
Tuyển tập Hội nghị Khoa học thường niên năm 2015. ISBN: 978-604-82-1710-5
311
NGHIÊN CỨU TÁI SỬ DỤNG VẢI PHẾ THẢI TRONG SẢN XUẤT
POLIME COMPOSITE THEO HƯỚNG THÂN THIỆN VỚI
MÔI TRƯỜNG VÀ KHẢ NĂNG ỨNG DỤNG THỰC TẾ
Phạm Thị Ngọc Lan1, Dương Thị Huyền2, Trần Thị Thanh3, Lê Thị Trang4
1Đại Học Thủy lợi, email:NgocLanmt@tlu.edu.vn
2Đại học Thủy lợi, email: Huyendt17@wru.vn
3Đại học Thủy lợi, email: Thanhtt17@wru.vn
4Đại học Thủy lợi, email: Tranglt17@wru.vn
1. GIỚI THIỆU
Việt Nam đang trong quá trình hiện đại
hóa đất nước khiến cho nhu cầu xây dựng cơ
sở hạ tầng, công trình xây dựng ngày càng
gia tăng và đòi hỏi các vật liệu có tính tối ưu
vừa đảm bảo về chất lượng, thẩm mỹ và có
tính kinh tế. Composite là vật liệu có thể đáp
ứng được những yêu cầu đó. Tuy nhiên trong
quá trình sản xuất vẫn còn gặp phải một số
khó khăn gây ảnh hưởng đến sức khỏe của
người sản xuất. Trong khi đó, hàng năm một
lượng lớn vải phế thải từ ngành dệt may chưa
có biện pháp xử lý phù hợp dẫn đến tình
trạng ô nhiễm môi trường. Vì vậy, nhóm
nghiên cứu đề xuất ý tưởng và tiến hành
nghiên cứu đề tài: “Nghiên cứu tái sử dụng
vải phế thải trong sản xuất polime composite
theo hướng thân thiện với môi trường và khả
năng ứng dụng trong thực tế".
2. VẬT LIỆU VÀ PHƯƠNG PHÁP
NGHIÊN CỨU
2.1. Chuẩn bị vải phế thải, vải thủy tinh
(MAT)
Vải phế thải thu thập từ các xưởng dệt
may, hiệu may và hộ gia đình sau đo được
phơi khô sau đó cắt thành các mảnh nhỏ với
các kích thước nhất định.
Vải thủy tinh được mua tại các cửa hàng
(hình 1).
Hình 1: Vải phế thải và vải thủy tinh
2.2. Chuẩn bị nhựa polieste không no và
chất đóng rắn
Nhựa polieste không no được sử dụng
trong thí nghiệm là nhựa R8202 được sử
dụng phổ biến trong trong việc sản xuất các
sản phẩm composite. Chất đóng rắn butanox
(C6H19O6) với vai trò là chất khơi mào cho
phản ứng trùng hợp polime, tỷ lệ chất này
trong hỗn hợp với nhựa R8202 đóng vai trò
quyết định thời gian đóng rắn của hỗn hợp.
2.3. Chế tạo các mẫu thí nghiệm
Để đảm bảo tính đồng nhất trong các mẫu
quá thí nghiệm, nhóm tiến hành chế tạo vật
liệu từ cùng một loại vải. Vật liệu được chết
taoj theo phương pháp trải bằng tay, vải được
trải từng lớp trên khuôn bằng mica, cứ một
lớp vải được phủ một lớp nhựa. Mặt trên
cùng cũng trải tiếp một lớp mica để làm
phẳng khuôn và cuối cùng là ép bề mặt bằng
gạch men phẳng nhằm tạo chiều dày đồng
đều cho vật liệu. Mẫu vật liệu sau đó được
cắt theo tiêu chuẩn và đo đạc các tính chất
vật lý. Các mẫu thí nghiệm được đo và kiểm
chứng tại 2 phòng thí nghiệm: Trung tâm
Tuyển tập Hội nghị Khoa học thường niên năm 2015. ISBN: 978-604-82-1710-5
312
công nghệ vật liệu – Bộ Khoa học và Công
nghệ (KHCN); Phòng thí nghiệm sức bền vật
liệu – Trường Đại học Thủy lợi (ĐHTL).
