm c¸c c©u lÖnh ®−îc ghÐp l¹i theo
mét thuËt to¸n nhÊt ®Þnh ®Ó t¹o mét ch−¬ng tr×nh. Ph−¬ng ph¸p nµy phï hîp
víi c¸c kü s− lËp tr×nh.
Mét ch−¬ng tr×nh ®−îc viÕt theo ph−¬ng ph¸p LAD cã thÓ ®−îc chuyÓn
sang d¹ng STL tuy nhiªn kh«ng ph¶i ch−¬ng tr×nh nµo viÕt theo d¹ng STL
còng cã thÓ ®−îc chuyÓn sang d¹ng LAD.
Trong qu¸ tr×nh lËp tr×nh ®iÒu khiÓn chóng t«i viÕt theo ph−¬ng ph¸p LAD do
vËy khi chuyÓn sang STL th× bé lÖnh cña STL cã chøc n¨ng t−¬ng øng nh− c¸c
tiÕp ®iÓm, c¸c cuén d©y vµ c¸c hép d©y dïng trong LAD.
2. Thùc hiÖn
ch−¬ng tr×nh
1. NhËp d÷ liÖu
tõ ngo¹i vi vµo
bé ®Öm ¶o
3. TruyÒn th«ng
vµ tù kiÓm tra lçi
4. TruyÒn d÷ liÖu
tõ bé ®Öm ¶o ra
ngo¹i vi