2.4. Sản xuất thử nghiệm sản phẩm
ứng dụng
Các sản phẩm được sản xuất bằng phương
pháp lăn tay với khuôn chuyên dụng hoặc
khuôn là các sản phẩm có sẵn trên thị trường.
Các bước tiến hành bao gồm:
Bước 1: Đánh bóng khuôn bằng chất
chống dính
Bước 2: Phủ lớp gelcoat
Bước 3: Trải từng lớp nhựa và vải đến khi
đạt độ dày phù hợp
Bước 4: Sau khi sản phẩm đạt độ rắn yêu
cầu, tiến hành ra khuôn và cắt gọt phần thừa.
3. KẾT QUẢ VÀ THẢO LUẬN
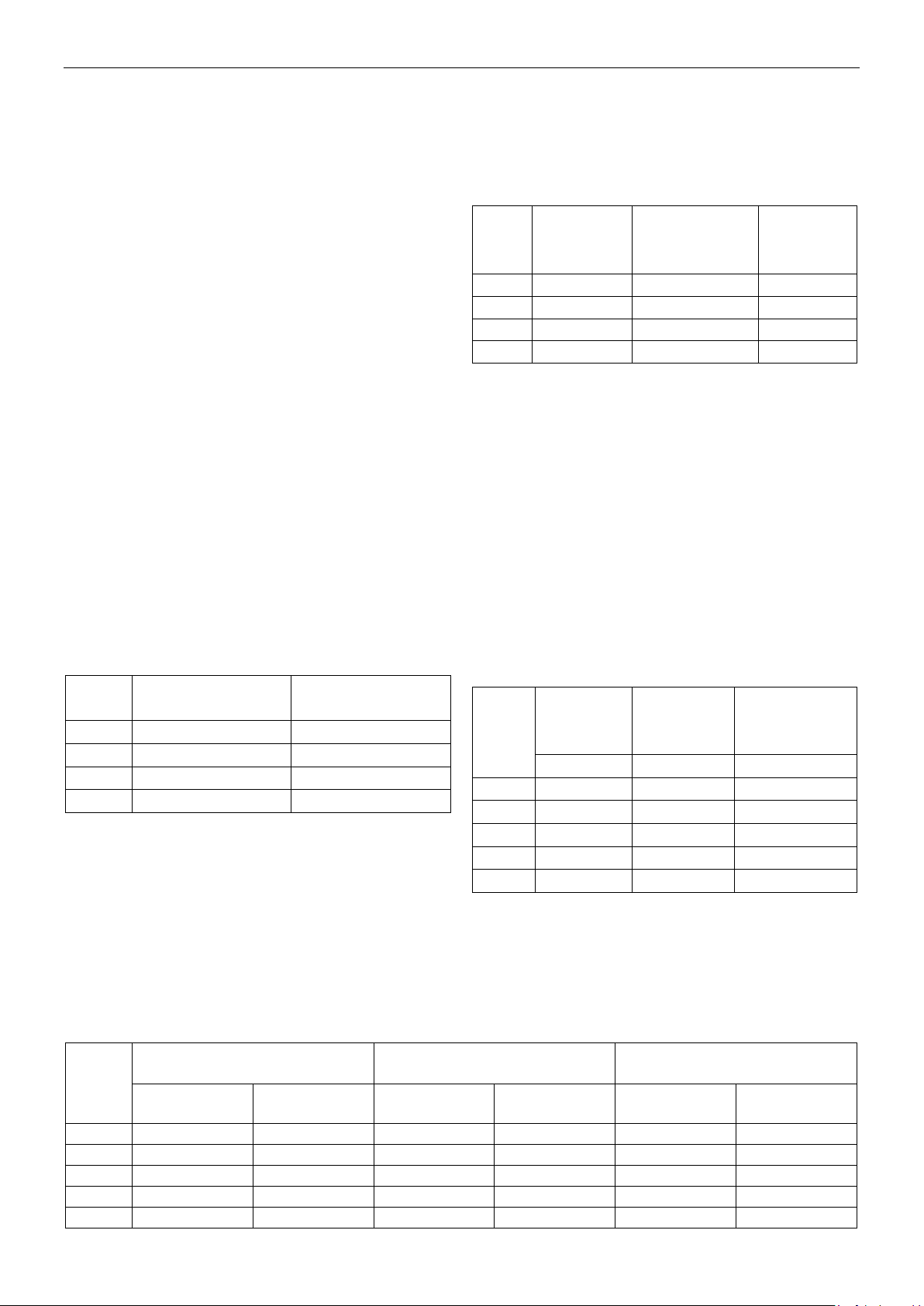
3.1. Thí nghiệm 1: Kết quả xác định
khối lượng riêng.
Bảng 1: Khối lượng riêng
của mẫu thí nghiệm
Mẫu
Compsite cốt vải
thủy tinh (mg/l)
Composite cốt vải
phế thải (mg/l)
1
1,60
1,39
2
1,36
1,34
3
1,81
1,35
TB
1,59
1,36
Nhận xét: Từ các bảng số liệu cho thấy vật
liệu composite cốt vải phế thải có khối lượng
riêng nhỏ hơn so với mẫu vật liệu composite
cốt vải thủy tinh. Đây là một lợi thế của vật
liệu composite cốt vải khi ứng dụng vào thực tế
giúp tạo các sản phẩm đòi hỏi khối lượng thành
phẩm nhẹ.
3.2. Thí nghiệm 2: Kết quả kiểm tra độ
hút nước của mẫu composite
Bảng 2: Kết quả độ hút nước
của mẫu Composite
Mẫu
Cốt vải
thủy tinh
(ml/100g)
Cốt vải không
co giãn
(ml/100g)
Cốt vải
co giãn
(ml/100g)
1
0,61
0,55
0,87
2
0,83
1,12
1,84
3
0,66
0,62
1,35
TB
0,70
0,76
1,35
Nhận xét: Kết quả thí nghiệm cho thấy độ
hút nước của 2 loại vật liệu là tương đương
nhau và tương đối thấp. Độ hút nước của vật
liệu bị ảnh hưởng bởi sự xuất hiện các bọt khí
trên bề mặt vật liệu. Vì vậy, cần khắc phục
vấn đề này bằng phương pháp sơn phủ nhưạ
polieste lên bề mặt trong quá trình gia công.
3.3. Thí nghiệm 3: Kết quả thí nghiệm
các tính chất cơ lý của vật liệu composite
3.3.1. Kết quả tỷ lệ vải/nhựa
Bảng 3: Tỉ lệ vải/ nhựa
Mẫu
Khối
lượng vải
(g)
Khối
lượng mẫu
(g)
Tỷ lệ
vải/nhựa (%)
(1)
(2)
(1)*100%/(2)
1
103,79
171,43
60,54
2
101,76
173,13
58,78
3
100,93
164,32
61,40
4
99,89
158,87
62,88
5
102,48
176,96
57,91
Nhận xét: Từ quá trình chế tạo các mẫu thí
nghiệm rút ra: Khối lượng vải chiếm 60%
trong tổng khối lượng vật liệu.
Bảng 4: Kết quả tính chất cơ lý của vật liệu composite (Đơn vị MPa)
Mẫu
Độ bền nén
(Tải trọng Load 10%)
Độ bền kéo
Độ bền uốn
Cốt sợi
thủy tinh
Cốt vải
Cốt vải
thủy tinh
Cốt vải
phế thải
Cốt vải
thủy tinh
Cốt vải
phế thải
M1
4598,43
5104,70
66,51
29,7
300,08
149,91
M2
4680,54
5580,81
61,68
24,72
226,58
137,26
M3
5392,63
6315,51
55,78
25,53
248,75
112,71
M4
4070,98
5363,10
59,93
25,24
280,59
123,18
M5
4955,35
6117,08
73,2
26,9
341,62
143,33
Tuyển tập Hội nghị Khoa học thường niên năm 2015. ISBN: 978-604-82-1710-5
313
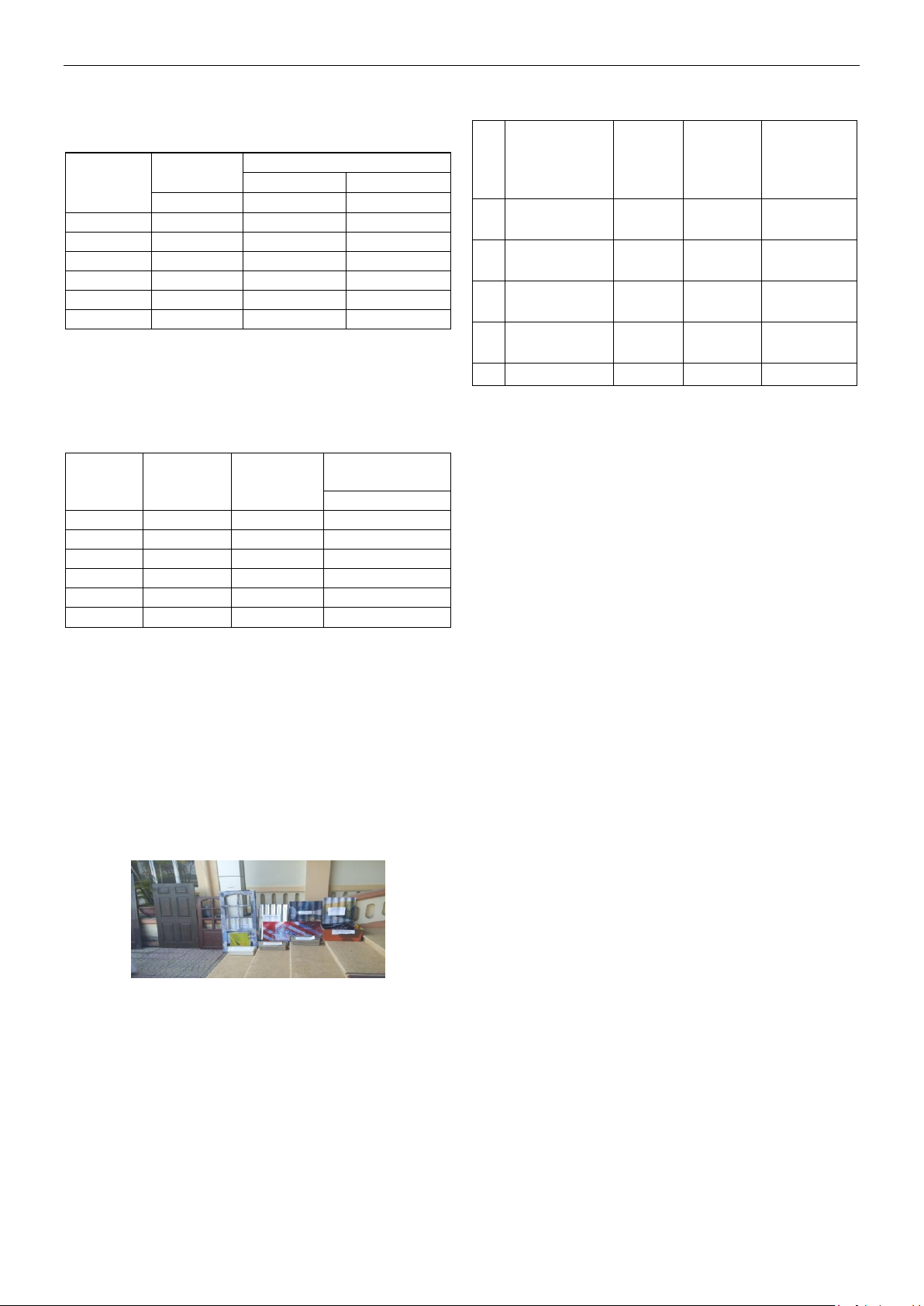
3.3.2. Kết quả đo độ bền kéo, độ bền uốn
Bảng 5: Kết quả độ bền kéo
Số hiệu
mẫu
Diện tích
MCN
Cường độ kéo đứt
Lực kéo
Ứng suất
Fo (mm2)
(N/A)
(N/mm2)
PV01
219.2
8338.50
38.05
PV02
220.1
8240.40
37.45
PV03
220.5
7455.60
33.81
PV04
220.5
8436.60
38.26
PV05
220.5
8240.40
37.37
PV06
220.5
7749.90
35.15
Nhận xét: Composite cốt vải phế thải có
khả năng chịu được lực kéo lớn do các sợi
vải bện chặt với nhau tạo liên kết.
Bảng 6: Kết quả đo độ bền uốn
Số hiệu
mẫu
Uốn
900
Uốn
1600
Ghi chú (nhiệt
độ khi uốn)
(oC)
PV01
Nứt
10 - 20
PV02
Nứt
10 - 20
PV03
Nứt
10 - 20
PV04
Nứt
10 - 20
PV05
Không nứt
30 - 40
PV06
Không nứt
- 40
Nhận xét: Độ bền uốn phụ thuộc vào nhiệt
độ. Tại nhiệt độ 30 – 40oC chịu được lực uốn
lớn hơn so với khoảng nhiệt độ từ 10 – 20oC.
Tại nhiệt độ 30 – 400C vật liệu có thể chịu
được lực uốn của bộ gối gá 1600.
4. ỨNG DỤNG KẾT QUẢ NGHIÊN CỨU,
SẢN XUẤT THỬ NGHIỆM MỘT SỐ SẢN
PHẨM DÂN DỤNG, CÔNG NGHIỆP
Hình 2: Sản phẩm đã được sản xuất thử nghiệm
Thông thường lượng vải thủy tinh chiếm
từ 30-40% tổng khối lượng sản phẩm. Với
giá vải thủy tinh từ 39-40 ngàn đồng/kg
(ngđ/kg). Trong khi đó vải phế thải trong
trường hợp sản xuất thủ công từ 50-60% tổng
khối lượng sản phẩm. Với giá thu gom vải
phế thải 3-5000 đ/kg cho phép giảm từ
40-50% chi phí vật tư cho một sản phẩm so
với sử dụng vải thủy tinh.
Bảng 7: Bảng giá các sản phẩm thay thế
TT
Tên
sản phẩm
thay thế
ĐV
Giá thị
trường
Chi phí
sản xuất
composite
vải phế thải
1
Hộp trồng
cây loại lớn
Đ/cái
60.000
57.000
2
Hộp trồng
cây loại nhỏ
Đ/cái
30.000
16.000
3
Thùng đựng
hải sản
Đ/Kg
60.000
57.000
4
Tấm lợp
kim loại
Đ/M2
90.000
51.000
5
Kiếm
Đ/chiếc
450.000
150.000
5. KẾT LUẬN VÀ KIẾN NGHỊ
Kết quả nghiên cứu cho thấy composite cốt
vải phế thải có thể thay thế composite cốt vải
thủy tinh và một số loại vật liệu khác trong
những trường hợp không đòi hỏi cường độ
chịu lực cao để giảm chi phí sản xuất, hạn chế
ô nhiễm môi trường. Việc sử dụng vải phế thải
thay thế vải thủy tinh trong sản xuất vật liệu
composite cho phép tạo ra vòng đời thứ hai cho
vải phế thải mà không tốn kém chi phí tái chế.
Các số liệu nghiên cứu còn chưa đầy đủ
nhưng cho thấy tiềm năng có thể thay thế vải
thủy tinh trong sản xuất composite. Cần tiến
hành nghiên cứu các ảnh hưởng của chiều dài
sợi, nhiệt độ, chất nhuộm vải... đến tính chất
cơ lí của vật liệu. Ngoài ra, cần nghiên cứu
khả năng ăn mòn hóa học của vật liệu
composite cốt vải phế thải đồng thời triển khai
mở rộng khả năng ứng dụng vật liệu
composite cốt vải phế thải.
5. TÀI LIỆU THAM KHẢO
[1] Nguyễn Đăng Cường, (2006), “Composite
sợi thủy tinh và ứng dụng”, NXB Khoa học
và Kĩ thuật, Hà Nội.
[2] Trần Vĩnh Diệu, Bùi Chương, (2010),
“Nghiên cứu và ứng dụng sợi thực vật -
nguồn nguyên liệu có khả năng tái tạo để
bảo vệ môi trường”, Nhà xuất bản Khoa học
Tự nhiên và Công nghệ, Hà Nội.
[3] Trung tâm Công nghệ vật liệu, Phòng
Composite – Cacbon, “Tiêu chuẩn đo độ
bền vật liệu Composite”.













![Đề thi Con người và môi trường cuối kì 2 năm 2019-2020 có đáp án [kèm file tải]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20250523/oursky06/135x160/4691768897904.jpg)




![Đề cương ôn tập Giáo dục môi trường cho học sinh tiểu học [mới nhất]](https://cdn.tailieu.vn/images/document/thumbnail/2025/20251212/tambang1205/135x160/621768815662.jpg)






